


鋼の焼入れ性
多くの種類の鋼は、焼入れとして知られる熱処理方法に対して有益な反応を示します。ワーク材料の選択プロセスで最も重要な基準の1つは、焼入れ性です。焼入れ性は、高温からの焼入れ時に金属をどの程度深く硬化させることができるかを表し、硬化の深さと呼ばれることもあります。
微視的スケールでの鋼:
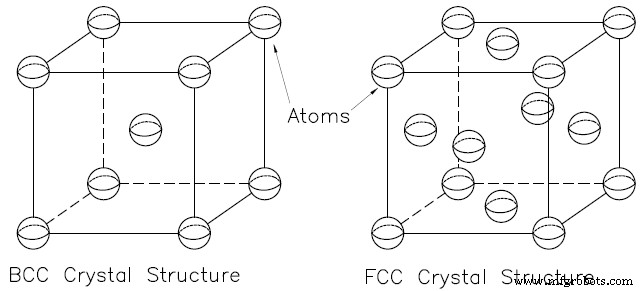
微視的レベルでの鋼の分類の最初のレベルは、原子が空間に配置される方法である結晶構造です。体心立方(BCC)および面心立方(FCC)構成は、金属結晶構造の例です。 BCCおよびFCCの結晶構造の例を下の図1に示します。図1の画像は原子の位置を表示するためのものであり、原子間の距離が誇張されていることに注意してください。
次のレベルの分類はフェーズです。 フェーズ は、同じ物理的および化学的特性を持つ材料の均一な部分です。鋼には3つの異なる段階があります:
- オーステナイト:面心立方鉄;また、FCC結晶構造を持つ鉄鋼合金。
- フェライト:BCC結晶構造を持つ体心立方鉄および鋼合金。
- セメンタイト:炭化鉄(Fe 3 C)

この記事で説明する分類の最終レベルは、微細構造です。上で見た3つの相を組み合わせて、鋼のさまざまな微細構造を形成することができます。これらの微細構造とその一般的な機械的特性の例を以下に示します。
- マルテンサイト:最も硬くて最も強い微細構造でありながら、最ももろい
- パーライト:硬く、強く、延性がありますが、特にタフではありません
- ベイナイト:望ましい強度と延性の組み合わせがあり、パーライトよりも硬いが、マルテンサイトほど硬くない
微視的スケールでの硬化:
鋼の焼入れ性は、材料の炭素含有量、他の合金元素、およびオーステナイトの結晶粒径の関数です。オーステナイトはガンマ相鉄であり、高温ではその原子構造がBCC構成からFCC構成に移行します。
高い焼入れ性とは、焼入れ時に材料の本体全体に高いマルテンサイトパーセンテージを生成する合金の能力を指します。焼入れ鋼は、材料を高温から急速に急冷することによって作成されます。これには、100%オーステナイトの状態から高い割合のマルテンサイトへの急速な移行が含まれます。鋼の炭素が0.15%を超えると、マルテンサイトは非常に歪んだ体心立方体になり、炭素で過飽和になります。カーボンは、微細構造内のほとんどのすべり面を効果的にシャットダウンし、非常に硬くて脆い材料を作成します。焼入れ速度が十分に速くない場合、炭素はオーステナイト相から拡散します。その後、鋼はパーライト、ベイナイト、または十分に高温に保たれている場合はフェライトになります。上記の微細構造はいずれも、焼き戻し後のマルテンサイトと同じ強度を持たず、一般的にほとんどの用途に不利であると見なされています。
