


ミニチュア用の PLA と ABS。どれが最適ですか?
3D プリントはここ数年で人気が高まっており、3D プリンターが最もよく使用されるモデルのタイプの 1 つはミニチュアです。
この記事では、溶融堆積成形 (FDM) で最もよく使用される 2 つのフィラメント タイプ (PLA と ABS) を比較します。これにより、どの材料がミニチュアの印刷に適しているかがわかります。
要するに; ほとんどの場合、ミニチュアの印刷には PLA が適しています。これは、加熱されたベッドや高度な専門知識を必要としないため、印刷が非常に簡単だからです。一方、ABS はより高いレベルの詳細を生成できますが、適切に印刷するにはより多くの専門知識が必要であり、一般に反りが発生します。
投稿の残りの部分に取り掛かりましょうか?
フィラメントごとにプリントするのはどれくらい簡単ですか?

ほとんどの初心者には、一般的に PLA を使用することをお勧めします。PLA の方が融解温度が低いため、印刷が容易であり、加熱ベッドを使用する必要がない可能性があることを意味します。 ABS と比較した場合の問題。
ほとんどの手頃な価格のプリンターには筐体が含まれていないため、PLA を選択するのも便利です。つまり、より急激な温度変化が発生する可能性があり、ABS と比較して PLA ではそれほど問題が発生しません。
一方、ABS を正しく印刷するには、ベッドの温度、押出機の温度、印刷速度などを正しく設定するなど、多くの特定の条件を満たす必要があります。
ベッド温度の設定が低すぎると、多くの場合、モデルに反りが生じ、プリント全体が役に立たなくなります。
このため、ABS で印刷する場合は、常に密閉型プリンターを使用し、印刷設定に特別な注意を払う必要があります。

一方で、ABSは印刷が難しいかもしれませんが、後処理部分はPLAよりもはるかに簡単であるため、適切に印刷する方法を知っていれば時間を節約できます. .
最後にもう 1 つ言及しておきたいのですが、これは特にこの記事には関係ありませんが、一般的な 3D 印刷に関してですが、PLA や ABS を使用した印刷の環境への影響も考慮する必要があるということです。なぜなら、PLA はより環境に優しいからです。
どのフィラメントで印刷するのが安いですか?
前に述べたように、「ABS」は、押出乗数 (流量)、後退距離、後退速度、充填率、サポートとシールドの構成、および最も重要な設定などの印刷設定に関して特別な注意を払う必要があります。 ABS、温度で印刷する場合のすべて。
より高い温度で印刷すると、少なくとも時間の経過とともに電気代が増加します。ときどきいくつかのモデルを印刷するだけであれば、それほど多くはないかもしれませんが、「大量生産」のシナリオでは、その違いは非常に顕著になります.
それだけでなく、ABS は PLA よりもはるかに正確な印刷設定が必要であり、温度変化の影響を非常に受けやすいため、失敗した印刷の膨大な山をより早く収集する可能性があります。 PLAを使用。これは、両方のフィラメントの 1Kg スプールのコストがほぼ同じであっても、フィラメント自体により多くの費用を費やすことになる可能性があることを意味します.
要するに; PLA はより手頃な価格で、印刷がより簡単で便利です。
後処理前の全体的な外観

この画像でわかるように、「ABS」は多くの場合、後処理の前でもディテールを向上させることができます。これは、ABS での印刷に必要な温度が高いためです。
一方、PLA の場合、低温で変形する傾向があり、ノズルが前のレイヤーの上に新しいレイヤーを印刷すると、一部のディテールが変形します。
これは、手頃な価格のプリンターかプロシューマー プリンターかを問わず、使用するプリンターに関係なく、PLA に当てはまります。
後処理テクニック
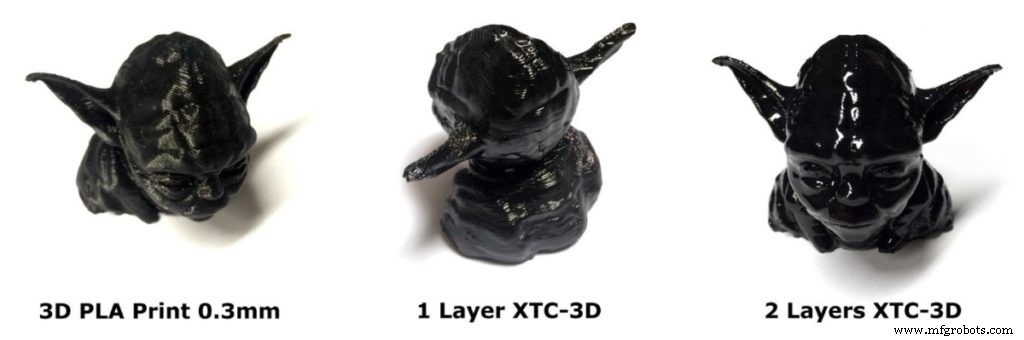
ミニチュアをどれだけ見栄えよくしたいかによって、これにアプローチする方法がいくつかありますが、ここでポイントにまっすぐ進みます。一部の後処理方法では、モデルのサンディング、ベーパー スムージング、ハイドロ ドリップなどを必要としますが、最良の結果を得るために使用できるプロセスは、エポキシ コーティングを使用することです。
市場にはさまざまなコーティング製品があり、両方のタイプのフィラメントで非常にうまく機能しますが、最良の結果を得るには、特にコスト効率を考慮して、この XTC-3D コーティングを使用することをお勧めします.
ミニチュアを適切に仕上げるには、次の後処理手順に従うことをお勧めします。
- 200~400 番のサンドペーパーで研磨する
- アルコールを含んだ布でモデルを完全に拭き取り、乾かします。
- エポキシコートを塗る
- アクリルで描く (必須ではありません)
- スプレー コート保護を使用します。
これらの手順に従うことで、細部を保持し、仕上げをより滑らかにするという点で最良の結果を得ることができます。また、これを行うために 3D プリントに関する深い知識は必要ありません。
(すべてのエポキシ製品が両方の材料タイプで機能するわけではないことに注意してください。そのため、前述の「ABS」と「PLA」で機能する XTC-3D コーティングの使用をお勧めします)
さて、後処理は間違いなく重要なステップですが、印刷部分を適切に処理することはさらに重要であるため、PLA と ABS の両方の温度、ベッド温度などに関する情報を示した表を次に示します。
| プラスチック | ABS | PLA |
|---|---|---|
| 印刷温度 | 210 – 250 o C | 180 ~ 230 o C |
| ベッド温度 | 50 ~ 100 o C | 0 |
| 印刷難易度 | 難しい | 簡単 |
| 使う | 機械部品に最適 | 初心者に最適 |
| プロパティ | 耐久性があり、やや柔軟性があり、ややもろい。 | 耐久性が高く、柔軟性が低い。 |
| 詳細レベル | 後処理前でも高レベルの詳細 | 下位レベルの詳細 |
| 環境にやさしい | 非生分解性 | 生分解性 |
| 価格 | 1Kg スプールあたり約 20 ドル | 1Kg スプールあたり約 20 ドル |
