


正しいホットエンドの選択方法
ホットエンドは FDM 3D プリンターの基本的な部分の 1 つです。 見た目はシンプルですが、最も複雑なものの 1 つです。 このコンポーネントは、プリンタの解像度だけでなく、 特定の 素材を印刷する機能もあります。 研磨剤や高温など。 ホットエンドの選択には複数のオプションがあります。 また、それぞれの複数のスペアパーツとアクセサリー。すべてのアプリケーションに完璧なホットエンドはありません。最適なホットエンドの選択 各ユーザーは、3D プリントを優先的に使用するか、通常使用する材料によって調整されます .
各ユーザーに最適なホットエンドを選択して構成する方法を学ぶには、それがどのように機能し、どの部分がそれを構成しているかを理解する必要があります。
ホットエンドの仕組み
ホットエンドは、構築スペースに配置する前に、フィラメントを溶かして押し出すことを目的とした一連の要素です。 ホットエンド a 常にエクストルーダーと連携して動作します。 直接または間接取り付け(ボーデン)のいずれかです。それは基本的に次のように構成されています:押出機がフィラメントを小さなチャンバーに押し込み、そこでフィラメントが溶融し、生成された圧力により、溶融した材料が小さな穴から出てきて、構造のベースまたはピース。 フィラメントは押されるため、溶融領域に到達する前に最大の剛性を維持する必要があります。 これを行うには、ホットエンドに 2 つの明確に区別された部分 (コールド ゾーンとホット ゾーン) が必要であり、それらの間の遷移はできるだけ短くします。
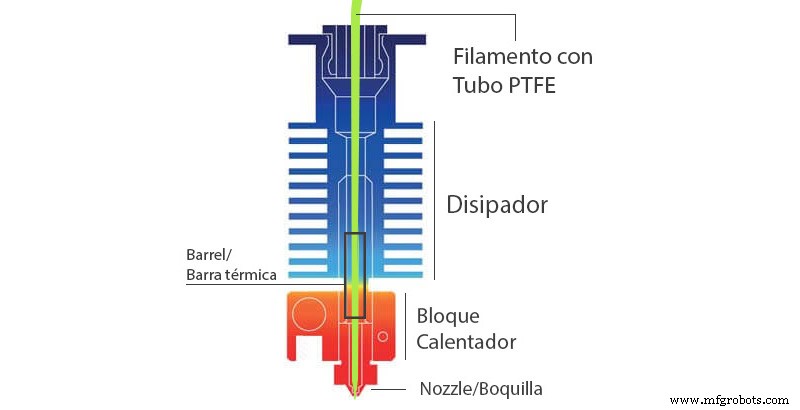
画像 1:ホットエンドの概要。ソース:impresoras3d.com
ホットエンドのパーツ
ホットエンドは主に 6 つのコンポーネントで構成されています:
- ノズル
- ヒーティングブロック。
- 温度プローブ。
- 加熱カートリッジ。
- ヒートブレイク。
- ヒートシンク
ノズル
これはホットエンドの最後の部分であり、XY 平面でのプリンターの解像度を決定する部分です。最適なものを選択する際には、3 つのパラメーターを考慮する必要があります。それらが属するシステム、直径、および素材です。
システム:
複数のホットエンド システムがありますが、最も一般的なのは、V6 システムと Mk8 の 2 つです。 これらに加えて、一部の認知されたブランド Ultimaker、BCN3D、または Raise 3D には独自のものがあります。

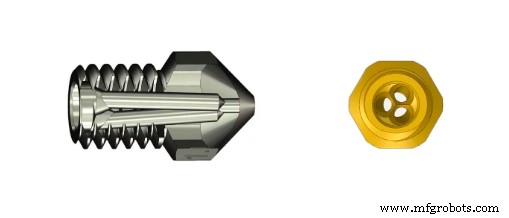
画像 2:ノズル MK8 および V6。
V6 ノズルと MK8 ノズルの両方に M6x1 スレッドがあり、一見互換性があるように見えるかもしれませんが、そうではありません。 寸法がかなり異なります ふたつの間に。 MK8 システムのノズル 長さは 8 mm ですが、 V6 システムのものは 5 mm の長さです。 これは、レベルセンサーがヘッドにあるプリンターでは、ノズルが高くなり、印刷できないことを意味します。別のシステムからのホットエンドを適応させるためにプリンタに変更を加えることができますが、元のシステム内に留まることをお勧めします 他のシステムのコンポーネントを混在させないでください。 両方のシステムに、次のような並外れた品質のコンポーネントを製造するメーカーがあるため、これは現在問題ではありません E3D、MicroSwiss、または 3DSolex として。
直径:
一般に、ほとんどのホットエンドはデフォルトで 0.4 mm ノズルを使用します。これは、解像度と印刷時間の理想的な妥協点と考えられているためです。ただし、場合によってはより適切な直径のオプションが他にも多数あります。
利用可能なノズルの範囲はシステムやメーカーによって異なりますが、一般的に0.25~0.8 mmの範囲です。 これは、FDM テクノロジの本質的な制限によるものです。プラスチックは、溶融時にかなりの粘度を維持するため、直径が小さいほど高い圧力を適用する必要があります。 そのため、0.25 mm 未満では必要な圧力が非常に高く、一部のプラスチックを印刷できません より高い粘度の。ただし、E3D などの一部のメーカーは、最大 0.15 mm の実験用ノズルを用意しています。 PLA を低速で印刷することで優れた結果を得ることができます。