鋼の熱処理が成功するかどうかは、次の3つの要因に依存します。
- 標本のサイズと形状
- 鋼の組成
- 焼入れの方法
1。標本のサイズと形状
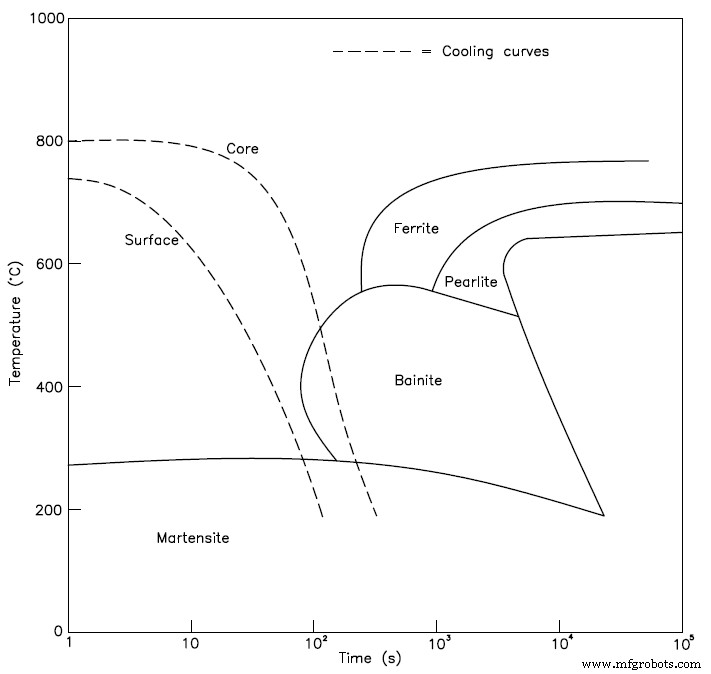
焼入れプロセス中、焼入れ媒体に放散する前に、熱を試験片の表面に伝達する必要があります。したがって、試験片の内部が冷却する速度は、表面積対体積比に依存します。比率が大きいほど、試験片の冷却が速くなり、硬化効果が深くなります。たとえば、直径1インチの3インチの円筒形の棒は、直径1.5インチの3インチの棒よりも焼入れ性が高くなります。この効果により、角やエッジが多い部品は、通常の丸みを帯びた形状よりも焼入れによる硬化が容易になります。図2は、油で急冷した95 mmバーの冷却曲線のサンプル時間-温度変換(TTT)図です。表面は100%マルテンサイトに変化しますが、コアにはベイナイトが含まれているため、硬度が低くなります。
2。鋼の組成
鋼のさまざまな合金にはさまざまな元素組成が含まれていることを覚えておくことが重要です。鋼内の鉄の量に対するこれらの元素の比率は、さまざまな機械的特性をもたらします。炭素含有量を増やすと、鋼はより硬く、より強くなりますが、延性は低くなります。クロム中のステンレス鋼の主な合金元素であり、金属に強い耐食性を与えます。人間は千年以上にわたって鋼の組成をいじくり回してきたので、組み合わせの数は無限大です。
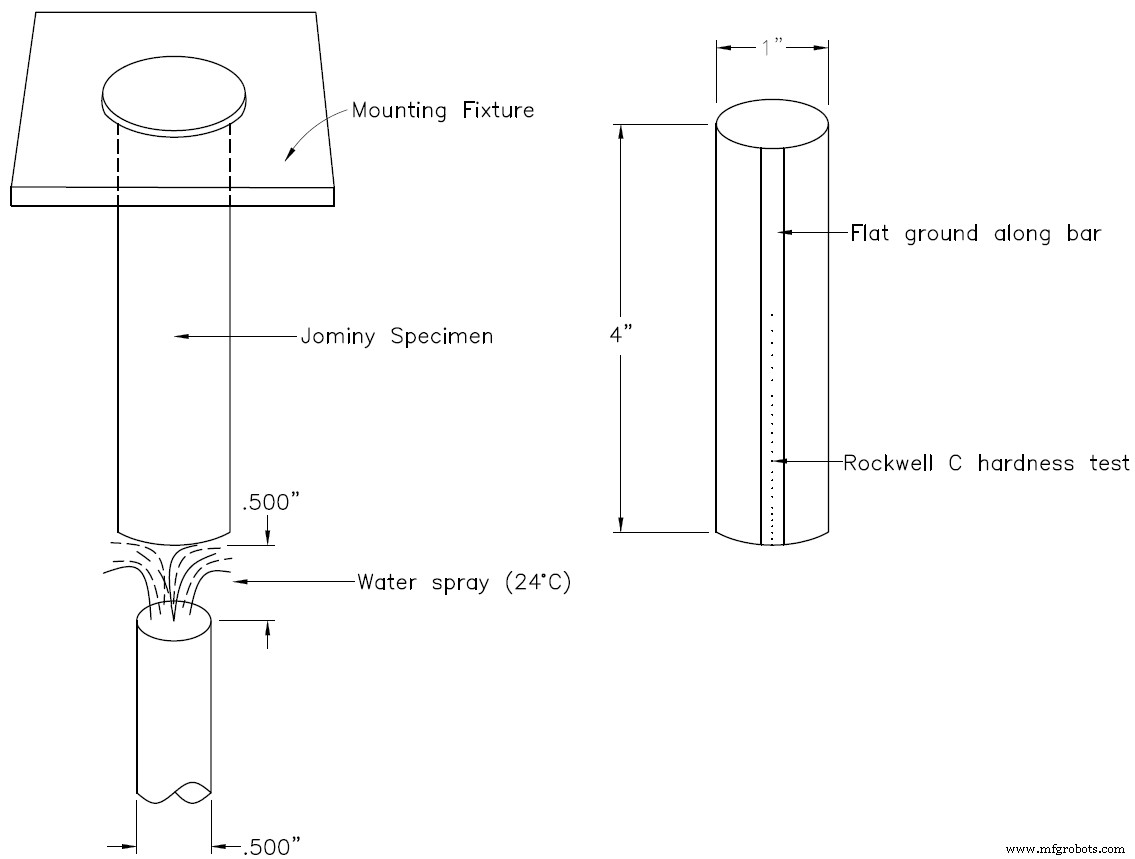
非常に多くの異なる機械的特性を生み出す非常に多くの組み合わせがあるため、標準化されたテストを使用して、さまざまな種類の鋼を分類します。焼入れ性の一般的なテストは、下の図3に示すジョミニーテストです。この試験中、標準的な材料ブロックが100%オーステナイトになるまで加熱されます。次に、ブロックはすぐに装置に移動され、そこで水で急冷されます。表面、または水と接触する領域はすぐに冷却され、冷却速度は表面からの距離の関数として低下します。次に、サンプルの長さに沿ってフラットをブロックに研磨します。このフラットに沿って、さまざまなポイントでの硬度が測定されます。次に、このデータは、硬度をy軸、距離をx軸として焼入れ性チャートにプロットされます。
