


22種類の旋盤操作[完全ガイド]
この記事では、旋盤で実行されるさまざまなタイプの旋盤操作について学習します。
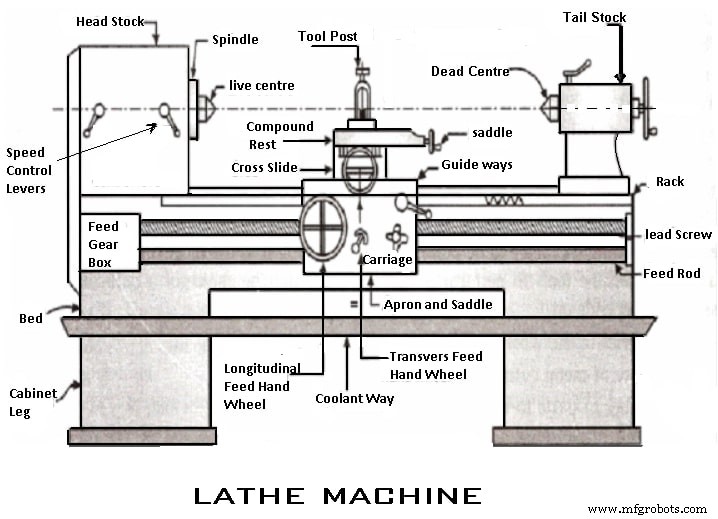
旋盤の操作
旋盤は、ワークピースを軸を中心に回転させて、旋削、フェーシング、テーパー旋削、ローレット加工、溝入れ、パーティングオフ、ねじ切り、リーマ加工などのさまざまな操作を実行する機械です。
次のように、すべての旋盤の操作について1つずつ説明しましょう。
旋盤でさまざまな旋盤機械操作を実行するには、次のいずれかの方法でワークピースをサポートおよび駆動できます。
- キャリアとキャッチプレートによって駆動されるセンターとツールの間に保持されるワークピース。
- センター間で支えられ、キャリアとキャッチプレートによって駆動されるマンドレルに保持されたワークピース。
- もう一方の端が心押し台の中央で支えられた状態で、チャックによって保持および駆動されます。
- チャック、フェースプレート、またはアングルプレートによって保持および駆動されます。
上記の作品の持ち方は、2つの見出しに分類できます。
- センター間で開催されるワークピース。
- チャックまたはその他の固定具で保持されているワークピース。
旋盤の操作の種類
旋盤の操作 は3つの主要なカテゴリに分類され、次のとおりです。
以下は旋盤の操作です センター間またはチャックによってワークピースを保持することによって行われます:
- 回転操作
- プレーンまたはストレートターニング
- 大まかな方向転換
- 肩の回転
- テーパーターニング
- エキセントリックターニング
- 対面操作
- 面取り操作
- ローレット操作
- ねじ切り操作
- ファイリング操作
- 研磨操作
- 溝入れ作業
- 回転操作
- 春の曲がりくねり
- フォーミング
旋盤の操作 チャックまたはフェースプレートまたはアングルプレートでワークを保持することによって実行されるものは次のとおりです。
- 掘削
- リーマ
- 退屈
- ざぐり
- テーパーボーリング
- タッピング
- アンダーカット
- めねじ切断
- 別れ
によって実行される操作 特別な添付ファイルの使用は次のとおりです。
- 粉砕
- フライス盤
旋盤についても読む:
- 旋盤:部品、種類、付属品、付属品
- [画像]付きの7種類の旋盤チャック
- 旋盤での切削速度、送り、切削深さ、加工時間
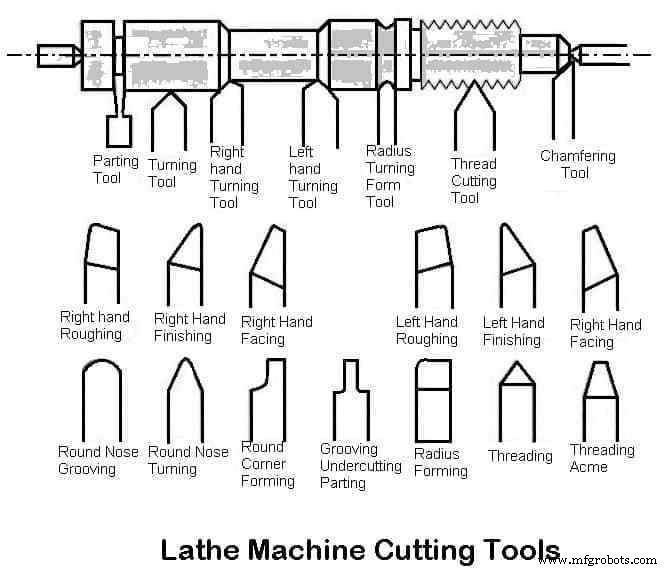
- 14種類の旋盤切削工具
1。センター間でワークピースを保持することによって行われる操作
回転:
これは、すべての旋盤の操作で最も一般的なタイプの操作です。旋削とは、ワークピースから余分な材料を取り除き、目的の長さの円筒面を作成する操作です。
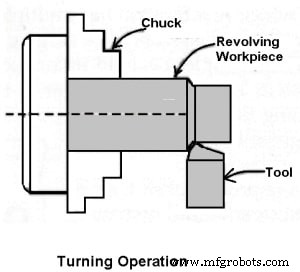
