


6 第 2 章:旋盤
ユニット 1:エンジン旋盤
目的
この単元を完了すると、次のことができるようになります:
• 旋盤の最も重要な部分とその機能を特定する
• 旋盤の安全規則を理解する。 • 機械加工用の切削工具のセットアップについて説明します。
• 旋盤でワークピースをマウントする方法について説明します。
• 切削工具の取り付け方法を説明してください。
• ツールの配置について説明します。
• ワークピースとテールストックのセンタリング方法を説明してください。
説明
旋盤は非常に用途が広く、操作方法を知る上で重要な機械です。このマシンは、個人が制御するツールに対して円筒形のオブジェクトを回転させます。旋盤はすべての工作機械の前身です。ワークを保持し、その軸を中心に回転させながら、切削工具を目的のカットの線に沿って前進させます。旋盤は、業界で使用される最も用途の広い工作機械の 1 つです。適切なアタッチメントを使用すると、旋削、テーパリング、成形旋削、ねじ切り、面取り、鈍化、中ぐり、スピニング、研削、研磨作業に使用できます。切削加工は、ワークの軸に対して平行または直角に切削工具を送り込みます。切削工具はまた、テーパーおよび角度を機械加工するために、ワークの軸に対してある角度で供給されてもよい。旋盤では心押台は回転しません。代わりに、ストックを保持するスピンドルが回転します。コレット、センター、3 爪チャック、およびその他のワーク保持アタッチメントは、すべてスピンドルに保持できます。心押し台は、穴あけ、ねじ切り、リーマ加工、またはテーパー切断用のツールを保持できます。さらに、センターを使用してワークピースの端をサポートし、さまざまなワークピースの長さに適応するように調整できます。
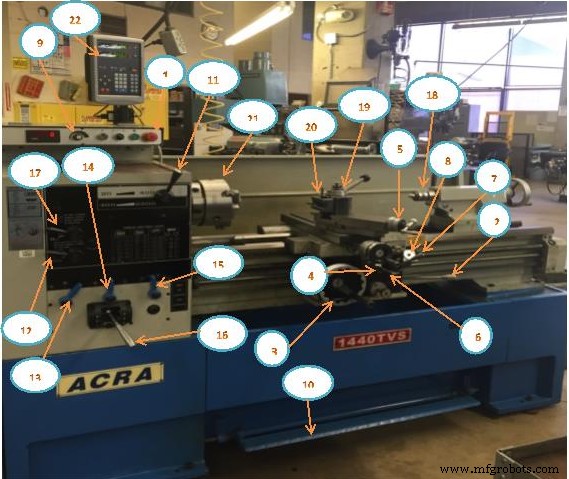
図 1. 旋盤の部品
1. 電源オン/オフ
2. スピンドル フォワード/リバース (ハンドルを上下にフリップ)
3. キャリッジ ハンドル 4. 横送りハンドル
5. 複合送りハンドル
6. キャリッジ/クロス フィード エンゲージ
7. ハーフナットのねじ込み
8.糸通しダイヤル
9. スピンドル速度
10.ブレーキ
11. スピンドルハイ/ローレンジ
12. 糸の逆送り(押し込み/引き抜き)
13. フィード範囲 (A、B、C)
14. フィード範囲 (R、S、T)
15. 送り範囲 (V、W、X、Y、Z) – V と Z はねじ切りの設定です
16.ギアボックス
17.ギアボックスロー/ハイ
18.テールストック
19. ツールポスト
20. ツールホルダー
21. スリー – ジョーチャック
22. DRO (デジタル読み取り) スレッド/フィード セレクター (項目 15 を参照)
旋盤の安全
いつものように、安全要件を認識し、安全規則を遵守して、自分自身や他の人への重大な怪我を防ぐように努める必要があります.
