


くるみ割り人形
背景
くるみ割り人形は、特定の樹種によって生産される、一般にナッツとして知られている、硬くて乾燥した果物の殻を壊すために使用される装置です。シェル内の食用材料はカーネルとして知られています。ピーカンナッツ、ヘーゼルナッツ、クルミなどの身近な食品を含む本物のナッツには、くるみ割り人形を必要とする殻があります。ナッツと大まかに呼ばれる他の食品には、ピーナッツ、アーモンド、カシューナッツなどのくるみ割り人形を必要としないものや、ブラジルナッツなどのくるみ割り人形を必要とするものが含まれます。くるみ割り人形は、アカザエビなどの他の硬い食べ物を壊すためにも使用されます。
現代のキッチンでは、ペンチに似たシンプルなツールから、慎重に制御された圧力に依存してカーネルに損傷を与えることなく開いたシェルを割るより複雑なデバイスまで、さまざまなくるみ割り人形が使用されています。すぐに手に入る殻付きナッツの時代におけるそれらの継続的な使用は、新鮮な殻付きナッツに対するグルメ料理人の傾向によって説明されます。また、多くの人が装飾的なくるみ割り人形を集めています。くるみ割り人形は、日常の使用よりも外観を重視して設計されています。これらの収集可能なくるみ割り人形は、多くの場合、人間や動物の形をしており、通常は木から彫られていますが、鋳鉄やその他の材料でできているものもあります。
歴史
人間は先史時代からナッツを食べており、常に殻を壊すという問題に直面してきました。初期のくるみ割り人形は、おそらくナットを砕いて開くために使用された岩であり、その結果、穀粒の破片が殻の破片と混ざり合っていました。この方法は、単純なツールが開発されたときに改善されました。初期のくるみ割り人形は、おそらく2つの木片または金属を蝶番で接続することによって作られていました。 2つの部品の間にナットを配置し、それらを一緒に絞ることによって、加えられる圧力を制御することが可能でした。このようにして、カーネルへのダメージを少なくしてシェルをクラックすることができます。
くるみ割り人形の進化の正確な詳細は歴史に失われていますが、18世紀の半ばまでに、装飾的な木製のくるみ割り人形がドイツの多くの地域で手作業で彫られました。ナッツビターとしても知られるこれらの装置は、通常、ユーモラスな人間の姿に似ていました。ナットはフィギュアの口に入れられました。一連のハンドルを使用して、フィギュアの顎をまとめ、ナットを割った。このタイプのくるみ割り人形は19世紀初頭にドイツで非常によく知られていたため、ドイツの作家ETAホフマンは1816年に彼のおとぎ話「くるみ割り人形とマウスキング」(「くるみ割り人形とねずみの王」)のヒーローになりました。ロシアの作曲家ピーターイリッチチャイコフスキー1891年にホフマンの物語をバレエに適応させ、くるみ割り人形 それ以来、聴衆に人気があり、くるみ割り人形を集めることへの関心が高まっています。
収集可能なくるみ割り人形で最も有名な世界の一部は、チェコ共和国の国境に近いドイツの山岳地帯であるエルゼブリゲです。 14世紀以来、生産性の高い鉱業地域であるエルゼブリゲは、重要な産業として木彫りも発展させました。 Erzebrigeでくるみ割り人形の彫刻の創設者はFriedrichWilhelmFuuchtnerでした。 1870年頃、フクトナーは旋盤を使用して、兵士や警察官などの単純な人物の形でくるみ割り人形を彫り始めました。これらのくるみ割り人形は、松、ブナ、ハンノキなどの木材から彫られ、明るい色で塗られました。 Fuüchtnerがくるみ割り人形を作ったSeiffenの村は、木製のくるみ割り人形とおもちゃで有名です。
原材料
