


陶器
背景
陶器は、通常は釉薬または仕上げでモデル化され、乾燥され、焼成されて、容器または装飾品に入れられる粘土です。粘土は地球から掘り出された天然物であり、何百万年もの間、地殻内の岩石から分解されてきました。分解は、水が岩を侵食し、それを破壊し、それらを堆積させるときに発生します。粘土の本体は粘土と同じものではないことに注意することが重要です。粘土体は、添加剤と混合された粘土であり、加工および焼成したときに粘土に異なる特性を与えます。したがって、陶器は生の粘土ではなく、粘土と他の材料の混合物から作られています。
陶芸家は多くの方法の1つで彼の製品を形成することができます。粘土は手で、またはろくろを使ってモデル化するか、マスターモデルの形を生産物にコピーするツールを使用してジガーするか、型に流し込んで乾燥させるか、正方形にカットまたはスタンプするか、スラブ。陶器を作る方法は、それを作る職人と同じくらい多様です。
陶器は粘土を成熟させるのに十分な高温で焼成する必要があります。つまり、高温で部品が硬化して水を保持できるようになります。この焼成の不可欠な部分は、未焼成の鍋の表面に液体釉薬(釉薬に塗ったり浸したりすることができます)を追加することです。これにより、化学組成が変化し、焼成された鍋の表面に融合します。そして、陶器はガラス質と呼ばれ、水を保持できることを意味します。
歴史
陶芸家は何百万年もの間、粘土体から容器を形成してきました。遊牧民が落ち着いて火事を発見したとき、土鍋の火事はそれほど遅れていませんでした。粘土の玉に指や親指を入れて開口部を作るピンチポットは、最初の陶器だったのかもしれません。一緒にブレンドされた粘土の長いコイルから形成されたコイルポットは、それほど遅れていませんでした。これらの最初のポットは低温で焼成されたため、壊れやすく多孔質でした。古代の陶芸家は、焼成前に岩や硬材で表面を磨くことでこれを部分的に解決しました。これらの低温焼成ポットは、これらの火災によって黒くなりました。装飾は一般的に、柔らかい粘土への切り込みまたは道具の挿入の結果でした。初期の陶芸家は、実用的な目的に使用できるオブジェクトと、彼らの出産の神を表すオブジェクトを作成しました。
古代エジプトと中東の文明は、紀元前5000年に、建築と家庭での使用に粘土を利用していました。 紀元前4000年までに<小> 、古代エジプト人ははるかに大規模な陶器に関与していました。彼らはより細かい粘土を利用し、初期の窯ではるかに高い温度で作品を焼成し、直接火から鉢を取り除き、火から黒くならないようにしました。粘土からのレンガも建築材料として使用されました。古代中国人は紀元前3500年までに黒い陶器を生産しました。 丸いベースと編まれた装飾で。紀元前1000年に近い<小さい> 中国人はろくろを使い、より洗練された釉薬を開発しました。彼らの陶器はしばしば葬式に含まれていました。最初の千年紀 B.C。 、ギリシャ人は車輪に鉢を投げ始め、絶妙な形を作り始めました。プレコロンビア人、古代イベリア人、古代ローマ人(装飾を盛り上げて陶器を成形した)、そして古代日本人はすべて、家庭用と宗教用の美しい陶器を作りました。
18世紀半ばまで、ヨーロッパの陶芸家は一般に、市場や商人を通じて少量の完成品を販売していました。彼らがもっと売りたいと思ったら、彼らはより多くの製品を市場に出しました。しかし、英国の生産陶芸家は、新しい体型を試し、釉薬を完成させ、完成品を消費者に届けるのではなく、工場で作られた製品を注文しました。 18世紀後半までに、多くの陶芸家たちがそれに続き、あらゆる種類の新しい体や釉薬を試しました。金型を使用して大量の一貫した製品を製造し、消費者がこの製品の外観を保証できるようにしました。