画像 3:さまざまなサイズのノズル。ソース:e3d-online.com
0.8 mm を超えるノズルの場合、制限は、ホットエンドが十分なプラスチックの体積流量を溶融する能力によるものです 適切な押し出しを維持します。大口径のノズルでは押出速度が非常に速いため、同じ速度でフィラメントを溶融することは不可能です。それにもかかわらず、最も有名な 2 つのメーカーが、2 つの異なる戦略を使用してこの制限を部分的に解決することに成功しました.
一方、E3D は、Volcano と Supervolcano として知られる 2 つの V6 サブシステムを提供します。 ホットエンド ホット ゾーンの長さを長くすることに基づいています。 はるかに大きなプラスチックの流れを溶かすことに成功しました。これには、標準サイズのノズルでより高速に印刷する可能性が含まれます。 最大 1.4 mm のノズルを使用する可能性もあります。
<強い> 
画像 4:ノズル スーパーボルケーノ。ソース:e3d-online.com
一方、メーカーの3DSolex 革新的なテクノロジー「コア ヒーティング テクノロジー」を導入しました。 この技術は、ホットエンドの内部を 3 つの部屋に分割することに基づいています。 フィラメントと接触する熱面が大きくなり、より速く、より均一な融着が実現します ホットゾーンの長さを増やす必要はありません。この 3DSolex のおかげで、直径 2 mm までのノズルが提供されます V6 システムと互換性があります。
画像 5:ノズル 3DSolex。出典:3DSolex.com
材料 :
近年、新しい先端材料の出現は、新しい材料でノズルを設計する必要性も意味しています。 現在、ノズルの製造で最も一般的な材料は次のとおりです。
- 真鍮: 最も一般的な素材です。その主な利点は、低コストです。 作りやすさ 高い熱透過率。 その主な欠点は、耐摩耗性が低いことです。 高温への耐性が低いだけでなく、 300℃以上での使用はお勧めできません。 PLA、ABS、ASAなどの素材のみで印刷する場合、理想的な素材です
- ニッケルメッキ真鍮: 最高品質のホットエンドの標準になりつつあります。 微細なニッケル コーティングが施された真鍮のノズルです。 この表面処理により、優れた耐摩耗性が得られます。 低い摩擦係数 そして高い腐食耐性。 これにより、真ちゅうのノズルよりも優れた耐久性を実現しています .
- ニッケルメッキ銅: 高温フィラメントで印刷するための特定の素材。 同じ素材の加熱ブロックと組み合わせる必要があります。 最高温度 500 oC まで
- 硬化鋼または工具鋼: 高い耐摩耗性が際立っています。 これらは、繊維や粒子で強化されたものなど、摩耗性の高いフィラメントで動作するように設計されています。 金属フィラメントやグラスファイバーやカーボンで強化されたものなどの材料には不可欠です。主な欠点は、以前のものより表面の印刷品質が低いことです。 通常は 0.4 mm からのサイズで入手できますが、0.5 mm より大きいサイズを使用することをお勧めします。 障害物を避けるために。 500 ºC まで耐えることができますが、350 ºC を超える研磨材と一緒に使用することはお勧めしません
- ステンレス鋼: 以前のものと似ているかもしれませんが、多くのユーザーは研磨フィラメントで使用するために購入していますが、以前のものより耐摩耗性がはるかに低いため、これは主な用途ではありません。 このタイプのノズルは、主に医療および食品用途で使用されます なぜなら、その高い腐食耐性により、 それらは、溶融材料と混合する可能性のある有毒な粒子を放出しません。これは、おそらくノズルの製造において最も一般的ではない材料です。ニッケルメッキ銅ノズルと同様に、高温用途に適しており、最大 500 ºC をサポートします。
- 先端がルビーの真鍮または銅: 真鍮や銅でできたノズルで、先端にルビーがセットされています。 多くの人がノズルは消耗しないと信じていますが、これは完全に正しいわけではありません。 確かに、ルビー チップの硬度が高いため、ルビー チップは摩耗せず、製品の全寿命にわたって高い印刷品質を維持します。 ノズル、真鍮または銅製の本体は摩耗します。 負荷のないフィラメントの場合、このタイプのノズルの耐久性は非常に高く、多くの場合、プリンターの耐久性よりも高くなる可能性がありますが、研磨フィラメントを使用すると、真鍮または銅の本体の内部摩耗が起こります。ルビーをノズルから分離させます最高品質の研磨材を印刷するための理想的なノズルです。ただし、この使用により耐用年数が制限されることを条件とします。 また、研磨材を使用せず、耐久性が高く、保存期間を通じて最高の品質を維持するノズルを求めるユーザーにとっても理想的なノズルです。 .