多くの装飾的なくるみ割り人形は今でも木から手作業で作られていますが、日常的に使用されている最新のくるみ割り人形のほとんどは金属で作られています。珍しいデザインのくるみ割り人形の中には、金属と木、または金属と硬質プラスチックのさまざまな組み合わせで作られているものがあります。
くるみ割り人形を作るために使用される最も一般的な金属は、鋼と鋳鉄です。鋼は鉄と少量の炭素の合金です。鋳鉄は、鉄とやや大量の鉄の合金です。これらの材料の両方を製造するために使用される原材料は、鉄鉱石とコークスです。コークスは、空気がない状態で石炭を高温に加熱すると生成され、炭素が豊富な物質になります。
ステンレス鋼を形成するために、クロムとニッケルが鋼に添加されることがよくあります。それらはまた鋼鉄を塗るために使用されるかもしれません。印象的な贈り物として意図されたいくつかの鋼のくるみ割り人形は、銀または金でコーティングされています。
製造
プロセス
鋳鉄と鋼の製造
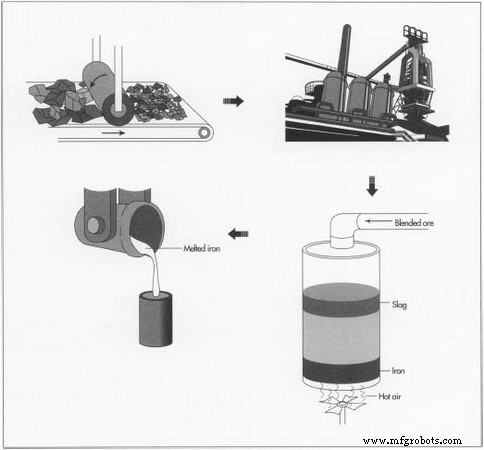
- 1露天掘りから鉄鉱石が掘り出されます。鉱石は、直径0.04インチ(1 mm)の粒子から、直径40インチ(1 m)の塊まで、さまざまなサイズの断片で得られます。大きなしこりは、つぶすことでサイズが小さくなります。次に、小さい部分をふるいに通してサイズで並べ替えます。小さな粒子は一緒に溶けて大きな断片になります。これは焼結と呼ばれるプロセスです。鋳鉄と鋼を作るには、鉱石の直径は0.3-1インチ(7-25 mm)でなければなりません。
- 2コンベヤーベルトは、鉄鉱石とコークスの混合物を高炉の上部に移動します。高炉は、耐熱レンガとグラファイトで裏打ちされた背の高い垂直鋼シャフトです。装入物として知られる鉄鉱石とコークスの混合物は、高炉を通って落下します。その間、1,650-2,460°F(900-1,350°C)の温度に加熱された空気が高炉に吹き込まれます。熱風がコークスを燃焼させ、一酸化炭素と熱を放出します。一酸化炭素は、鉱石に存在する酸化鉄と反応して、鉄と二酸化炭素を形成します。このプロセスの結果は、少なくとも90%の鉄、3〜5%の炭素、およびさまざまな不純物で構成される溶融銑鉄です。
- 3鋳鉄を作るために、溶けた銑鉄を冷やして固体にします。その後、金属くずと混合されます。金属くずは、目的の特性を備えた最終製品が得られるように選択されます。銑鉄と金属くずの混合物は、コンベヤーベルトによってキューポラの上部に移動します。キューポラは高炉に似ていますが、やや小さいです。銑鉄と金属くずは、空気が吹き込まれる熱いコークスのベッドに落ちます。このプロセスにより、不純物と一部の炭素が除去され、溶融鋳鉄が生成されます。この鋳鉄は、冷却時に金型に注入されてインゴットを形成します。
- 4鋼を作るには、銑鉄の炭素の大部分を除去する必要があります。鋼を作るために使用される最も一般的な方法は、基本的な酸素プロセスとして知られています。この手順では、耐熱レンガで裏打ちされた鋼製の容器を使用します。必要な特性を備えた鋼を製造するための適切なタイプの金属くずがコンテナにロードされます。通常、冷却せずに高炉から直接輸送される溶融銑鉄が金属くずに添加されます。純粋な酸素が非常に高速で混合気に吹き込まれます。酸素は混合物中のさまざまな不純物と反応して、溶融金属上に浮かぶスラグと呼ばれる固体の混合物を形成します。酸素はまた、一酸化炭素ガスの形でほとんどの炭素を除去します。石灰(酸化カルシウム)も混合物に加えられます。石灰はフラックスとして機能します。つまり、混合物中の物質が、それがない場合よりも低い温度で一緒に溶ける原因になります。石灰はまた、スラグの一部を形成する硫化カルシウムの形で硫黄を除去します。スラグは溶鋼から除去され、金型に注入されてインゴットが形成されたり、ローラー間で冷却されてシートが形成されたり、その他の方法で固化されます。
