


バスタブ
背景
人間は先史時代から入浴してきましたが、入浴は衛生的なものよりもはるかに頻繁に、主に宗教的、社会的、または楽しい機能を果たしました。ギリシャ人は、早くも1700 B.C.に、給水と排水を備えたバスルームを持っていました。 ローマ人は、紀元前3世紀に中心的な社会的習慣として入浴を発展させました。 、脱衣、運動、入浴のためのいくつかの部屋を備えた巨大なサイズの精巧な公共の建物を建設します。
ローマ帝国の崩壊後、ヨーロッパでは入浴の人気が低下しましたが、それは出家生活の一部として存続し、イスラム諸国では存続しました。イスラム教徒の公衆浴場には、ドーム型の中央蒸気室の周りに集まった更衣室、冷浴、温浴が含まれていました。公衆浴場は11世紀と12世紀にヨーロッパで人気を取り戻しました。
民家では寝室に設置された木製の桶で入浴していましたが、一部の城や宮殿には常設の浴室がありました。実際、イギリスのヘンリーmは、ウェストミンスター宮殿の浴場に温水と冷水の流水を設置していました。
18世紀になると、水飲み場(イギリスのバースなど)で季節を過ごすことが流行しましたが、19世紀の衛生に関する研究だけが入浴の美徳を生み出しました。入浴は、学校や施設の原始的で通常は持ち運び可能な冷浴で行われました。 19世紀半ばには寝室に常設の浴槽が設置されましたが、配管は存在せず、手動で浴槽を空にする必要がありました。第一次世界大戦後、私は配管と浴槽の製造を行い、流水を備えた浴槽を家庭に恒久的に設置できるようにしました。
浴槽は現在、配管器具および器具業界の一部であり、1994年に米国で合計約57億ドルになりました。この市場は、器具と器具の間でほぼ均等に共有されています。ジェットバスや温水浴槽を含む300万以上の浴槽が年間出荷されています。衛生器具は、それらが作られている材料によって、ガラス質、金属、プラスチックの3つの産業に分類されます。近年、消費者の嗜好の変化により、他の材料が置き換えられ、浴槽、ジェットバス、洗面台用のプラスチックが採用されています。浴槽の62%、ジェットバスの92%、洗面所の28%はプラスチックでできています。プラスチックの他に、浴槽の標準的な材料はエナメルを塗られた鋳造鉄です。 または鋼。浴槽は、米国規格協会によって確立された規格に従って製造する必要があります。
製造
プロセス:エナメル
浴槽
原材料
浴槽の金属ベースは、灰色の鋳鉄(炭素、シリコン、マンガン、リン、硫黄を含む)、チタン鋼、ゼロ炭素鋼、または部分的に脱炭された鋼でできています。これらの組成物は、エナメルを塗るために特別に設計されています。エナメル質は、製造された化学物質と天然鉱物の両方のさまざまな原材料で構成されるフリットまたはガラスから作られています。これらには、粘土、長石、バリウムが含まれます 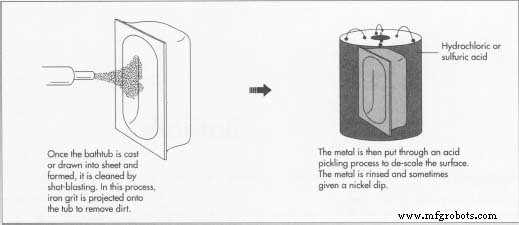 浴槽の金属ベースは、灰色の鋳鉄、チタン鋼、ゼロ炭素鋼、または部分的に脱炭された鋼でできています。 。これらの組成物は、エナメルを塗るために特別に設計されています。炭酸塩、ホウ酸、石灰石、蛍石、砂、その他の酸化物。
浴槽の金属ベースは、灰色の鋳鉄、チタン鋼、ゼロ炭素鋼、または部分的に脱炭された鋼でできています。 。これらの組成物は、エナメルを塗るために特別に設計されています。炭酸塩、ホウ酸、石灰石、蛍石、砂、その他の酸化物。
金属の準備
- 1金属は型に鋳造されるか(灰色の鋳鉄)、シートに引き伸ばされて成形されます(鋼)。エナメルを塗る前に、それをきれいにする必要があります。鋳物の洗浄は、場合によっては予備焼鈍(1350〜1500°F [730〜820°C]での加熱)後に、冷却した鉄グリットで表面をブラストすることによって実行されます。グリット、つまり「ショット」は、圧縮空気を使用してノズルから投射されるか、特殊な機械を使用して遠心力によって表面に飛ばされます。両方の方法を組み合わせて使用することができます。このブラストにより、金型の汚れや砂の粒子が金属表面から除去されます。