画像 6:Olson Ruby のノズル。ソース:olssonruby.com
加熱ブロック:
これは、ノズルとヒート ブレークのホット ゾーンに熱を伝達する役割を担う要素です。 主に常温と高温の 2 種類があります。 標準的な加熱ブロックは、一般的にアルミニウム製です。それらは最も経済的ですが、300 oC までの温度にしか耐えられません。高温用のものはニッケルメッキされた銅でできており、500 oC までの温度に耐えることができます。
V6 システムなどの一部には、オプションとしてシリコン ケースまたはソックスがあります。 放射熱からピースを保護するのに役立ちます。 PLA などの素材で特に重要なこと .
温度プローブ:
It is the element responsible for measuring the temperature of the heating block. There are multiple different types, with different form factors and parameters. It is perhaps one of the most difficult elements to exchange, since in addition to having different form factors, it may be necessary to modify the printer firmware or even add additional electronic components. The most common types are three:
- Thermistor: It's the most common. It has high accuracy at low temperatures and its price is very economical. As a disadvantage, it is not suitable for temperatures above 285 ºC.
- Thermocouple: They allow to measure very high temperatures accurately, however, when calibrated for a specific range, they cannot measure high and low temperatures with high precision at the same time. Although they are usually inexpensive, they require additional electronics to convert the signal. One of their main drawbacks is that they are sensitive to electromagnetic noise, so their cables must be shielded and kept away from power supplies or coils.
- PT100 probe: They have almost completely replaced the use of thermocouples. They allow to measure temperatures up to 500 ºC with precision, combining the advantages of thermistors and thermocouples. In return, its price is the highest and require additional electronics .
Image 7:PT100 probe. Source:e3d-online.com
Heating Cartridge:
It basically consists of a resistance that, when a current passes through it, transmits heat to the heating block. The most common ones have a power of 30 W or 40 W. With exceptions, their dimensions are generally universal. They are available in 12V and 24V versions, it is essential to use the voltage appropriate to the printer board.
Heatbreak:
One of the most important elements of the hotend. Its function is to separate the hot zone and the cold zone from the hotend and its quality is decisive in avoiding possible traffic jams. It is the component that will determine whether a hotend is All-Metal type or not, depending on whether its interior is Teflon coated or not. It is manufactured with low coefficient thermal transmission materials such as stainless steel to increase the thermal breakage effect. The highest quality ones are produced in titanium or with bimetallic combinations like Slice Engineering .

Image 8:Bimetallic Heatbreak by Slice Mosquito. Source:sliceengineering.com
Heatsink:
Its function is to cool the cold zone of the hotend, and prevent the filament from rebladgeating before reaching the melting zone. It is very important that their quality and performance are very high, especially when using high temperatures or polymers with low softening temperature such as PLA. In the case of using direct extruders, another important function is to prevent heat from being transmitted to this, except for exceptions from compact extruders such as the E3D Aero and Hemera, in which the extruder body itself acts as a heatsink.