眼鏡、半袖、ネクタイなし、指輪なし、手で作業を止めようとしないこと。作業を確認する前に機械を停止してください。それがどのように機能するかわかりませんか? –「実行しないでください。」マシンの稼働中はぼろ布を使用しないでください。
1. チャックキーは、使用後すぐにチャックから抜いてください。チャックがまだチャック キーにある場合は、旋盤の電源を入れないでください。
2. バインディングやクリアランスの問題がない限り、チャックまたはフェースプレートを手で回します。
3. チャックまたはフェースプレートが旋盤のスピンドルにしっかりと固定されていることが重要です。
4. パーツの挿入または取り外しの際は、ツール ビットをチャック、コレット、またはフェース プレートから安全な距離に移動します。
5. ツール ポスト ホルダーを複合スライドの左側に配置します。これにより、コンパウンド スライドがスピンドルまたはチャック アタッチメントにぶつからないようになります。
6. チャック、フェイス プレート、およびセンターを取り付けたり取り外したりするときは、すべての合わせ面がきれいで、バリがないことを常に確認してください。
7. ツール ビットが鋭利で、逃げ角が正しいことを確認してください。
8. ツール ビットをツール ホルダーにできるだけ短く固定して、振動や破損を防ぎます。
9. 切削液を均等に塗布して維持します。これによりモーフィングが防止されます。
10. ねじ付きスピンドルを逆回転させないでください。
11. 特定の材料の推奨速度よりも速くマシンを実行しないでください。
12. チャックまたはフェースプレートがスピンドル ノーズで詰まっている場合は、インストラクターに連絡して取り除いてください。
13. 旋盤で回転しているワークにやすりがけをする場合は、チャックに滑り込まないように左手でやすりをかけます。
14. 測定を行う前に、必ず機械を停止してください。
15. 長い糸状の切りくずを取り除くときは、機械を停止してください。ペンチでそれらを取り外します。
16. 芯押し台が所定の位置にロックされていること、および作品が中心間で回転している場合は適切な調整が行われていることを確認してください。
17. 中心間を回転するときは、ピースを完全に切断しないでください。
18. マシンの稼働中はぼろ布を使用しないでください。
19. クリーニングの前に、ツール ポストとテール ストックからツールを取り外します。
20. 旋盤の清掃に圧縮空気を使用しないでください。
21. 旋盤を掃除するときは注意してください。切削工具は鋭く、切りくずは鋭く、工作物も鋭利かもしれません。
22. 作業場を離れる前に、マシンの電源がオフになっており、きれいになっていることを確認してください。使用後は必ずチャック レンチを取り外し、馬遊びを避け、床を清潔に保ちます。旋盤を掃除するときは注意してください。切削工具は鋭く、切りくずは鋭く、ワークピースは鋭利な場合があります。
旋盤を動かす際に重要ないくつかの質問があります:
• 適切な切断速度が重要なのはなぜですか?
設定が高すぎると、ツールがすぐに壊れてしまい、ツールの交換や再調整に時間がかかります。 CS が低すぎると、生産量が少なくなります。
知っている:
• 荒削りの切込み深さ。
• 仕上げの切込み深さ。
最大の荒削りカットは、機械加工される材料に応じて .010 から .030 の範囲であり、さまざまな材料の仕上げ送りでは .002 から .012 の範囲であることに注意してください。
• 荒削りの送り速度
• 仕上げ切削の送り速度
