


木工用超硬スパイラルルータービットの一般的なタイプ

木工用超硬スパイラルルータービットの一般的なタイプ
高速切断は木材加工の最も効率的な方法であり、家具製造の業界で広く使用されています。高速切削とは、実際には切削速度を上げることで加工時間を短縮し、表面品質を向上させることです。適切な機械設備に加えて、高速切断には特別な工具も必要です。現在、切削工具には3つの主要なカテゴリがあります。 高速切削用:超硬スパイラルエンドミルビット、クリップタイプフライスカッター、 多結晶ダイヤモンド(PCD)ルータービット 。

この記事では、主に超硬スパイラルルータービットによる木工に焦点を当て、フライスカッターの選択について簡単に紹介します。

ストレートルータービットとスパイラルルータービットの比較
ストレートルータービット中 なぜなら、刃先全体が同時にワークに食い込み、ワークから離れ、刃先とワークの接触面が一般的に大きいからです。そのため、繰り返し切断すると摩擦抵抗が大きくなり、ブレードが摩耗しやすくなり、ワークの表面品質が低下します。そのため、より柔らかい材料の切断にはストレートフライスが適しています。

スパイラルミリングビットの切削品質は、ストレートビットよりも優れています。スパイラルブレードの設計により、工具の回転に伴って刃先にかかる力の位置が変化し、ワークとの接触による抵抗を低減します。したがって、スパイラルルータービットは、ストレートルータービットと比較して、より硬い素材とより高い送り速度に適しています。また、スパイラルフライスはストレートフライスよりも使用寿命が長くなります。

しかし、積層木板の切断では、現在、3枚刃のTCTストレートビット(一般的な使用モデルとチップブレーカーモデル)は完璧な性能を持ち、広く使用されています。
アップカットおよびダウンカットスパイラルルータービットの特性
アップカットルータービット 右スパイラルブレードと溝のあるルータービットを参照してください。このタイプの工具を使用すると、切断プロセス中に木材チップがらせん状の溝に沿って上向きに除去されます。これは、チップを除去するのが難しい場合に特に便利です。ただし、アップカットされたルータービットは、処理状況によってはワークピースを引き上げます。この場合、ワークの固定具を変更するか、型締力を上げるか、段階的に切削を完了する必要があります。

アップカットビットは、垂直下向きの切断または穴あけを直接実行できます。ただし、直接垂直に切断することは一般的に推奨されていません。切削深さと力が徐々に大きくなるため、通常は斜め送り方式を採用しており、縦送りよりも工具や主軸への影響が少なく、カッターのダメージを大幅に低減できます。

ルータービットのダウンカット 左スパイラルブレードと溝のあるビットを参照してください。木片はワークピースの底から取り除かれます。ダウンカットビットの切削方法は、切削中にワークを固定するのに役立ちます。ルータービットをダウンカットすると、ワークピースの上部が滑らかになりますが、下部は粗くなります。チップが詰まることがあるので、ダウンカットビットを使用する前にワークピースをカットすることをお勧めします。このツールは、垂直下向きの送り方法には適していません。これにより、破損や切りくずの詰まりなどの問題が発生しやすくなります。

スパイラルルータービットの加工方法の選択
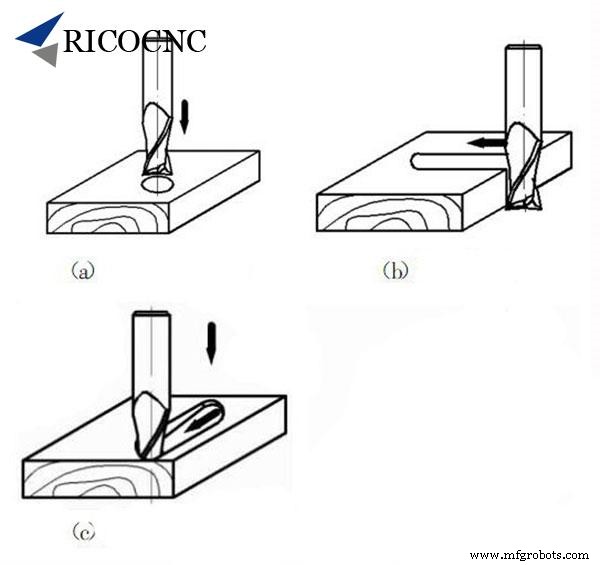
ワークピースに直接垂直に切り込むと、ブレードが損傷しやすくなります。これはお勧めできません。写真1(a)を参照してください
端からの切断は2段階の切断方法です。ダウンカット時にルータビットがワークに接触せず、水平方向に移動します。直接垂直切断を回避できます。写真1(b)を参照してください。ルータービットは、理想的な深さに達するまで、同時にワークピースに垂直方向と水平方向にカットされます。フライス盤力が徐々に増加するため、工具とスピンドルへの影響は直接垂直切削よりも小さく、ブレードへの損傷を大幅に減らすことができます。写真1(c)を参照してください。
RicoCNC 優れたCNCおよび木工工具のワンストップショップです。 、必要に応じて、お問い合わせください。

産業技術