3D プリント コミュニティでは、レジン プリンターとフィラメント プリンターの両方の利点と欠点について広く議論されてきました。最も一般的に議論されるトピックは、印刷の品質、材料のコスト、および各技術の印刷時間に関するものです。
また、引張強度や耐衝撃性などの特定の構造特性を必要とするオブジェクトを印刷する必要がある場合や、樹脂部品がフィラメント印刷された部品よりも強いか弱いかを調べる必要がある場合もあります.
| 素材 | MPa |
| ポリカーボネート | 67 |
| PLA | 64 |
| 丈夫な樹脂 | 55 |
| PETG | 50 |
| ナイロン | 48 |
| ABS | 38 |
| レジン | 23 |
引張強度は、特定の材料が破断点まで引き伸ばされる際にかかる応力の量を測定します。材料の引張強度は破断点で測定され、同じコンポーネントを作るために使用される異なる材料によって異なります.
これは、ほとんどの業界で実施されるかなり一般的なテストです。ただし、かなり正確な結果を生成するには、実際のビルド プロセスを考慮し、変数として考慮する必要があります。
コンセンサスは、3D レジン プリントはそれほど耐衝撃性がないということです。さらに、紫外線に定期的にさらされる樹脂製品の進行中の硬化については、大きな疑問符があります。スケールの反対側では、PLA は「最後の手段」とラベル付けされた箱に入った比較的安価な耐低温材料です。
これらの仮定は真実から遠く離れることはできず、真実は公正かつ正確なテストで明らかになります.これは、ISO 527* 規格に準拠した Airwolf 3D によって実施された、さまざまな FDM フィラメント タイプで行われた引張強度テストの基本的な概要です。フックはさまざまな素材から作られ、テストにかけられました.
*:これらのガイドラインは、指定された条件下で熱可塑性プラスチックの引張特性を決定するための一般的な条件を指定します。

PLA
プリントベッドは 60°C に設定し、熱を適度なレベルに保つためにエンクロージャーなしでフックをプリントしました。 PLA フックは 285 ポンドの重量を保持することができました。これは 64.4 MPa の引張強度に相当しますが、いつものように問題があります。
PLA は時間の経過とともに引張強度を失うため、その結果、おもちゃや装飾品の製造という指定された目的にのみ使用する必要があり、高い引張強度を必要とする目的には使用しないでください.
PETG
PETG は 50.0 MPa と測定されましたが、PLA よりも強いことが予想されるため、これは驚くべきことです。 toms3d.org が実施した別のテストでは、PLA を PETG と比較しましたが、層の方向の影響を判断するために、それぞれの 2 つのテスト構造が印刷されました。 2 つのサンプルは縦と横に印刷されています。
実施した試験は、サンプルが折れるポイントを決定するための曲げ試験でした。垂直に印刷されたサンプルが最初にテストされ、これは層の接着力もテストします。 PTEGが5.9kgを管理したのに対し、PLAサンプルは8kg弱に耐えました。 2 番目のサンプルは材料の強度をテストし、PLA は 16.6 kg でした。一方、PETG サンプルはまったく壊れず、曲がっただけだったので不合格にはなりませんでした。
基本的に、PETG はより柔軟性があり、PLA のように特定の力で折れることはありませんが、引っ張り強度に関する限り、PLA はより強力です。
ABS
ISO 527 テストでは、ABS は 38.6 MPa と評価されました。これは、PLA と PETG の両方よりもかなり弱い値です。フック テストでは、ABS は同じ 285 ポンドの荷重でうまく機能せず、すぐに折れてしまいました。
ABS は日常のアプリケーションで使用される実際のエンジニアリング材料と見なされていますが、これらのアプリケーションでは引張強度は必要ありません。 ABS の引張強度は 4700 psi (32.4 MPa) でした。
ポリカーボネート
基本的なフック テストでは、ベッド温度が 145°C 以上、押出機温度が 290°C 以上の高温で、ポリカーボネート フィラメントが印刷されました。
通常の愛好家向けのプリンターでは、これらの望ましい温度に到達できないことに注意してください。フックから吊り下げられた重量は 685 ポンドで、測定値は 9800 psi (67.6 MPa) であり、ポリカーボネートの引張強度は疑いの余地がありません。
ナイロン
ナイロンは均一なフィラメントではないため、ナイロン フィラメントの種類によって引張強度は異なりますが、推定強度は 7000 psi (48.3 MPa) に設定されており、ABS よりも大幅に優れていますが、PLA よりも低くなっています。フック テストでは、ナイロン 910 を使用し、ベッド温度 70 ~ 100°C で 250°C で印刷しました。ナイロンは曲がり始め、数百ポンドの負荷をかけた後、485 ポンドで折れました。
基本的に、PETG と同様に、ナイロンは PLA よりも曲がります。
レジン
引張強度試験は以前の試験を行ったのと同じ人によって実施されたわけではありませんが、同じ条件が再現されているため、結果は有効であるだけでなく、同等でもあります.