板金は、より複雑な洗浄プロセスを経る必要があります。最初に、アニーリング後にショットブラストによって表面を洗浄して、応力を解放し、グリースの堆積物を取り除きます。脱脂は、最初に有機溶剤を使用し、次に高温のアルカリ性溶液を使用して、化学洗浄剤を使用して行われます。有機溶剤は、金属表面からグリースとオイルの大部分を除去します。アルカリ性溶液は、残っている油の膜を取り除き、酸洗いの準備ができた表面を残します。
酸洗いでは、塩酸または硫酸、あるいはこれらの酸の組み合わせを使用します。このプロセスは表面のスケールを落とし、鉄とグラウンドコートエナメルの間に強い結合を形成するのに役立ちます。酸洗いに続いて流水ですすぐ。次のステップは、ニッケル硫酸塩とホウ酸の溶液を使用して金属をニッケルの層でコーティングするニッケルディップです。この層はまた、エナメル質との良好な結合を形成するのに役立ちます。ニッケルを浸した後、製品を完全にすすぎ、中和剤溶液にもう一度浸します。この溶液は、水中のソーダ灰とホウ砂で構成されており、微量の酸を除去するだけでなく、錆を防ぎます。中和後、錆びないように金属をできるだけ早く乾燥させます。
エナメル質の準備
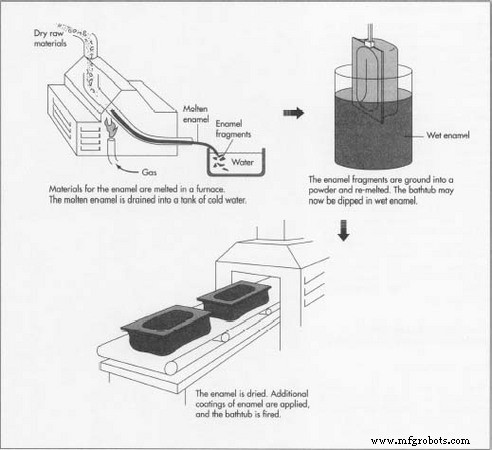
- 2原材料を注意深く秤量し、正確な量で混合した後、油またはガスを燃料とする回転式または連続式の炉でバッチを溶融することにより、エナメルフリットを調製します。溶解が完了すると、溶融したエナメル質は炉から細い流れで冷水タンクに流れ込み、小さな破片が生成されます。連続炉の場合、溶融フリットは水冷ロール間を移動し、フリットを冷却します。その後、フリットは乾燥され、バッグに保管されます。エナメルを塗布する前に、ボールミルを使用してエナメルのブロックを粉砕媒体として粉末に粉砕する必要があります。湿った状態で塗布する場合、エナメル質は粘土と水を加えて粉砕され、スリップまたはスラリーになります。
エナメル加工
- 3乾燥したエナメル質は、エナメル質の融点を超える温度に事前に加熱された金属表面にまぶされます。粉末は高温の物品と接触すると溶け、連続的なコーティングを形成します。炉で焼成すると、滑らかな磁器のような表面ができます。
ウェットエナメルは、大きなオープンタンクを使用した浸漬プロセスによって適用されます。浸漬後、コーティングされた部分は排水され、薄く均一なコーティングが生成されます。浸漬タンクは、再計算システムを使用してエナメル質をリサイクルします。ウェットエナメルは、自動スプレー装置を使用して塗布することもできます。
エナメルを塗った後、コーティングされた部品は、ガスバーナー、エナメル炉からの蒸気または排熱、または赤外線ランプによって加熱されるキャビネットまたはコンベヤードライヤーを使用して乾燥されます。焼成は、金属製の発熱体で加熱された炉で行われます。通常、エナメルの2つのコーティングが適用されます。グラウンドコートの後にカバーコートが続きます。カバーコートの焼成に時間がかかります。
製造
プロセス:プラスチック製の浴槽
原材料
プラスチック製の浴槽は、ABS(アクリロニトリル-ブタジエン-スチレン)、アクリル樹脂、ガラス繊維強化ポリエステルなど、さまざまなポリマー材料でできています。 ガラスポリエステルタイプは、浴槽シャワー市場を支配します。耐火性を向上させるために、特殊な添加剤をポリマー材料に組み込むことができます。養殖大理石の外観を与えるために、大理石のチップやほこりを追加することもできます。
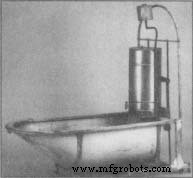 この1920年代のバスタブは、スペースを節約するために折りたたまれ、専用の給湯器が付いていました。 (ヘンリーフォード博物館とグリーンフィールドヴィルジのコレクションから。)
