


エンド ミルの種類:加工に適した工具の選択
軸方向にしか動かないドリルビットとは異なり、エンドミルは横方向の切削も行うように設計されているため、汎用性があります。エンド ミルを使用して、すべての方向にスロット、プランジ、ドリル、トレース、リームを作成できます。 CNC 用途にエンド ミルの種類を選択する場合、少なくとも 3 つの要因が決定に影響します。目的の形状、被削材の材質、および表面仕上げです。ただし、より多くの変数が関係しています。
以下に、さまざまなエンド ミル タイプと、加工要件に最適なタイプを選択する際の考慮事項について詳しく説明します。
エンドミルの選び方
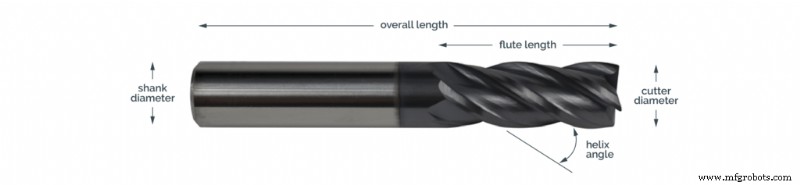
以下は、エンド ミルの基本的な形状と、この説明でより頻繁に使用するさまざまなセクションの名前です。
 多くの場合、タイプ、フルートの数、およびコーティングに基づいてエンドミルを選択するよう求められます。これらのオプションは、機械加工オペレーションの成功に重要な役割を果たします。
多くの場合、タイプ、フルートの数、およびコーティングに基づいてエンドミルを選択するよう求められます。これらのオプションは、機械加工オペレーションの成功に重要な役割を果たします。
さまざまなエンド ミル タイプとその用途を理解する
| タイプ | 身分証明書 | アプリケーション |
| スクエアエンドミル | フラット エンド ミルとも呼ばれます。コーナーに鋭いエッジがあり、90° の角度を生成して平底の溝を生成します | 倣い加工、溝加工、側面および正面フライス加工、プランジ加工など、一般的なフライス加工用途向けの汎用ツール |
| ウェルドンエンドミル | シャンクに平らな部分があり、機械加工中の滑りを防ぎます | チタンなどの超硬金属の加工中に簡単に引き抜くことができます |
| ボールエンドミル | 工具直径の半分に等しい半径を生成 | モールドまたはダイの多次元輪郭 |
| ラジアスエンドミル | ブルノーズエンドミルとも呼ばれます。切削力を均等に分散するために、コーナーがわずかに丸みを帯びたスクエアノーズを備えています | 金型フライス加工など、指定した半径の切削用 |
| 仕上げエンドミル | 滑らかな表面仕上げを作成するための多数のフルート数と組み合わされた 1 つの正方形の端 | 高い切りくず排出と滑らかな仕上げの両方が要求される側面フライス加工 |
| ドリル エンド ミル | 2 つまたは 4 つの切れ刃を持つ工具の端にある 60 度または 90 度の点 | スポッティング、穴あけ、フライス加工、皿穴加工 |
| ラフィングエンドミル | フルートの多数の歯で一度に大きな表面積を除去 | 表面仕上げを犠牲にして、1 回のパスで大きな領域の材料を除去する |
| 丸めエンドミル | 90° のプロファイルと丸みを帯びたコーナーを組み合わせて、破損することなく鋭いエッジを取り除きます | 工作物の鋭利な外縁の丸み付け用 |
| アンダーカット エンド ミル | ロリポップのように見える、長いシャンクの上にカーブしたエッジがあるボール エンド | 多軸加工アプリケーションでアンダーカットを作成するには |
スティックアウトを測定
「突き出し」という用語は、エンドミルの全長を表します。特定のタイプのエンド ミルは、さまざまな長さで入手できます。必要な切削深さによって、理想的な突き出しが決まります。突出しが短すぎると、操作中にスピンドル マンドレルがワークピースと衝突する可能性があります。突出しが大きいと、シャンクが切削力とは反対の方向に移動し、工具のたわみにつながる可能性があります。理想的には、切削深さは常に溝の長さよりも小さくする必要があり、これはエンド ミルを選択する際の指標として使用する必要があります。
フルートの理想的な数を選択してください
フルートは、チップ除去に使用されるシャンクの下にある深い螺旋状の切れ刃です。エンドミルのフルート数は、切りくず除去率、ワークピースの表面仕上げ、および加工中に必要な送り速度に影響を与えます。高い切りくず排出量を維持することが重要な場合、またはアルミニウムなどの軟質金属をトリミングする場合は、フルートの数を少なく (2 つまたは 3 つ) 選択すると、最良の結果が得られます。一方、より多くのフルートは、手順全体で高い送り速度を犠牲にして、高品質の表面仕上げを保証します.
素材を選択
通常、切断作業中に発生する過剰な熱を処理できるように、切断材料は被削材よりも硬くする必要があります。この点で、エンド ミルには、高速度炭素鋼 (HSS) とタングステン カーバイドの 2 つの異なる材料があります。 2 つの素材の簡単な比較は次のとおりです。
| HSS | タングステンカーバイド | |
| 価格 | 安い | 高い |
| おすすめ | 間欠切削用途 | 連続切断用途 |
| 切断速度 | 低い | 高い |
| 構成 | 鋼 (金属) | タングステン、カーボン、コバルト (セラミック金属) |
| 高温での耐摩耗性 | 低い | 高い |
| 仕上げ | 仕上がりが悪い | 高品質の仕上げ |
耐摩耗性、高い切削速度、および高品質の表面仕上げ能力により、超硬工具は HSS 工具よりも非常に人気があります。エンド ミルをさらに TiAlN (窒化チタン アルミニウム) でコーティングすると、切削速度が最大 25% 向上します。
正しいヘリカル方向の選択
ねじれ方向によって2種類のエンドミルがあります。アップカットとダウンカット。アップカット エンド ミルは切りくずを押し上げますが、上端はほつれます。ダウンカット エンド ミルの場合は、逆のことが起こります。そのため、上部と下部の両方を滑らかに仕上げたい場合は、圧縮カッターを選択してください。これは、合板、複合材、またはラミネートを切断するために両端がきれいなエッジになるように設計されているためです.
厳しい CNC 要件を簡単に満たすローカル パートナー
インダストリアル メタル サービスは、20 年以上にわたり、サンフランシスコ ベイ エリアおよびその先に金属サービスを提供してきました。チタン、銅、鉄などの新旧の金属を供給し、製造工程で発生するスクラップを蛍光X線技術を用いて品質や成分を検証し、再利用しています。さらに、壊れたまたは摩耗した CNC 機械加工ツールを喜んでリサイクルし、公正な市場価値を提供します。
また、最先端の金属鋸引き装置を使用して、お客様が必要とする加工寸法に合わせて金属を精密に切断することも専門としています。当社の MetlSaw NF12-T12 は、厚さ 12 インチのアルミニウム板を長さ 12 フィート、幅 12 フィートまで切断できます。また、パルス切断技術を備えたアマダ PCSAW 530 X バンドソーは、タフなチタン合金を迅速かつ正確に切断できます。
産業技術