樹脂は一般的に、引っ張り強度という点で非常に弱い材料として知られていますが、結果はこの概念とある程度一致しています。通常の樹脂は 23.4MPa しか測定されず、測定されたすべてのフィラメントよりもはるかに低い値です。
通常の樹脂の結果は芳しくありませんが、SLA 印刷では信じられないほどの進歩があり、引張強度は間違いなく多くの注目を集めた 1 つの側面であることに言及する必要があります。
すべての主要な樹脂メーカーも「タフな」樹脂を提供していますが、これは単なるマーケティング戦術ではありません。例として、引張強度が 55MPa の eSun のタフな樹脂を取り上げます。
これは、メーカーが 3D プリント業界が常に要求している要件を満たすために多大な努力を払っていることを示しています。
レギュラーレジンとタフレジンの違い
通常の樹脂タイプは応力に弱すぎると考えられており、太陽の紫外線による硬化プロセスが継続するため、屋外での使用はお勧めできません.ただし、非常に強力になるように配合された樹脂が市場に出回っています.
樹脂開発には急速に技術が導入されており、さまざまな用途が継続的に発見されています。キャスタブル樹脂はジュエリーの製造に使用されており、歯科で広く使用されています.
レギュラー レジンとタフ レジンの主な違いは引張強度で、タフ レジンはレギュラー レジンの約 2 倍の引張強度を持っています。
Anycubic のカラー UV レジンは、Formlab の Tough 2000、eSun の Hard-Tough、および Siraya Tech の Blu などのいくつかのタフなレジンに対してテストされた通常のレジンとして選択されました。標準樹脂の測定値は 23.4MPa だったのに対し、タフな樹脂の測定値は Foamlab で 46MPa、eSun で 55MPa、Siraya Tech で 44MPa だったので、結果はまったく驚くべきものではありませんでした。
テスト結果からわかるように、タフ レジンは通常のレジンよりもはるかに強力ですが、テストの結果が自動的にプロジェクトに反映されるわけではありません。主な理由は構造設計と用途であるため、タフな樹脂はより強力ですが、必ずしもこれらのテスト結果を反映するとは限りません.
樹脂とフィラメントの衝撃強度の比較
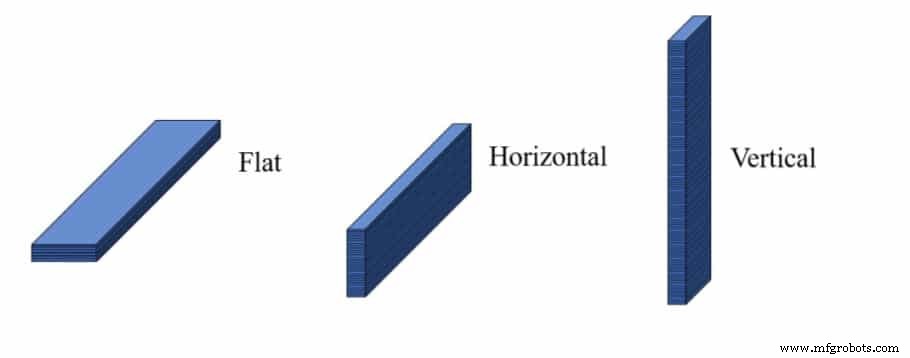
さまざまな素材と方向の衝撃強度 (ジュール/メートル)
| フラット | 水平 | 垂直 |
| ポリカーボネート | 354 | 515 | 42 |
| ナイロン | 325 | 249 | 60 |
| Prusa タフ レジン | 280 | 280 | 280 |
| PETG | 239 | 178 | 35 |
| PLA | 153 | 113 | 77 |
| ABS | 129 | 149 | 55 |
衝撃強度は、標準モデルが受けることができる衝撃の量と、力から吸収される衝撃エネルギーの量を測定するという点で、引張強度とは異なります。試験の実施に使用される方法は、IZOD 衝撃強度試験です。テストは、3 つの異なる向き、フラット、垂直、および水平方向のテスト サンプルを使用して実施されました。
PLA
- フラット:152.52 j/m
- 水平。 113.21 日/月