センターまたはチャックの間に保持され、必要な速度で回転するジョブ。工具は縦方向に移動し、適切な切込み深さで主軸台に向かって送りを与えます。表面仕上げはとても良いです。
1。ストレートターニング:
ワークをチャックに保持し、軸を中心に回転させ、旋盤軸と平行に工具を送ります。真っ直ぐに旋削すると、ワークピースから余分な金属を取り除くことで円筒面が生成されます。
2。大まかな方向転換:
これは、高速送りと深い切込みを適用することにより、ワークピースから余分な材料を最小限の時間で除去するプロセスです。大まかな旋削では、平均切削深さ2mmから4mmを与えることができ、送りはワークの1回転あたり0.3から1.5mmです。
3。肩を回す:
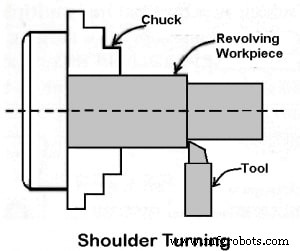
ワークの直径が異なり、旋削する場合、ある直径から別の直径への表面形成ステップを肩と呼び、ワークのこの部分を加工することを肩旋と呼びます。
エキセントリックターニング:
最初の軸を持つ2つの別々の回転軸が他の軸にオフセットされている円筒面の場合、そのようなワークピースは偏心旋削と呼ばれる操作によって加工されます。ここでは、3セットの中央の穴が開けられています。
これらの3つの中心でワークピースを保持することにより、各表面の加工操作を完了することができます。
テーパーターニング:
- 「テーパー」とは、ワークピースの直径が均一に増減し、その長さとともに測定されることです。
- テーパー旋削とは、円筒形のワークピースから直径を徐々に小さくすることで円錐形を作り出すことを意味します。
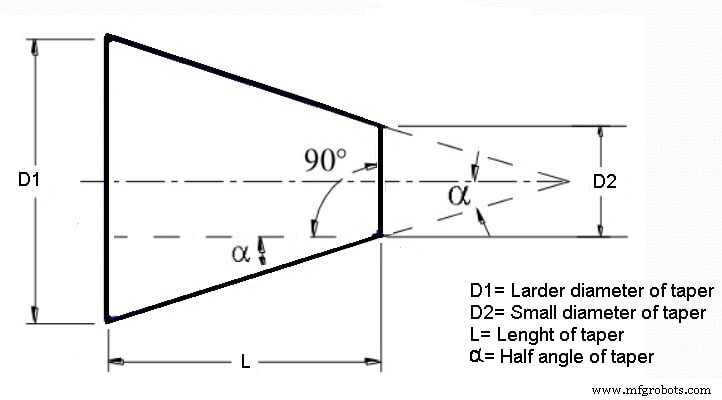
ワークピースのテーパーの量は、通常、テーパーの直径と長さの差に基づいて指定されます。コーンと呼ばれ、Kの文字で示されます。
ワークピースにテーパーを付けるための式K=D-d/1があります。
- D=テーパーの直径が大きい。
- d=テーパーの直径が小さい。
旋盤の場合、特定のワークピースのテーパーは、ジョブを調整し、ツールを角度を付けて送り、ワークピースの直径を徐々に増減させることによって得られます。
- テーパーの2つの重要なタイプは、
- です。
- ここでの「よりテーパー」は、角度が非常に小さく、1.4°から1.5°まで変化します。
- 「メートル法テーパー」は、標準テーパー角度の7つの標準サイズで利用できます。
- テーパー回転の方法、
- フォームツールメソッド
- 複合フィード方式
- 複合レスト法または旋回複合レスト法
- テールストックセットオーバーメソッド
- テーパーターニングアタッチメント方式
1。フォームツールの方法
ここで得られるテーパーの長さは、フォームツールの幅と同じです。テーパーの必要なサイズを取得するには、旋盤軸に垂直なクロススライドを操作することにより、フォームツールをゆっくりとまっすぐにワークピースに送り込みます。
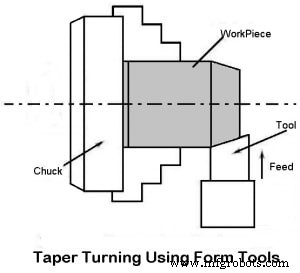