焼入れ性曲線は、ジョミニーテストの結果から作成されます。いくつかの鋼合金曲線の例を図4に示します。冷却速度が低下すると(短距離で硬度が急激に低下する)、炭素の拡散に時間がかかり、より柔らかいパーライトがより多く形成されます。これは、マルテンサイトが少なく、焼入れ性が低いことを意味します。比較的長い距離にわたってより高い硬度値を保持する材料は、非常に硬化しやすいと見なされます。また、両端の硬度差が大きいほど焼入れ性は低くなります。焼入れ端からの距離が長くなると、冷却速度が低下するのが典型的な焼入れ性曲線です。 1040鋼は、最初は4140と4340の両方と同じ硬度を持っていますが、サンプルの長さ全体にわたって非常に急速に冷却されます。 4140および4340鋼は、より緩やかな速度で冷却されるため、焼入れ性が高くなります。 4340は、4140に比べて極端な冷却速度が低いため、トリオの中で最も高い焼入れ性を備えています。
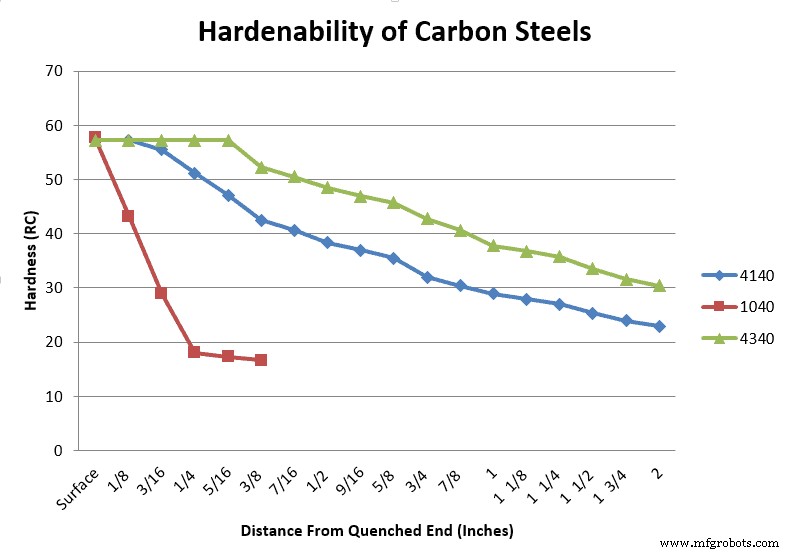
焼入れ性曲線は炭素含有量に依存します。鋼に含まれる炭素の割合が高いほど、鋼の硬度が高くなります。図4の3つの合金はすべて、同じ量の炭素(0.40%C)を含んでいることに注意してください。焼入れ性に影響を与える可能性のある合金元素は炭素だけではありません。これらの3つの鋼間の焼入れ性挙動の不一致は、それらの合金元素の観点から説明することができます。以下の表1は、各鋼の合金含有量の比較を示しています。 1040は普通の炭素鋼であり、炭素原子がマトリックスから逃げるのを防ぐ鉄以外の元素がないため、焼入れ性が最も低くなります。 4340に添加されたニッケルは、4140と比較してわずかに多くのマルテンサイトを形成することを可能にし、これら3つの合金の中で最高の焼入れ性を与えます。ほとんどの金属合金元素は、パーライト、フェライト、ベイナイトの形成を遅らせるため、鋼の焼入れ性を高めます。
表1:4340、4140、および1040steelの合金含有量を示します
| 鋼の種類: | ニッケル(wt%): | モリブデン(wt%): | クロム(wt%): |
| 4340 | 1.85% | 0.25% | 0.80% |
| 4140 | 0.00% | 0.20% | 1.00% |
| 1040 | 0.00% | 0.00% | 0.00% |
1つの材料グループ内で焼入れ性にばらつきが生じる可能性があります。鉄鋼の工業生産中、元素組成には常にわずかな避けられない変動があり、バッチごとに平均粒径が変化します。ほとんどの場合、材料の焼入れ性は、限界として設定された最大曲線と最小曲線によって表されます。
オーステナイト結晶粒径が大きくなると、焼入れ性も高くなります。粒子は、多結晶金属の個々の結晶です。ステンドグラスの窓(下の図のような)を考えてみてください。着色されたガラスは粒子であり、それを保持するはんだ付け材料は粒子の境界になります。オーステナイト、フェライト、セメンタイトはすべて、鋼のさまざまな微細構造を構成するさまざまな種類の結晶粒です。パーライトとベイナイトが形成されるのは粒界です。