- 垂直:77.42 j/m
PETG
- フラット:238.98 j/m
- 水平。 178.09 日/月
- 垂直:35.45 j/m
ABS
- フラット:128.69 j/m
- 水平。 149.14 日/月
- 垂直:55.14 j/m
ポリカーボネート
- フラット:354.15 j/m
- 水平。 514.90 j/m
- 垂直:42.03 j/m
ナイロン
- フラット:324.90 j/m
- 水平。 248.86 j/m
- 垂直:59.61 j/m
結果からわかるように、フィラメントの種類とテスト サンプルの向きにはさまざまな数値があります。 PLA は 77.42 j/m で垂直テストで最高得点を記録し、PETG は 35.45 j/m で最低得点を記録しました。ポリカーボネートとナイロンのテスト サンプルはかなり均等に一致しますが、ポリカーボネートは水平テストで 514.90j/m のスコアを獲得しましたが、ナイロンは 248.86 j/m のスコアに達しました。
レギュラーレジンとタフレジンの違い
タフな樹脂と比較した通常の樹脂の衝撃強度は、Filaween スコアリングによる IZOD 衝撃強度テストを使用して実施されました。トムのテストでは、彼は Elegoo ABS のような透明な赤い樹脂と Prusa 栗色の「タフ」樹脂を使用し、結果がそれを物語っています.
等方性材料であるため、樹脂試験サンプルはそれぞれ 1 つのサンプルしか必要としませんでした。 Prusa Tough 樹脂の結果は 280mJ でした。この樹脂は PLA の結果と同等です。
最強のフィラメントとは?
ポリカーボネートが最も強力なフィラメント タイプであると評価されているのは、製造業者、レビュー担当者、およびエンド ユーザーの間でかなり一般的な結論だと思います.
適切な温度で正しく印刷された場合、ポリカーボネート (または PC) は非常に強力で長持ちするコンポーネントを生成できます。ただし、PC での印刷は、張り出しや細かいディテールがうまくいかないため、問題が生じる可能性があります。上記のテスト結果が示すように、PC は高い耐熱性と耐衝撃性を備えています。
ナイロンも評価が高く、PCに引けを取らない。 Airwolf がテストしたナイロン 910 フィラメントは 7000 psi で優れた強度を示し、印刷されたクリップは 485 ポンドを保持できました。MatterHackers も同様のテストを行いましたが、Nylon X フィラメントと呼ばれる独自のナイロン フィラメントを使用しました。彼らはフックを印刷し、壊れる前に 364 ポンドを保持できました。ナイロンは素晴らしいレビューを受けており、多くのレビューアは強度と耐久性において PLA よりもはるかに高いと評価しています.
ナイロンは吸湿性があり、水分を吸収する傾向があるため、印刷が困難になります。 100% 乾燥している必要があります。そうしないと、印刷エラーが発生します。もう 1 つの問題点は、印刷温度が 220 ~ 270°C である必要があり、反りが発生しやすいことです。ナイロンの良い面は、耐衝撃性、耐疲労性、耐熱性であり、ケーキのチェリーは、PC よりも印刷が容易であるということです.
推奨されるナイロンおよびポリカーボネート フィラメントは次のとおりです。
FDM パーツを強化するには?
