


壁紙
背景
壁紙は不織布(紙)または織布(布)の裏地で、住宅や企業の壁に使用するために装飾的に印刷されています。壁紙は、構造物の装飾に不可欠であるとは見なされていません。しかし、それは部屋にスタイル、雰囲気、または色を与えるための主要な方法になっています。
壁紙業界は、壁紙の製造を住宅で使用されるものと、企業やその他の公共の建物で使用されるものに分けています。紙の2つのカテゴリは、重量、保守性、および品質基準が異なります。住宅用の壁紙はさまざまな素材でできており、貼り付け済みまたは貼り付けなしで購入できます。住宅用紙に義務付けられた保守性テストはありません。商用グレードの壁紙は、重量、裏地の構成、ラミネート/コーティングの厚さに基づいてカテゴリに分類されます。すべての商用壁紙は、ビニールの表面を持ち、Chemical Fabrics and FilmAssociationによって義務付けられている厳格な物理的および視覚的テストに合格する必要があります。
壁紙を印刷するために使用される4つの一般的な方法があり、デザイナーはコストと美学に基づいて印刷技術を選択します。
歴史
早くも13世紀にヨーロッパで使用された初期の壁紙は、人気のある宗教的なアイコンの画像で描かれていました。これらの「ドミノペーパー」は、敬虔な家の中に貼り付けられました。しかし、彼らはまた、貧しい人々の荒涼とした家を活気づけました。次の数世紀以内に、紙は手で版画されましたが、貧しい人々に人気があっただけでした。
しかし、16世紀までに、貴族の家に吊るされたタペストリーを描いたより高価な壁装材が中産階級に人気を博しました。小さなシートには繰り返しの画像が含まれているか、複数のブロックが多くのシートに広がるパターンを生成していました。ファッショナブルな18世紀のアメリカ人は、フランスとイギリスの壁紙を購入しました。 「紙の染色機」は、19世紀初頭までにこの国で壁紙を製造していました。
19世紀半ばまで、2つの問題が壁紙ステインを悩ませていました。 1つは印刷用の長い用紙を作成する問題であり、もう1つは魅力的な壁紙を安価に印刷することでした。 1700年代半ばまで、ラーガベースの紙は個別にシートに印刷され、壁に貼り付けられていました。それから、壁紙メーカーはそれらを一緒に貼り付け、それらを地面にコーティングし、そして印刷していました。 19世紀後半、製紙業界は「エンドレス」紙、つまり非常に長いストリップで作られた紙を開発しました。 1870年までに、木材パルプがぼろきれのストックに取って代わり、壁装材用の非常に安価な裏地ができました。
19世紀には、労働集約的なブロック印刷を廃止し、シリンダー印刷を採用することで、印刷コストを大幅に削減しました。ウッドブロックプリンターは、パターンの色ごとに別々のブロックを使用して、手作業で各色を適用しました。したがって、各ブロックに適切な色でインクを塗り、紙を押し下げ、タップして高品質のインプリントを確保し、持ち上げて、プリンターがロール紙を下に移動するときに再インクを塗る必要がありました。これはコストのかかるプロセスです。ウッドブロックは銅製のシリンダーに取って代わられ、ロールの表面の下にデザインが施され、各ロールは単一の色を印刷しました。シリンダーは1台の機械に取り付けられ、 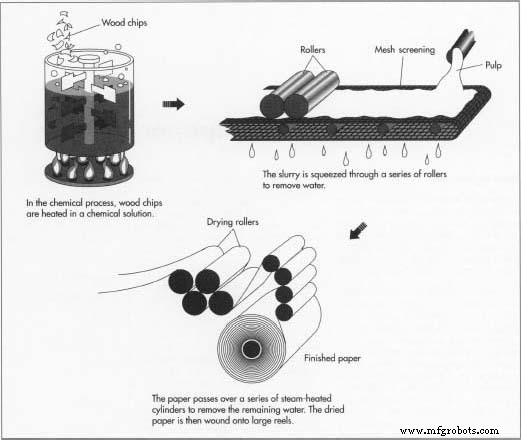 紙が完全に印刷されるまで、紙はシリンダー間で機械的に送られました。手で印刷する必要はありません。したがって、約1885年までに、シリンダーで印刷された木材パルプ紙は壁紙のコストを大幅に削減したため、米国の家を塗装するよりも壁紙を作成する方が安価でした。
紙が完全に印刷されるまで、紙はシリンダー間で機械的に送られました。手で印刷する必要はありません。したがって、約1885年までに、シリンダーで印刷された木材パルプ紙は壁紙のコストを大幅に削減したため、米国の家を塗装するよりも壁紙を作成する方が安価でした。
最近の進歩には、追加の印刷方法の開発、新しいインクと溶剤、コーティングまたはラミネートとしてのラテックスとビニールの使用が含まれます。
原材料
壁紙は、裏地、グラウンドコート、塗布されたインクで構成され、紙を壁に接着するために使用される裏地に貼り付けることもあります。不織布の裏地は、挽いた木材、木材パルプ、または合成材料を使用した木材パルプにすることができます。織られた裏地は、ドリル(ジーンズの素材によく似た重い織り綿)などの丈夫な織布で作られたものです。次に、織られた裏地がコーティングされ、印刷されます。