鋳鉄と鋼の成形
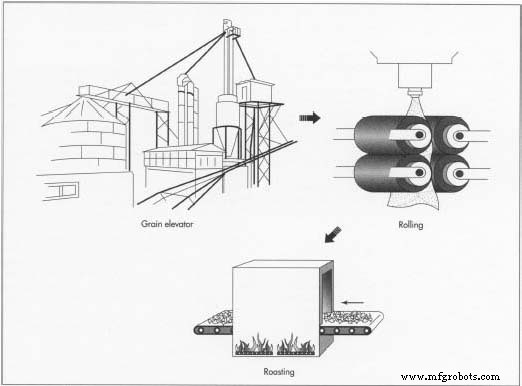
- 5鋳鉄は、その名前が示すように、通常、鋳造によって成形されます。鋳造では、溶融金属を型に流し込みます。鋳鉄に使用される最も一般的な方法は砂型鋳造です。
 ほとんどのハンドヘルドくるみ割り人形はステンレス鋼でできています。鉄鋼は、採掘された鉱石を炉で溶かして精製するプロセスで製造されます。溶けると、純鉄は底に沈み、スラグは上に浮きます。ステンレス鋼を作るためにクロムとニッケルが加えられます。目的の製品の形をしたパターンは、木、粘土、金属、またはプラスチックから形作られます。パターンは、結合剤として知られているさまざまな物質と一緒に保持されている砂にしっかりと詰め込まれています。砂の混合物は、熱、圧力、または化学物質を含む可能性のあるさまざまな方法で硬化されます。硬化した砂から模様を取り除きます。得られた型に溶融鋳鉄を注ぎ、冷却して固体にする。
ほとんどのハンドヘルドくるみ割り人形はステンレス鋼でできています。鉄鋼は、採掘された鉱石を炉で溶かして精製するプロセスで製造されます。溶けると、純鉄は底に沈み、スラグは上に浮きます。ステンレス鋼を作るためにクロムとニッケルが加えられます。目的の製品の形をしたパターンは、木、粘土、金属、またはプラスチックから形作られます。パターンは、結合剤として知られているさまざまな物質と一緒に保持されている砂にしっかりと詰め込まれています。砂の混合物は、熱、圧力、または化学物質を含む可能性のあるさまざまな方法で硬化されます。硬化した砂から模様を取り除きます。得られた型に溶融鋳鉄を注ぎ、冷却して固体にする。 - 6鋼はさまざまな方法で成形できます。鋳鉄のように、溶鋼を型に流し込むことができます。コールドスタンプで成形することもできます。このプロセスでは、目的の製品の形をした鋭いダイを薄い鋼のシートに打ち込みます。ダイが鋼を切断し、製品を形成します。鋼は、ドロップ鍛造によって成形することもできます。このプロセスには、ドロップハンマーと呼ばれる成形ダイも必要です。ドロップハンマーは、真っ赤な鋼の棒に打ち込まれます。ダイの圧力は、製品を成形すると同時に鋼を強化します。
くるみ割り人形の組み立て
- 7鋳鉄製のコンポーネントは、組み立てる前に洗浄および研磨する必要があります
 砂型鋳造は、鋳鉄に使用される最も一般的な方法です。パターンは、木、粘土、金属、またはプラスチックから形作られ、次に結合剤として知られているさまざまな物質と一緒に保持された砂にしっかりと詰め込まれます。砂の混合物は、熱、圧力、または化学薬品を使用して型に硬化されます。得られた型に溶融鋳鉄を注ぎ、冷却して固体にする。くるみ割り人形に。ボールベアリングは鋳鉄に高速で衝突し、鋳鉄に付着した砂を取り除きます。次に、鋳鉄を表面研削盤で研磨します。表面グラインダーは通常、研磨剤で覆われた高速回転するホイールです。研磨剤は鋳鉄の表面のごく一部を削り取り、滑らかな状態にします。
砂型鋳造は、鋳鉄に使用される最も一般的な方法です。パターンは、木、粘土、金属、またはプラスチックから形作られ、次に結合剤として知られているさまざまな物質と一緒に保持された砂にしっかりと詰め込まれます。砂の混合物は、熱、圧力、または化学薬品を使用して型に硬化されます。得られた型に溶融鋳鉄を注ぎ、冷却して固体にする。くるみ割り人形に。ボールベアリングは鋳鉄に高速で衝突し、鋳鉄に付着した砂を取り除きます。次に、鋳鉄を表面研削盤で研磨します。表面グラインダーは通常、研磨剤で覆われた高速回転するホイールです。研磨剤は鋳鉄の表面のごく一部を削り取り、滑らかな状態にします。 - 8鋼製部品は、焼き戻しと呼ばれるプロセスである加熱と冷却によって硬化します。