強力な FDM プリントが望ましいプリントです。印刷物の強度を上げる方法はいくつかあります。たとえば、直線状のインフィルを使用する、冷却を減らす、押し出し幅を増やす、周囲の数を増やす、薄い層を使用するなどです。 FDM プリントの強度を高めるのに役立つこれらの指針は、多くの 3D スペシャリストや愛好家によって試行され、テストされています。
Rectilinear または Honeycomb Infill パターンを使用
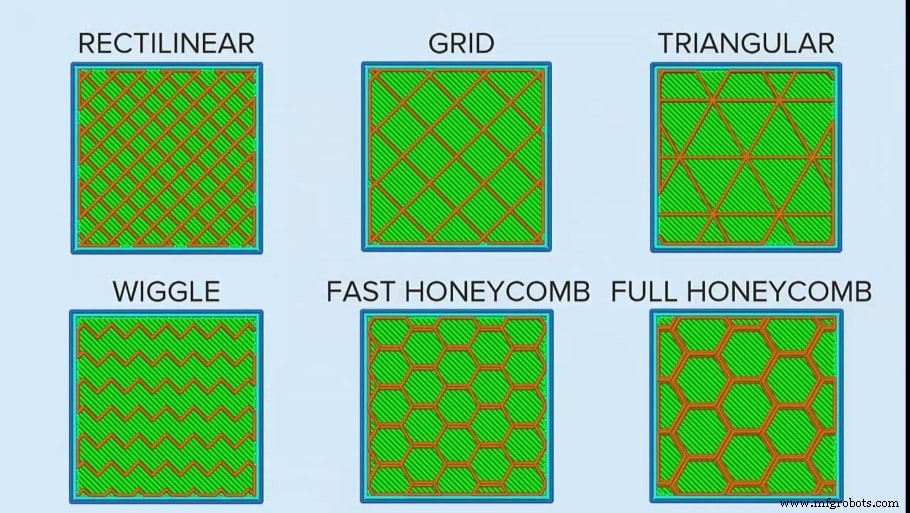
インフィル パターンは、プリントを強化するための明確なプラス ポイントですが、残念ながら、1 つのサイズですべてに対応できるわけではありません。ハニカム構造は強度に定評があり、ランオンフラットカーのタイヤにも使用されています。技術的な観点からは、直線パターンが最も強いパターンですが、力の方向を考慮した場合のみであり、反対方向には弱くなります.
直線的なインフィル パターンを使用すると、プラスチックの使用が節約され、結果としてより速く印刷されます。ハニカム パターンよりも最大 30% 高速に印刷されます。直線的なパターンが 1 つの方向から最も強いのに対して、ハニカムはすべての方向から同じように強く、オールラウンドに使用できる頼りになるパターンです。
3D プリントをアニールする
アニーリングは、金属または射出プラスチック部品の作成における一般的なプロセスです。簡単に言えば、温度を上げてハリや引っ張り強度、耐熱性を向上させる加工です。 3D プリントの世界ではあまり一般的ではありませんが、このプロセスはまだ適用可能ですが、最適な温度を得るにはある程度の実験が必要です.
家庭では、プリントをオーブンに入れることができますが、温度を注意深く監視し、プリントの周りに均一な熱分布があることを確認する必要があります.
アニーリングとは、基本的にプラスチックをガラス転移温度まで加熱することです。この時点では、オブジェクトはまだその形状を保持していますが、分子はより流動的な状態に再配置されるため、内部張力が減少し、プロセスの構造が強化されます.
ポリマーは、非晶質および半結晶質の分子構造で構成される、長くて反復的な分子鎖を持っています。これらの分子構造はポリマーを構成し、明確な分割線がなくランダムに分布しています。結晶構造は硬くて剛性がありますが、アモルファス構造はより弾力性と柔軟性があります.
フィラメントがノズル内で加熱されると、フィラメントは非晶質になる可能性が高く、急速冷却プロセスを通じてこの構造を保持します。アニーリングによって達成されるのは、アモルファス プラスチックの特性を結晶性プラスチックに変えることです。
PLA および PETG フィラメントはアニールすると有望な結果を示しましたが、ASA および ABS はプロセス中に反り以外の実際の変化を示しませんでした。 PLA フィラメントは引張強度の大幅な改善を示し、PETG は衝撃耐久性で大きなポイントを獲得しました。
肝心なのは、アニーリングは効果的なツールですが、詳細なプリントでこの技術を使用すると複雑になる可能性があるということです.
その他の考慮事項
プリントの長所と短所を判断するには、プリントの適用を検討する必要があります。適切なフィラメントまたは樹脂に加えて、他のいくつかの考慮事項がプリントの有用性に影響を与えます。
異方性対等方性
Anisotropic is basically arriving at different values when a material’s properties are measured from different directions, which is the case with rectilinear infills. On the other hand, isotropic means consistent values no matter the direction of the measurement, and in this case, we can use the honeycomb structure as a good example.
With FDM 3D printing, the print or build direction will contribute to anisotropic results. This becomes more obvious with lower adhesion between layers in the Z-axis, which causes a lower pull strength compared to the X and Y-axis. So, if anisotropy is not considered, then the printed product will not last when pressure is applied to its weakness.