原材料
その主要な鉱物はカオリナイトです。粘土は一般に、40%の酸化アルミニウム、46%の酸化ケイ素、および14%の水として説明されます。粘土には一次と二次の2種類があります。一次粘土は、それが由来する岩石と同じ場所にあります。水や氷河によって輸送されていないため、他の形態の堆積物と混合されていません。一次粘土は重く、密度が高く、純粋です。二次または堆積粘土は、より軽い堆積物で形成され、水中でさらに運ばれて堆積します。堆積物の混合物であるこの二次粘土は、一次粘土よりも細かくて軽いです。さまざまな添加剤が粘土に異なる特性を与えます。粘土は、水を加える必要のある粉末として、またはすでに水を加えた状態で、2つの形態のいずれかで生産陶芸家に提供されます。大規模な工場では、粘土を乾燥材料として大量に購入し、毎日必要に応じて粘土のバッチを作ります。
 イギリスのスタッフォードシャーのJonahWedgwood andCo。による石器ティーポットモード。 (ミシガン州ディアボーンのヘンリーフォード博物館とグリーンフィールドビレッジのコレクションから)
イギリスのスタッフォードシャーのJonahWedgwood andCo。による石器ティーポットモード。 (ミシガン州ディアボーンのヘンリーフォード博物館とグリーンフィールドビレッジのコレクションから)
この素敵で頑丈な石器のティーポットは、おそらく19世紀の英国の陶器会社で最もよく知られている、英国スタッフォードシャーのJosiah Wedgwood andCo。の作品です。ティーポットとそれに関連するカップは、「お茶」とその儀式の発展の重要性のために、1700年代半ば頃に非常に人気がありました。したがって、18世紀のポーターの主力は、ティーポットとカップのセットでした。
Josiah Wedgwoodは、単に陶器を無計画に供給することに満足していませんでした。彼は、高品質で魅力的な陶器の大きな市場があることを知っていました。彼は確かに製品を正規化し、人々が持っていなければならないいくつかの新製品を開発するために最善を尽くしました。彼は、注文を通じて事前に商品を販売し、サンプルまたは「ストック」製品を作成した最初の陶芸家の1人でした。彼の製品は均一でなければならなかったので、彼は一貫した結果をもたらす釉薬を開発し、1人の労働者が完成品に大きな影響を与えないように作業プロセスを多くの異なるステップに分割しました。ウェッジウッドにとって特に重要なのは、ウェッジウッドのプロトタイプの形状とデザインを作成したモデラーとアーティストの作品でした。ウェッジウッドは、これらの芸術家がアンティークに見える新しい陶器のデザインを提供できることを発見しました。これらのネオクラシコルの作品は、長年にわたって彼のビジネスの中心でした。
ナンシー EVブリック
釉薬は、焼成プロセス中に融合する材料で構成されており、ポットをガラス質または液体を通さないようにします。 (セラミックエンジニアは、ガラス質を吸水率が0.5%未満のポットと定義しています。)釉薬には、シリカ、ガラス化要素(生の陶器をガラスのような形に変換する)の3つの要素が必要です。とクォーツ;釉薬を粘土に融合させるフラックス。釉薬を硬化させて安定させる耐火材料。色は、アンチモン(黄色)、銅(緑、ターコイズ、または赤)、コバルト(黒)、クロム(緑)、鉄、ニッケル、バナジウムなどの金属酸化物を追加することによって得られます。釉薬は通常、乾燥した形で購入されます。生産陶芸家による。釉薬の重さを量り、水を入れたボールミルに入れます。釉薬はボールミル内で混合され、釉薬を粉砕して釉薬内の天然粒子のサイズを縮小します。