グラウンドコートは、印刷されたパターンを受け取る表面に配置された背景色です。コーティングまたはラミネートは、ラテックスまたはビニール(ポリ塩化ビニル)でできており、紙を耐久性があり、剥がすことができます。グラウンドコートには、紙の取り扱いのしやすさ、不透明度、およびドレープ性を高める添加剤も含まれています。
紙は、顔料とインクを裏地に結び付ける媒体で構成されたインクで印刷されます。溶媒は、例えば、アセトンまたは水である可能性があります。プリンターは、インクに含まれる溶剤が紙のカラー塗布間の乾燥時間と製造時間に影響を与えるため、インクを慎重に選択します。
ペーストは壁紙に適用される場合とされない場合があります。もしそうなら、それらは通常コーンスターチまたは小麦澱粉でできており、裏地に湿った状態で塗布されます。貼り付けた壁紙は、壁に接着するために再湿潤させる必要があります。
デザイン
新しい壁紙のデザインは、通常、スタッフデザイナーまたはフリーランスの壁紙デザイナーから購入したスケッチから派生しています。アーティストはトレーシングペーパーにデザインをレイアウトし、少なくとも部分的な鉛筆スケッチを完成させます。次に、マーケティングおよびデザインスタッフは、紙が特定の外観またはラインに適切な「適合」であるかどうかを判断します。デザインが承認されると、アーティストはさまざまな色やパレットで実物大のカラースケッチを作成します。
印刷プロセスが選択された後、スケッチは印刷プロセスの要件に合うように微調整され、パターンは彫刻家またはスクリーンメーカーに送信されます。シリンダーまたはスクリーンが配置され、パターンの繰り返しが数回印刷されると、「ストライクオフ」(サンプルの壁紙)が印刷され、色とパターンがテストされます。問題がなければ、紙は大量に商業的に印刷されます。
製造
プロセス
紙を作る
-
1挽いた木の紙は、木全体を使用し、樹皮を取り除き、回転する踏み板に木を押し付けて、木をスラリーに粉砕することによって製造されます。スラリーは、比較的安価な壁紙の裏地である挽いた木材シートを作るために使用されます。
木材パルプシートは、樹木を皮をむき、木を削ってスラリーにすることで作られます。混合物は、二酸化塩素と酸素が添加されてリグニン(木質細胞壁を一緒にセメントで固める)を残りの木材パルプから分離し、パルプを漂白するパルプ工場を通過します。繊維を含む木材パルプシートには、紙に追加の質感を与えるために合成繊維を追加することができます。
製紙工場からのロール紙は、幅65インチ(1.65 m)、おそらく22,000フィート(6,706 m)の長さで、重さは約1トンです。プリンタに販売されると、各ロール紙は、幅21インチ(53 cm)、長さ10,000フィート(3,048 m)の6つのサブロールにカットされます。
コーティング
-
2パターンを印刷する前に、裏地を地色でコーティングする必要があります。挽いた木板は着色ビニール(PVC)でコーティングされており、製造中の紙の耐久性と剥ぎ取り性に応じて厚さが異なります。ビニールは、優れた保守性のためにバッキングにラミネートすることもできます。
木材パルプシートは、ドレープ性のためのカオリンクレー、不透明性のための二酸化チタン、および取り扱いと着色を容易にするためのラテックスの1つまたはすべてでコーティングされています。
印刷
印刷技術には4つのタイプがあります。
- 3 表面印刷。 隆起したゴムパターンを含浸させた金属ローラーは、単一のマシンに取り付けられています。インクは表面ローラーに塗布され、インクはローラーの表面の上にある丘またはゴムパターンに配置されます。次に、インクが紙に押し付けられます。
- 4 グラビア印刷。 パターンの各色は、単一のローラーで印刷されます。銅製のシリンダーは、耐久性のためにレーザーエッチングされ、次にクロムメッキされています。大型のグラビア印刷機は、最大12個のシリンダーを保持し、一緒にパターン全体を作成します。ロール紙が1つのシリンダーに移動し、バックローラーが色を拾い、刻印されたローラーに押し付けます。スチール製のドクターブレードが刻印されたシリンダーを押し、エッチングされたディテールにインクを押し込みます。次に、ゴムローラーが紙をシリンダーに押し付け、彫刻の谷でインクを拾うことができるようにします。最後に、ローラーが紙をシリンダーから乾燥機に運び、そこでインクがセットされます。インクが乾いたら、次のシリンダーからプロセスを再開します。