マルテンサイトは望ましい微細構造であり、他のタイプはその成長の邪魔になるため、これは硬化プロセスに有害です。オーステナイト粒子の急速な冷却からマルテンサイトが形成され、その変態過程はまだよく理解されていません。結晶粒径が大きくなると、オーステナイト結晶粒が増え、粒界が少なくなります。したがって、パーライトやベイナイトなどの微細構造が形成される機会は少なくなり、マルテンサイトが形成される機会は多くなります。
3。焼入れの方法
前に述べたように、焼入れのタイプは冷却速度に影響を与えます。油、水、水性ポリマークエンチ剤、または空気を使用すると、ワークピースの内部で異なる硬度が得られます。これにより、硬化性曲線もシフトします。水は最も厳しいクエンチを生成し、次にオイル、次に空気が生成されます。水性ポリマー焼入れ剤は、水と油の焼入れ速度を提供し、ポリマー濃度と温度を変更することにより、特定の用途に合わせて調整できます。攪拌の程度も熱除去率に影響します。焼入れ媒体が試料を横切って移動する速度が速いほど、焼入れ効果は高くなります。油焼入れは、一般に、処理時に割れたり反ったりする可能性があるため、ある種の鋼にとって水焼入れが厳しすぎる場合に使用されます。

硬化後にワークピースを加工するために選択される加工工具に選択する必要のあるカッターのタイプは、いくつかの異なる変数によって異なります。アプリケーションに固有の幾何学的要件を除いて、最も重要な変数の2つは、材料の硬度とその焼入れ性です。一部の比較的高応力のアプリケーションでは、ワークピースの内部全体に最低80%のマルテンサイトを生成する必要があります。通常、中程度の応力がかかった部品は、ワークピース全体で約50%のマルテンサイトしか必要としません。焼入れ性が非常に低い焼入れ金属を加工する場合、標準のコーティングされた超硬工具が問題なく機能する場合があります。これは、ワークピースの最も硬い部分がその表面に限定されているためです。焼入れ性の高い鋼を加工する場合は、その特定の用途に特化した形状のカッターを使用することをお勧めします。焼入れ性が高いと、ワークピース全体が硬くなります。 Harvey Toolには、ドリル、エンドミル、キーシートカッター、彫刻家など、カタログ全体で焼入れ鋼用のさまざまなカッターがあります。
焼入れ鋼用の完全にストックされたエンドミルのHarveyToolの提供を購入する
焼入れ鋼、要約
焼入れ性は、表面からコアまでの全体積にわたってマルテンサイトが形成されることにより、鉄合金が硬化する可能性のある深さの尺度です。これは、特定の用途向けの鋼や切削工具を選択する際に考慮しなければならない重要な材料特性です。鋼の硬化は、部品のサイズと形状、鋼の分子組成、および使用する焼入れ方法の種類によって異なります。
CNCマシン