 ケーキの混合物はプラグに成形され、成形の準備が整います。
ケーキの混合物はプラグに成形され、成形の準備が整います。
デザイン
陶器工場には、陶器会社のために市場性のある商品を考案することを仕事とするアートディレクターが含まれています。一般的に、アートディレクターは、マーケターと協力して、新しい創造物のアイデアを開発または作成します。 (興味深いことに、多くの陶器会社は、明るい色のフィエスタウェアなど、数十年前に人気のあった古い形を再現しているため、すべての場合に新しいデザインは必要または望ましくありません。)次に、アートディレクターは、粘土モデラーと協力して、元の形を作成します。アートディレクターの仕様に合わせて作成。フォームが生産の実行可能な候補であると見なされる場合、金型メーカーは、ジガーマシン(基本的にマスターの形状を生産ピースにトレースします)または生産ピースを形成するために粘土が注がれるくぼみの石膏マスターを作成します。
製造
プロセス
粘土を混ぜる
- 1粘土は粉末の形でトラックまたは鉄道で到着します。粉末を水で湿らせ、ブランガーと呼ばれるパドルを備えた巨大なタンクで混合します。水を均等に分配するために、複数のスピンドルが粘土を混合および再混合します。大規模な生産陶芸家で混合される典型的なバッチは100,000ポンド(45,400 kg)であり、多くの場合、1日に2つのバッチを混合します。この時点で、スラリーは約30%の水です。
- 2次に、スラリーをフィルタープレスします。デバイスがバッグまたはフィルターの間でスラリーをプレスし(サイダープレスのように)、余分な水を押し出します。得られた粘土は厚く、かなり乾燥しており、現在はケーキと呼ばれ、約20%が水です。
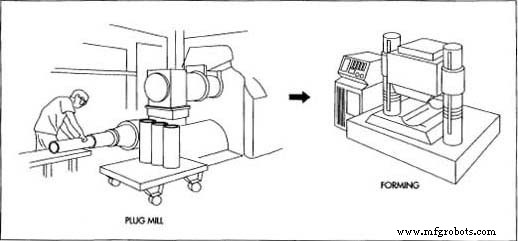
- 3次に、ケーキをプラグミルに入れ、そこで粘土を細かく刻みます。ポンプがこのプロセスによって露出されたエアポケットを吸い出すので、このチョッピングは粘土を脱気します。次に、ケーキはシリンダーに成形され、成形または成形の準備が整います。
ジガリング
- 4通常の中空ポットを製造する最も速い方法は、ジガーマシンを使用することです。したがって、花瓶などの中空製品は、主にジガーマシンで作られています。プラグミルで作られた粘土シリンダーは、ジガーマシンに送られます。花瓶を作るために、湿った粘土シリンダーは、石膏型の中に粘土を配置する吸引アームによってジガーマシンに落とされます。次に、金属製のアームが湿った粘土のシリンダーに降りてきて、石膏型の内壁に押し付け、新しい容器を形成します。湿った粘土で石膏型
 形成されると、グリーンウェアは釉薬をかけられてから焼成され、陶器が作られます。内部は、機械から持ち上げられ、乾燥機にセットされます。粘土が熱くなり、わずかに乾くと、湿った粘土が石膏型から引き離され、簡単に取り除くことができます。したがって、石膏型を使用して新しい容器を作るため、これらの花瓶やその他の中空製品を作るために、工場には何千もの石膏型が必要です。工場では1分間に9個もの陶器を作ることができるかもしれません。
形成されると、グリーンウェアは釉薬をかけられてから焼成され、陶器が作られます。内部は、機械から持ち上げられ、乾燥機にセットされます。粘土が熱くなり、わずかに乾くと、湿った粘土が石膏型から引き離され、簡単に取り除くことができます。したがって、石膏型を使用して新しい容器を作るため、これらの花瓶やその他の中空製品を作るために、工場には何千もの石膏型が必要です。工場では1分間に9個もの陶器を作ることができるかもしれません。 - 5機械が成形品から粗いエッジを取り除きます。洗浄された部品は、トンネル乾燥機につながる連続移動ベルトに配置されます。トンネル乾燥機は、ガラスと焼成の前に、部品を加熱し、水分含有量を1%未満の水分に減らします。