- 9くるみ割り人形の正確な構造に応じて、組み立てはかなり単純な場合もあれば、非常に複雑な場合もあります。金属に穴を開けるために訴えた精密掘削装置。次に、コンポーネントがまとめられ、リベットまたはネジが穴を通過し、くるみ割り人形の部品を所定の位置に保持するために締められます。一部のくるみ割り人形も溶接が必要な場合があります。
- 10くるみ割り人形がステンレス鋼でできていて、金属くずと溶けた銑鉄の混合物にクロムまたはニッケルを加えてできている場合、保護コーティングは必要ありません。他の金属は通常、クロムまたはニッケルで塗装または覆われています。これらの金属コーティングは、クロムまたはニッケルの正に帯電した粒子を含む溶液中でくるみ割り人形に負の電荷を与えることによって適用されます。粒子はくるみ割り人形に引き付けられ、均一かつスムーズにコーティングされます。コーティングされたくるみ割り人形は溶液から取り出され、洗浄され、包装されて出荷される準備が整います。
品質管理
鋳鉄と鋼の部品が形成された後、それらはすべての形状が正しいことを確認するために検査されます。成形プロセス中に生成された鋭いエッジや小さな凹凸は、ファイルなどのツールを使用して手作業で除去されます。
組み立てプロセス中に、穴を開けるために使用されるツールは、金属に不規則性を引き起こす可能性があります。繰り返しますが、これらは手工具を使用して削除できます。
塗装またはメッキ後、くるみ割り人形は、保護コーティングが表面全体を覆っていることを確認するために検査されます。見つかった欠陥は、手順を繰り返すことで修正されます。
くるみ割り人形のサンプルは、製造後にテストして、正しく動作することを確認できます。一般的に、くるみ割り人形は非常に信頼性の高いツールであるため、頻繁なテストは必要ありません。
未来
くるみ割り人形は、改善の余地がほとんどない単純なデバイスのように見えますが、発明者は、カーネルに損傷を与えることなく、開いたシェルを壊すためのより良い方法に常に取り組んでいます。従来のペンチ型のくるみ割り人形とは大きく異なるさまざまなデザインが提案されています。
シンプルだが革新的なデバイスの1つは、小さなプラスチック製のボウルに回転する金属製のネジで構成されています。ナットをボウルに入れ、ネジをねじってシェルにひびが入ります。同様のメカニズムを使用するより複雑なデバイスは、開口部を含む大きなハンドルに取り付けられた小さな金属製のハンドルで構成されています。ナットは開口部に配置されます。小さいハンドルを大きいハンドルに向かって引くと、ノブがナットに向かってノッチを上げられます。この動作を繰り返すと、ナットが割れるまで圧力が上昇します。これらのデバイスは両方とも、ナットにかかる圧力の量を注意深く制御することができます。圧力が小さすぎるとシェルを割ることができませんが、圧力が大きすぎるとカーネルが粉砕されます。
より過激なデザインは、テキサスネイティブの慣性くるみ割り人形に見られます。オーク、スチール、アルミニウムで作られたこの珍しい装置は、ゴムバンドを使用して、ナットを割る破城槌に動力を供給します。この革新的な装置の模造品は通常、硬いプラスチックでできており、引き金が輪ゴムを引っ張る銃のような形をしている場合があります。将来的にはくるみ割り人形のデザインに変化が見られますが、19世紀の職人のスタイルで彫られた収集可能な木製のくるみ割り人形は引き続き人気があります。
製造プロセス