荒削りの送り速度は、機械加工される材料に応じて .005 から .020 の範囲であり、さまざまな材料の仕上げ送りの場合は .002 から .004 の範囲であることに注意してください。
切削工具の用語
旋盤での旋削、端面加工、突切り加工に使用できるさまざまな工具があります。各ツールは通常、母材としてカーバイドで構成されていますが、他の化合物を含むこともあります。このセクションでは、旋盤切削工具のさまざまな外観と用途について説明します。
| 図 A:半正方形の肩を作成するための標準的な旋削工具を示しています。刃先の後ろに十分な材料がある場合、この工具は荒加工にも使用できます。 | 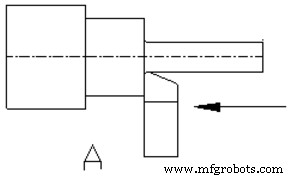 図A |
| 図 B:リード角のある標準的な旋削工具を示しています。この角度により、重い荒加工が可能になります。ツールを回転させて、セミスクエア ショルダーを作成することもできます。 | 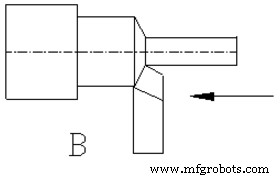 図B |
| Figure C:ノーズは半径が非常に大きく、軽いカットでも重いカットでもきれいに仕上げることができます。このツールは、コーナー R を形成するためにも使用できます。 | 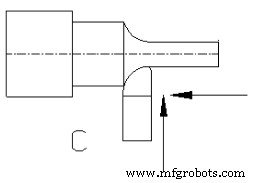 図C |
| 図 D:回転した標準旋削工具を示します。そのノーズが刃先をリードし、肩の外径と面に軽い仕上げカットを作成します。 | 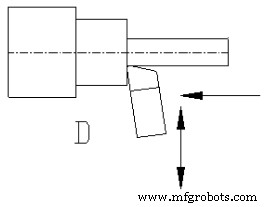 図D |
| 図 E:フォーム ツールを示します。さまざまな形状を工具に研磨することができ、それが部品に再現されます。 | 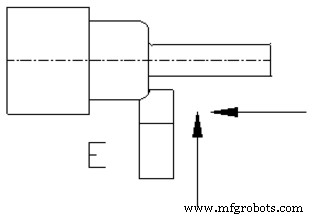 図E |
| 図 F:フェーシング ツールを示します。このカッターは、滑らかで平らな仕上げを提供するために、ワークピースの端に直面するために使用されます。ストックの中央に穴がある場合は、ハーフセンターを使用してワークピースを安定させてサポートしてください。 | 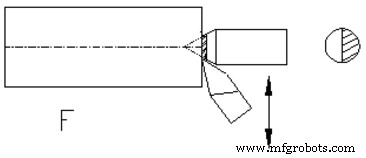 図F |
| 図 G:溝入れ工具またはアンダーカット工具を示しています。図のように、ワークピースに溝を切るために使用されます。適切なクリアランスがある場合、ツールは深くカットしたり、左または右にカットしたりできます。 | 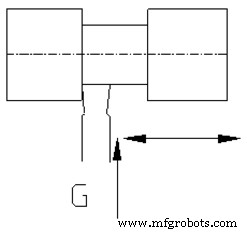 図G |
| 図 H:パーティング ツールを示します。パーティングツールは、ストックを特定の長さで切断します。このツールには、成形済みのブレードとホルダーが必要です。 | 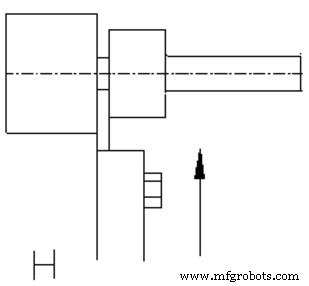 図H |
| 図 I:素材のねじ切りに使用する 60° ねじ切りツールを示しています。 | 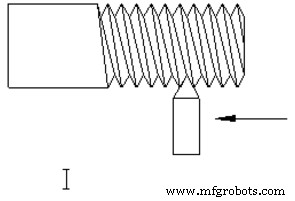 図I |
加工用の切削工具をセットアップするには
• ツールポストをコンパウンド レストの左側に移動します。
• ツールホルダーの止めネジがツールポストから約 1 インチ出るように、ツールホルダーをツールポストに取り付けます。
• 適切な切削工具を工具ホルダーに挿入し、工具を工具ホルダーから 0.500 インチ突き出します。
• カット ツール ポイントを中央の高さに設定します。直尺やテールストックで確認してください。