With SLA printing, there is no need to worry about structural weaknesses from certain directions because the resin is isotropic, meaning that the object has the same strength from all directions. For added strength resin model should not be hollow to save on resin.
Slicer Settings
A strong print begins with a good design that focuses on structural integrity by allocating more material to areas with concentrated stress. Topology optimization allows the process to be automated and is frequently used in creating functional designs.
The fabrication process also has a strong influence on the strength of the final product, and this is determined by the printing setting during slicing. For example, the layer height being higher will account for greater print strength, both in FDM and SLA prints. The infill structure and settings also contribute to the print strength, as do the speed, thickness of the extrusion, and optimum temperatures.
With SLA resin, printers usually print with 100% infill, but some slicers allow you to drain excess resin from interior pockets as a resin-saving option; however, in order not to compromise the integrity of the print, the design should not be hollow.
How the objects are printed
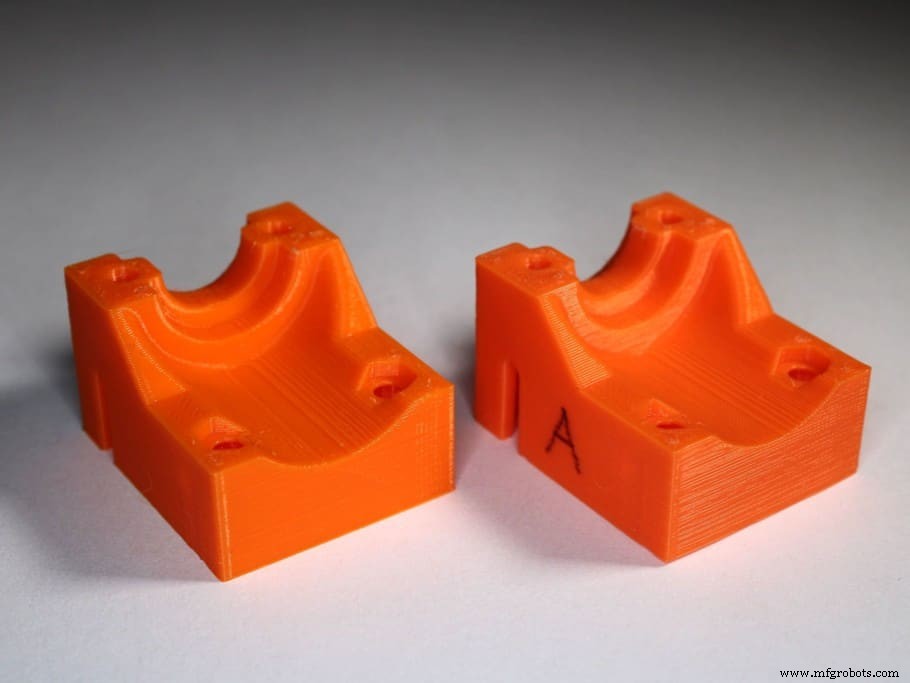
Layer thickness and adhesion play a dominant role in the overall strength of a printed object. In a test conducted to point out the effects of layer thickness and print orientation, several hooks were printed with different layer thickness as well as being printed vertically and laying down.
The results of the test were unanimously in favor of the hooks printed laying down, which indicates that structural integrity is influenced if the print layers are in the same line as the force applied to the object.
A 0.4mm nozzle was used for the printing, and the hooks were printed from 0.05 to 0.4mm. In both print orientations, the hooks that were printed with between 0.1mm and 0.2mm performed the best, whereas the 0.3mm and 0,4mm hooks performed the worst.
From this test, we can conclude that the layer thickness should not exceed half the diameter of the nozzle being if part strength is relevant for our application. For details on the test, check out the video from CNCKitchen
おすすめ商品セクションをご覧ください

当て推量を取り除き、どのプリンター、フィラメント、またはアップグレードを取得するかを調べるのに費やす時間を短縮できる推奨製品セクションを作成しました。これは非常に困難な作業であり、一般的に多くの混乱につながることがわかっているためです.
初心者だけでなく中級者、さらには専門家にも適していると思われるほんの一握りの 3D プリンターを選択して、決定を容易にし、記載されているフィラメントとアップグレードはすべて私たちによってテストされ、慎重に選択されました。であるため、どちらを選択しても意図したとおりに機能することがわかります。