-
5 シルクスクリーン印刷。 パターンに存在する各色のステンシルは、写真を使用してシルクメッシュスクリーンから作成されます
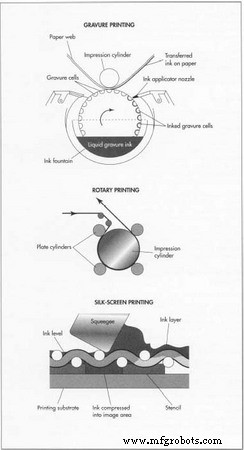 パターンは、グラビア印刷、輪転印刷、および回転印刷を含むいくつかの印刷方法の1つによって壁紙に印刷できます。シルクスクリーン印刷。処理する。まず、写真のネガがパターンで作られています。次に、長さ約36インチ(91 cm)のシルクスクリーンを、マグネシウムまたは木製のフレームの上にぴんと張って伸ばします。スクリーンは感光性乳剤でコーティングされており、ネガはスクリーンの上に配置されます。明るい光が当たると、ネガで覆われていない領域で乳剤が硬化し、ステンシルが形成されます。
パターンは、グラビア印刷、輪転印刷、および回転印刷を含むいくつかの印刷方法の1つによって壁紙に印刷できます。シルクスクリーン印刷。処理する。まず、写真のネガがパターンで作られています。次に、長さ約36インチ(91 cm)のシルクスクリーンを、マグネシウムまたは木製のフレームの上にぴんと張って伸ばします。スクリーンは感光性乳剤でコーティングされており、ネガはスクリーンの上に配置されます。明るい光が当たると、ネガで覆われていない領域で乳剤が硬化し、ステンシルが形成されます。 長いテーブルの上に紙を置き、その上にスクリーンステンシルを置き、スクレーパーまたはスキージでインクを塗ります。画面がインクを紙に通過させる場所で、紙に色が付着します。ステンシルを手に取り、紙の下に移動し、ロール紙の全長に沿って再びインクを塗ります。
次の色を塗る前に、インクを完全に乾かします。各画面は、ブロックやガイドなどで慎重に配置され、パターンが整列され、途切れることなく繰り返されるようになっています。手刷りは、厚く均一に塗られた色のパターンを生成します。理論的には、スクリーニングプロセスで使用される色の数は無制限です。ただし、手刷りのコストが高いため、企業がパターンに含めることができる色の数が必然的に制限されます。
- 6 輪転印刷。 このタイプの印刷プロセスは、グラビア印刷のメカニズムと写真で作成されたステンシルの精度を組み合わせたものです。メッシュステンシルは、機械内に取り付けられた中空のチューブに巻き付けられています。インクは、フィルムで包まれたチューブを通って紙に連続的に流れ、途方もない量の色(最大12色)を与えます。この手法は、より高価なシルクスクリーンに似ていますが、はるかに高速に印刷できます。1分あたり約80ヤード(73.12 m)の壁紙です。
貼り付け
- 7印刷された壁紙は、湿ったコーンスターチまたは小麦でんぷんベースのコーティングで巻かれ、乾燥されます。
パッケージング
- 8つの住宅用壁紙が3,000ヤード(2,742 m)ロールから15ヤード(13.71 m)ロールに削減されました。商用ロールは通常、30、45、および60ヤード(27、41、および55 m)のロールにパッケージ化されています。印刷されたラベル、実行番号、および吊り下げ手順が各ロールに配置され、一緒にシュリンクラップされます。ロールは最終出荷まで倉庫に保管されます。
品質管理
Chemical Fabric and Film Association(CFFA)は、商業用のビニールコーティングされた壁装材の品質基準を考案しました。商業用紙のさまざまなカテゴリには、CFFA品質基準文書で指定されているさまざまな物理的テスト要件があります。すべての紙は、最小コーティング重量、引張強度、引き裂き強度、コーティング接着、耐摩耗性、延焼、発煙、収縮、熱老化、耐汚染性などの属性についてテストを受ける必要があります。
各壁紙印刷会社は、スポットチェックまたは代表的な製品サンプリングの形で目視検査を実施し、製品がメーカーによって確立された特定の値に準拠していることを確認します。一般的に、木材パルプと挽いた木紙の裏地には、裏地に異物が埋め込まれていないかどうかを目視で確認します。織られた裏地がプリンターによって受け取られるとき、プリンターはスレッド数をチェックし、最小要件についてファブリックを物理的にテストします。
裏地が印刷されるとき、定期的な目視チェックにより、裏地へのビニールの適切な接着、正しい色、縞模様や不要な陰影、トリミングされたエッジなどがないことが保証されます。代表的なサンプルは、小さなロールにカットされる前に物理的および視覚的に検査されます。
製造プロセス