スリップキャスティング
- 6繊細または複雑なシルエットの陶器は、多くの場合、スリップキャスティングによって形成されます。注ぐことができるスリップまたはスラリーが2つの部分の石膏型に注がれ、余分なものが注がれ、スリップが固まって乾燥するのを許されます。しっくいの型は余分な水分の一部を吸い上げ、乾燥プロセスを早めるのに役立ちます。しっくいの型は、グリーンウェア(装飾されていない粘土片がまだ少し湿っている)が十分に固くなり、型から粗いエッジと継ぎ目が取り除かれ、スリップキャストされたグリーンウェアが加熱乾燥機で乾燥できるようになったら開きます。
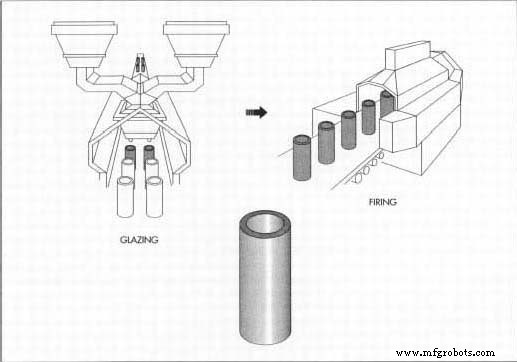
グレージング
- 7ピースが乾燥したら、グレージングの準備が整います。作品は、各作品を完全に覆う釉薬の滝の下を走ることによって、一色の釉薬で完全に覆われるか、または作品に釉薬が吹き付けられることがあります。花瓶などの深い中空の陶器は、内側が完全にコーティングされていることを確認するために、手で釉薬で洗い流す必要があります。釉薬は一般的に0.006-0.007インチ(0.015-0.017cm)の厚さに適用されます。他の部分はより装飾的に艶をかけられるかもしれません。スクリーン印刷で印刷されたもの、手で装飾されたデカールが貼られたもの、機械で線や同心円状のリングが貼られたもの、手で塗られたものがあります。
発砲
- 8窯は、ガス、石炭、または電気によって加熱される場合があります。ある大規模な生産陶芸家は、天然ガスで焼成されたトンネル窯を使用しています。大型の車や荷馬車(約5フィートまたは1.5 mの正方形、約5フィートまたは1.5 mの高さ)には未焼成の陶器が積み込まれ、窯に送られ、1週間で約20,000ダースの陶器が焼成されます。新しい炉は古い窯よりも高温で稼働し、焼成時間も短くて済みます。つまり、約2,300°F(1,260°C)で稼働し、ポットは窯内に約5時間留まります。これにより、工場は生産中の部品をより迅速に移動できます。
窯は釉薬をガラスのようなコーティングに変え、鍋を実質的に液体を通さないようにします。単色の生産陶器は、新しい窯と釉薬で1回だけ焼成する必要があります。 (多くの釉薬では、グリーンウェアを一度焼成してビスクまたは鈍い白の硬い本体にした後、釉薬をかけて再度焼成する必要があります。ただし、一部の新しい生産用釉薬ではこれは必要ありません。)
- 9陶器の素焼きの足(または底)は、クリーニングパッド付きの機械で磨かれます。その後、ピースはビンに入れられ、パッケージに送られ、販売のために出荷される準備が整います。
品質管理
すべての原材料は、会社の確立された基準に照らしてチェックされます。粘土には、製品に必要な、会社が注文した材料が含まれている必要があります。釉薬は可能な限り純粋でなければならず、正しい色合い、粘度、重力などをチェックする必要があります。窯の温度はヒートコーンやサーモクーピーなどで注意深く監視する必要があります。
副産物/廃棄物
陶器の製造に起因する有害な副産物はありません。ジガーマシンまたはスリップキャスティングから生成された粘土のスクラップや不完全な部分は、再混合して再利用できます。釉薬は食品医薬品局(FDA)の要求に応じて鉛フリーでなければならず、釉薬はカドミウムも鉛も含まれていないことをFDAに保証するために社内でテストされます。すべての釉薬は人間の手で触れることができ、生の状態では有害ではありません。
製造プロセス