これは、テーパー回転の最も簡単な方法です。ワークの側面を面取りするなど、テーパー長を短くする場合に限ります。この方法はより速い速度で行われます。
2。複合フィード方式
複合送りは、ワークを動かしながら、工具を縦方向と横方向に同時に動かすことで行われます。

得ようとしているテーパーは、縦方向と横方向の送りの大きさに等しくなります。両方向の送り速度を変更すると、方向とテーパー角度が変わる可能性があります。
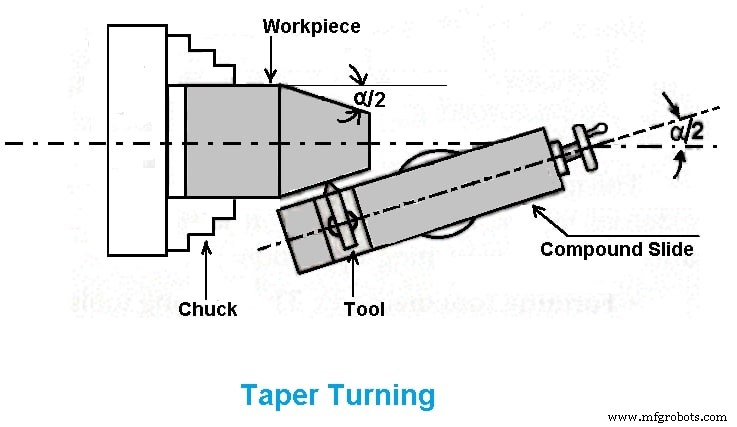
3。複合レストスイベル法
ここで、ワークピースが回転し、回転したコンパウンドレストによって切削工具が斜めに送られます。複合レストのベースは度で段階的に変化します。
テーパー角度は、回転する複合レストが式tanα=D-d / 21を使用して計算される角度です。ここで、D =大きい直径、d =小さい直径、l=ワークピースの長さです。
複合レストは、必要な角度αまで回転させることができます。複合レストが
4。テーパーターニングアタッチメント方式
- この方法は、複合レスト方法に似ています。
- ここでは、ジョブまたはワークピースが回転し、工具がテーパー角度αで送り込まれます。
- この場合、ガイドブロックが段階的に変化する配置では、このブロックを使用して、旋盤軸に対してテーパー角度が必要になる場合があります。
- テーパー角度は、
Compound<と同様に計算されます。 / g> 次の式を使用したRESTメソッド:tanα=D-d/21。
テーパーターニングアタッチメントの利点:
- 内部テーパーを正確に取得できます。
- 大きなサイズのテーパーを簡単に入手できます。
- アタッチメントを設定すると、テーパー回転操作をより高速に実行できます。
- テーパー角度を「ゼロ」に設定することで、プレーンターニングを実行できます。
テーパーターニングアタッチメントのデメリット:
- 追加の取り付け設備が必要です。
- アタッチメントの取り付けと取り外しには時間がかかります。
- アタッチメントには大きな力が必要です。
テールストックセットオーバーメソッド:
ここでは、ジョブのワークピースが必要なテーパー角度で傾斜しています。工具は軸に平行に送られます。
必要なテーパー角度へのワークピースまたはジョブの傾斜は、ねじの上にセットされた心押し台の助けを借りて心押し台を動かすことによって達成されます。この方法は、小さなテーパーに役立ちます。
向き :
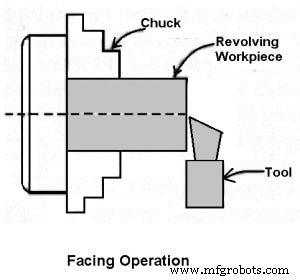
旋盤軸に垂線を送り、ワークの長さを短くする操作です。ワークピースの端の平らな面を減らすこの操作。この操作には、通常の旋削工具またはフェーシング工具を使用できます。工具の刃先は、ワークの中心と同じ高さに設定する必要があります。
- フェーシングは2つの操作で構成されます
- 荒削り:ここでは切り込みの深さは1.3mmです
- 仕上げ:ここでは、切り込みの深さは0.2〜0.1mmです。
面取り操作:
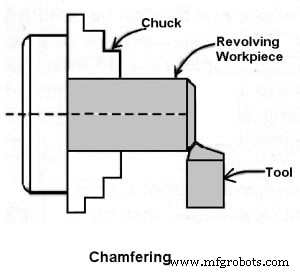
これは、円筒形のワークピースのエッジで面取りされた表面を取得する操作です。この操作は、ボルト端とシャフト端の場合に行われます。面取りは、鋭いエッジへの損傷を回避し、他の操作中に怪我をする操作を保護するのに役立ちます。ボルトの面取りは、ナットを簡単にねじ込むのに役立ちます。
ローレット操作:
これは、把持目的でワークピースにダイヤモンド形状を取得する操作です。これは、手で操作したときのグリップ面を改善するために行われます。それはローレットツールを使用して行われます。ツールは焼入れ鋼ローラーのセットで構成されており、ツールポストにしっかりと固定されています。
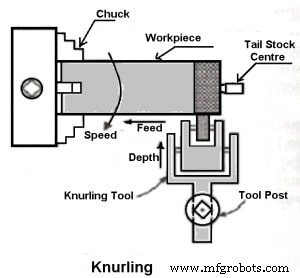
ローレット加工は、旋盤で利用可能な最低速度で行われます。それはハンドルで、そしてゲージの端の場合にも行われます。送りは1回転あたり1〜2mmです。完全な印象を与えるには、2、3回のカットが必要な場合があります。
ねじ切り:
連続した「ねじれ溝」または「ねじ山」を取得することは、旋盤での重要な操作です。
ワークの外面にねじ山やらせん状の溝ができる場合をおねじ切りといいます。ワークの内面にねじ山やらせん状の溝ができる場合をめねじ切削といいます。ワークピースは、旋盤の2つの中心、つまり生点と死点の間で回転しています。
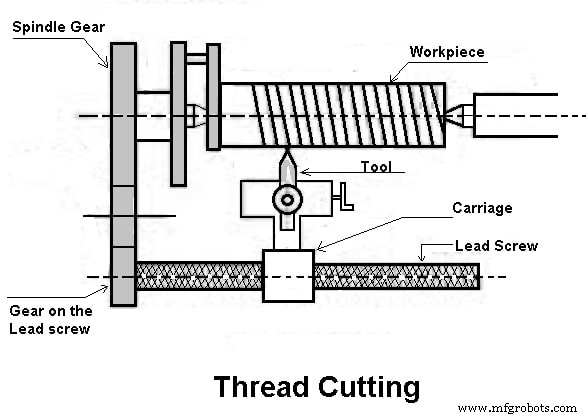
ここでは、ツールを縦方向に動かして、必要なタイプのスレッドを取得します。ツールを右から左に動かすと、左側のスレッドが表示されます。同様に、ツールを左から右に移動すると、右側のスレッドが表示されます。
ここでは、キャリッジの動きは親ねじによって提供されます。一対のチェンジギアが親ねじを駆動し、ハンドルを回転させることで切り込みの深さを制御できます。
記入:
旋削後の仕上げ作業です。これは旋盤で行われ、ワークピースのバリ、鋭い角、フィードマークを取り除き、ごく少量の金属を取り除くことでワークピースをサイズに合わせます。
この操作は、高速で回転するワークピース上にフラットなシングルカットファイルを渡すことで構成されます。速度は通常、回転の2倍です。
研磨:
この操作は、ワークピースの表面品質を向上させるために、ファイリング後に実行されます。ファイリング後にエメリークロスを次々と細かく研磨すると、非常に滑らかで明るい表面になります。旋盤は毎分1500〜1800mの高速で走行し、エメリークロスにはオイルが使用されています。
溝入れ:
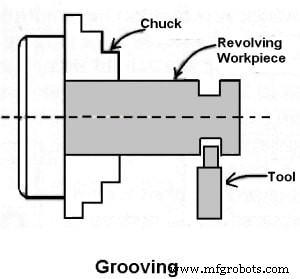
これは、非常に狭い表面でワークピースの直径を小さくするプロセスです。それは溝ツールによって行われます。溝入れ工具は、パーティングオフ工具に似ています。多くの場合、スレッドの終わりまたは肩に隣接して、わずかなマージンを残すために行われます。
スピニング:
これは、ジョブを高速で回転させ、主軸台のスピンドルに押し付けることによって、薄い金属シートを形成するプロセスです。心押し台側からもサポートが提供されます。
春のワインディング:
ばね巻きは、チャック上または中心間で回転するマンドレルの周りにワイヤーを通すことにより、コイル状のばねを作成するプロセスです。棒鋼には小さな穴があり、刃物台で支えられており、ワイヤーを通すことができます。
フォーミング:
これは、凸面、凹面、または不規則な形状に回転するプロセスです。フォームの回転は、次の方法で実行できます。
- 成形ツールの使用。
- 横送りと縦送りの組み合わせ。
- テンプレートのトレースまたはコピー。
成形工具は、材料の多くを除去することは想定されておらず、主に成形面の仕上げに使用されます。一般的に、2種類の成形工具が直線と円形で使用されます。広い面にはストレートタイプ、狭い面にはサーキュラータイプを使用しています。
2。チャックによって仕事を保持することによって行われる操作
ワークをチャック、フェースプレート、またはアングルプレートで保持することによって実行される旋盤の操作は次のとおりです。
ドリル:
穴あけは、ワークピースに円筒形の穴を開ける操作です。これは、ドリルドリルと呼ばれるカッターの回転側である回転工具によって行われます。この操作では、ワークピースはチャックまたはフェースプレート内で回転し、ドリルは心押し台ドリルホルダーまたはドリルチャックに保持されます。
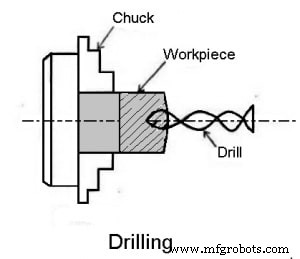
送りは心押し台のスピンドルの動きに影響されます。この方法は、規則的な形状のワークピースの穴あけに採用されています。
リーマ:
リーマ加工とは、すでにドリルまたは穴あけされた穴を仕上げてサイジングする操作です。使用される工具はリーマーと呼ばれ、マルチプレートの刃先があります。
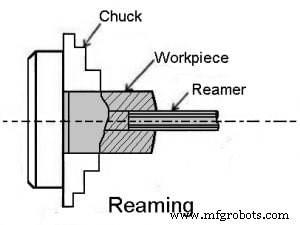
リーマーは、直接またはドリルチャックを介して心押し台のスピンドルに保持され、ワークが非常に低速で回転している間、静止した状態に保たれます。
退屈:
ボーリングとは、すでにドリル、パンチ、または鍛造された穴を拡大する操作です。穴を開けることはできません。ボーリングは外旋加工に似ており、旋盤で行うことができます。この操作では、ワークピースがチャックまたはフェースプレート内で回転し、刃物台に取り付けられた工具がワークに供給されます。
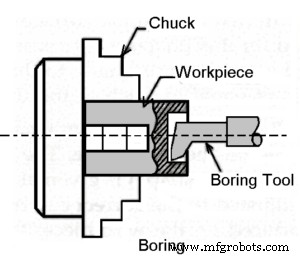
それは穴を拡大する一点切削工具を備えたボーリングバーで構成されています。また、穴の丸みを修正します。この方法は、退屈な小さな作品にのみ採用されています。このプロセスの速度は遅いです。
ザグリ:
ざぐりとは、穴の端を一定の距離だけ拡大する操作です。これは、外旋の肩の仕事に似ています。
操作はボーリングとプレーンボーリングツールに似ているか、ザグリを使用することができます。このツールは、ざぐりと呼ばれるものとして使用されます。速度は掘削よりわずかに遅いです。