• ツールポストをしっかりと締めて、切断中に動かないようにします

図 2:ツールポストとツールホルダー
ワークピースを旋盤に取り付けるには
• ラインの中心が正しく動いていることを確認します。正常に動作していない場合は、センターを取り外し、すべての表面をきれいにして、センターを交換します。真偽をもう一度確認してください。
• 旋盤の中心点と工作物の中心穴をきれいにします。
• テールストック スピンドルがテールストックから約 3 インチ突き出るまで調整します。
• テールストック クランプ ナットまたはレバーを緩めます。
• ワークピースの端をチャックに置き、心押台をワークピースのもう一方の端を支えるまで上にスライドさせます。
• テールストック クランプ ナットまたはレベルを締めます。

図 3:旋盤のワーク
カッティング ツールのインストール
• ツール ホルダーは、旋盤切削工具を保持するために使用されます。
• 取り付けるには、ホルダーをきれいにしてボルトを締めます。
• 旋盤のツール ホルダーは、クイック リリース レバーを使用してツール ポストに取り付けられます。
• 刃物台は T ボルトで機械に取り付けられています。
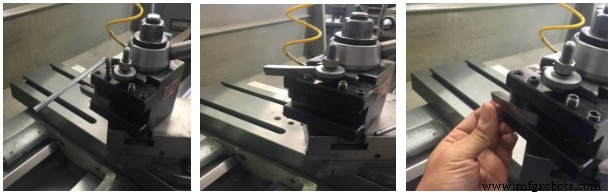
図 4:切削工具の取り付け
ツールの配置
切削工具の位置を変えるには、クロス スライドと旋盤サドルを手で動かします。給電も可能です。正確な手順はマシンによって異なります。コンパウンドは 3 番目の運動軸を提供し、その角度を変更して任意の角度でテーパーをカットできます。
1.コンパウンドをサドルに固定しているボルトを緩めます。
2.コンパウンドのベースにあるダイヤル インジケーターを使用して、コンパウンドを正しい角度に回転させます。
3.もう一度ボルトを締めてください。
4.カッターは、選択した角度に沿って手で送ることができます。化合物には電力供給がありません。
5.必要に応じて、両手を使って送りをスムーズにします。これで綺麗に仕上がります。
6.コンパウンドとクロス スライドの両方にマイクロメーター ダイヤルがありますが、サドルにはありません。
7.サドルの位置決めにさらに精度が必要な場合は、サドルに取り付けられたダイヤル インジケーターを使用します。ダイヤル インジケーターがストップを押します。
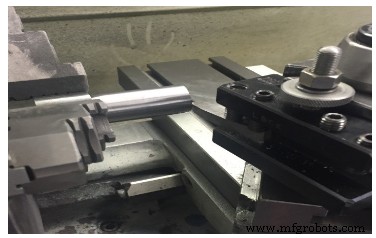
図 5:ツールの配置
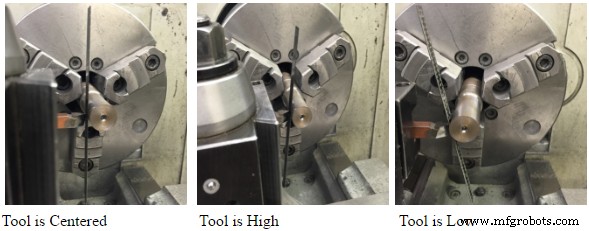
ワークピースのセンタリング
鉄則
1.ストックとツールの間にスチール定規を配置します。
2.罫線が垂直の場合、ツールは中央に配置されます。
3.ルールが前傾しているとき、ツールは高くなります。
4.ルールが後方に傾いているとき、ツールは低くなります。
テールストック センター
1.ツールを設定するときは心押台の中心を参照してください。
2.ツールの先端を心押し台の中心に合わせます。

単体テスト
1.旋盤の最も重要な部品を 10 個挙げてください。
2.旋盤の安全ガイドラインを 5 つ挙げてください。
3.切断速度が重要なのはなぜですか?
4.ツールホルダーとは?
5.ツールホルダーはどこに取り付けますか?
6.ツールホルダーで切削工具をどこまで伸ばしますか?
7.切削工具を 3 つ挙げてください。
8.ツールの位置を説明してください。
9.ワークピースのセンタリング方法を説明してください。
10.ワークピースをセンタリングする 2 つの方法は何ですか?
産業技術