Image 8:Dissipator for Slice Copperhead. Source:sliceengineering.com
How to choose the right Hotend
As we discussed at the beginning, there is no ideal hotend capable of working at maximum performance in all cases. For each situation, there is an optimal model or combination. Although standard hotends generally perform well on occasional prints with basic materials, when more demanding situations occur it may be necessary to replace the hotend or certain components of it. Among these special situations are these six most common:
- Printing with non-abrasive materials requiring high temperature
- Printing with abrasive materials requiring high temperature
- Printing with abrasive materials
- Medical and food applications
- Large format 3D prints
- High-speed prints
Printing with non-abrasive materials requiring high temperature
Although in general the most common materials have printing temperatures below 280 oC, there are some engineering filaments whose printing temperature may be slightly above as is the case of polycarbonate or even well above as PEKK. In these cases it is essential to select a hotend whose components are capable of withstanding high temperatures. For this purpose, both the heating block and the nozzle are made of nickel-plated copper. In addition, they must be accompanied by an All-Metal heatbreak with the lowest possible coefficient of thermal transmission, such as those made of titanium or bimetallic compounds .
Due to the limitation of the thermistors, it will be essential that the hotend performs the temperature measurement through a thermocouple or a PT100 probe .
In the case of using a direct extruder, the heatsink must be of high quality and be refrigerated as best as possible .
Among the options available, probably the best for this type of application are the Mosquito and Copperhead hotends from Slice Engineering.
<強い> 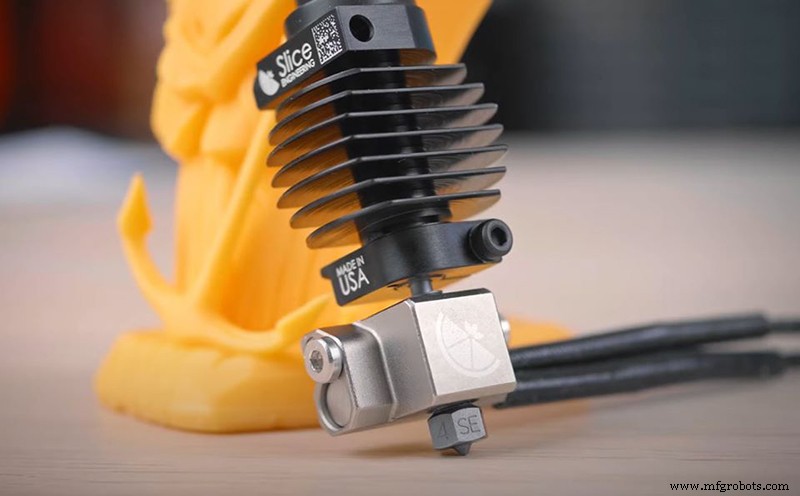
Image 9:Slice Copperhead. Source:sliceengineering.com
Printing with abrasive materials requiring high temperature
Probably one of the most demanding cases. The choice would be the same as in the previous case, except that it would be necessary to replace the nickel-plated copper nozzle with one suitable for abrasive materials such as the Hardened Steel Nozzle or the E3D Nozzle X in sizes of 0.6 mm. Both compatible with Slice Engineering hotends.
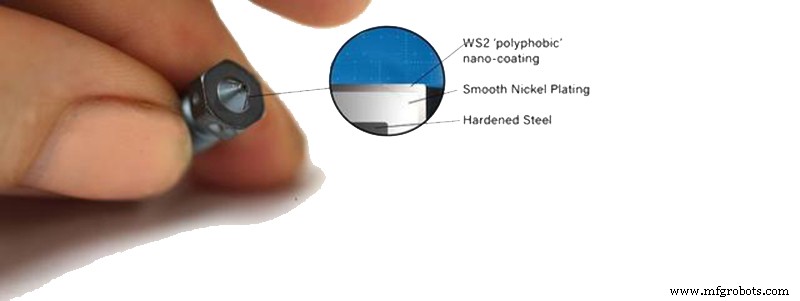
Image 10:Nozzle X. Source:e3d-online.com
Printing with abrasive materials
When using abrasive materials, but not required to reach temperatures above 285 oC, it is also advisable, as in the previouscase, to use an abrasion resistant nozzle and an All-Metal heatbreak. Although a Teflon heatbreak would also work properly, wear would be high, and ptfE tube needed to be replaced frequently. Within the metallic heatbreaks,titanium heatbreaks have greater durability in the face of abrasive materials due to their high hardness. However, in this case an aluminum heating block would be more than enough .
Medical and food applications
In the case of printing parts with biocompatible materials or for food use, the essential thing is to avoid contamination with metal residues that may cause toxicity. It is best that all components in contact with the filament are made of stainless steel or titanium. That's why an E3D V6 hotend with titanium heatbreak and stainless steel nozzle would be the perfect combination.

Image 11:Stainless steel nozzle. Source:e3d-online.com
Large format 3D prints
When printing parts with large volumes, the print time may be primed before the resolution. In these cases it may be useful to use nozzles with large diameters, greater than 1 mm. This involves using hotends capable of melting large filament flows at a reasonable rate. In these situations the V6 Volcano or Supervolcano system are one of the best options.

Image 12:V6 Supervolcano. Source:e3d-online.com
High-speed prints
As in the previous case, the limit is determined by the speed at which our hotend is able to melt the filament. Although in this case both the V6 Volcano and V6 Supervolcano system would be suitable, the optimal option is the use of Solex nozzles with "Core Heating Technology" technology capable of reaching flow rates of up to 30 mm3/s and compatible with both E3D and Slice Engineering hotends.

Image 13:Nozles 3DSolex. Source:3dsolex.com
In many cases, our needs are not limited to only one of these cases, so it will be necessary to seek a compromise that allows adequate performance in several situations.
However, it is ideal to have a highly modular system such as the E3D V6 or the new Copperhead from Slice Enginnering. Thanks to these two systems it is possible to reconvert our hotend to provide maximum performance in each situation .
3Dプリント