テーパーボーリング:
テーパー穴の旋削の原理は、外部テーパー旋削加工と同様で、チャックまたはフェースプレート上でワークを回転させることで完了します。送り工具は、ワークの回転軸に対してある角度になっています。
ボーリングツールが刃物台に取り付けられ、複合スライドを希望の角度に回転させることにより、手差しで短いテーパー穴が加工されます。
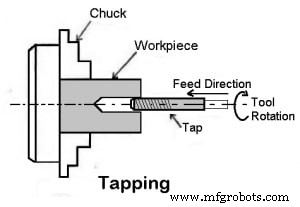
タッピング:
タッピングとは、タップと呼ばれる多点切削工具を使用して、小径のめねじを切削する操作です。旋盤では、ワークはチャックまたはフェースプレートに取り付けられ、非常に遅い速度で回転します。特別な固定具に保持されている必要なサイズのタップが心押し台スピンドルに取り付けられています。
アンダーカット:
アンダーカットは、穴の内側で実行する場合の溝入れ操作に似ています。これは、穴の端から一定の距離にある溝または大きな穴をボーリングするプロセスです。
これは退屈な操作に似ていますが、四角い鼻
3。特別なアタッチメントを使用して行われる旋盤操作
旋盤の操作は、特別なアタッチメントを使用して実行されます:
フライス盤:
フライス盤とは、複数の刃先を持つ回転カッターにワークを送り、金属を取り除く作業です。
キー溝や溝を切る場合は、特殊なアタッチメントでクロススライドに支えられ、チャックで保持された回転フライスに送り込まれます。切り込みの深さは、アタッチメントによって提供されるワークの垂直方向の調整によって与えられます。
切り込みの深さは、アタッチメントによって提供されるワークの垂直方向の調整によって与えられます。送り動作はキャリッジによって提供され、カッターの垂直方向の動作はアタッチメントに配置されます。
粉砕:
研削とは、砥石と呼ばれる回転する砥石にワークを送り込むことにより、微細な切りくずの形で金属を取り除く操作です。
クロススライドに取り付けられた特殊なアタッチメントを使用して、ワークピースの内面と外面の両方を研磨することができます。研削外面の場合、ワークはセンター間またはチャック上で回転する場合があります。内部研削の場合、ワークはチャックまたはフェースプレート上で回転する必要があります。
送りはキャリッジによって行われ、切り込みの深さはクロススライドによって提供されます。旋盤での研削は、作業の終了、カッターの研ぎ、硬化後のワークのサイジングを行います。
結論:
先に述べたように、旋盤は製造業で幅広い用途があります。旋盤での操作の実行は他の機械よりもはるかに簡単であり、この機械についての学習も同様に簡単です。
それだけです、読んでくれてありがとう。 「旋盤の操作」に関する記事が気に入った場合 」その後、お友達と共有してください。このトピックについて質問がある場合は、コメントで質問してください。
ニュースレターを購読して、電子メールで最新の更新を入手してください。
産業技術