この1920年代のバスタブは、スペースを節約するために折りたたまれ、専用の給湯器が付いていました。 (ヘンリーフォード博物館とグリーンフィールドヴィルジのコレクションから。)
バスルームは通常、機械化の原理を説明するために考える場所ではありません。しかし、入浴施設の変革は、効率性と機械化に対する西洋社会の執着を適切に示しています。古代ギリシャ、特にローマ帝国の浴場は、20世紀のルラの単純な「離れ家」よりもはるかに精巧で、技術的に洗練されていて、プライベートでした。アメリカ。バッシング施設の設計、建設、保守に明らかな注意が払われていることは、何世紀にもわたってお風呂の活動が文化的アイデンティティにどれほど不可欠であったかを示しています。
で 19世紀のアメリカでは、入浴は当たり前ではありませんでした。 1880年代には、おそらく6人の都市居住者のうち5人が適切な入浴施設を持っておらず、バケツとスポンジを使用しただけでした。世紀の後半には、共同入浴施設を奨励するために多くの努力が払われました。改革派はまた、個人の家でのシャワーの使用を歓迎することを提唱しました!わずかな成功しか収めていない公共施設として。本質的に、アメリカ人は入浴を考えていませんでした!それは一般的な健康に必要であり、他の文化で一般的なより完全な精神的および物理的療法セッション(熱風またはスチームバス、マッサージ、体操)と関連していませんでした。上流階級のアメリカ人にとって、スパへの旅行は年に一度起こるかもしれませんが、確かに一度は弱いわけではありません。
バスタブは20世紀に入っても贅沢と見なされていました。浴槽の外観が大幅に増加したのは1920年代で、中央給水システムが拡張されました。 1380ドルで開発されたホテイの建物の形に続いて、家、長屋、アパートはますます風呂専用の別々の部屋で建てられました。 1921年から1923年の間に、衛生的なエナメルを塗られた風呂の備品(トイレ、洗面台、浴槽)の生産は疑われました。
ウィリアム・S・プレッツァー
ほとんどのプラスチックの出発原料は石油化学製品、つまり石油と天然ガスから作られた化学物質です。これらの化学物質は、スチールタンク内で他の特殊な化学物質(安定剤、充填剤、染料または顔料、可塑剤)と混合され、次に加熱されて化学反応を引き起こし、混合物を目的のポリマー組成に変換します。得られたポリマー材料を冷却および乾燥して、特定のプロセスおよび材料に応じて、粉末、ビーズ、またはペレットを形成します。
プラスチックは、熱可塑性樹脂と熱硬化性樹脂の2つのグループに分類されます。熱可塑性プラスチックは、加熱すると軟化または溶融し、ビニルおよびスチレンポリマーを含みます。熱硬化性プラスチックは、単純なポリマーとして製造される場合は成形可能ですが、熱と圧力によって、場合によっては硬化剤を使用して、架橋された不融性の形態に変換されます。このカテゴリに分類されるプラスチックには、エポキシ樹脂とポリエステルが含まれます。
成形プロセス
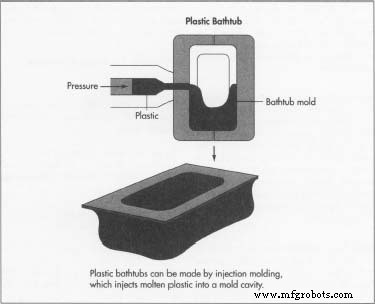
プラスチックを成形するために、予定表作成(ローラー間で圧搾してフィルムを形成する)、鋳造、圧縮成形、射出成形(溶融して冷却された金型に押し込む)など、さまざまなプロセスが使用されます。
射出成形では、一般的に往復スクリューマシンが使用され、プラスチックを溶融し、溶融物を加圧して閉じた金型に注入し、プラスチックが固化できるように金型を閉じ、金型を開いて部品を取り外すことができます。スクリューがバレル内で油圧で前方に押し出されると、噴射が発生します。冷却と凝固の期間中、スクリューは回転し始め、次の部品のために新しい材料を溶かします。
圧縮成形は、プラスチックと繊維強化の両方の浴槽を作るために使用されます。強化浴槽の場合、繊維、ポリエステル樹脂、顔料、フィラー、その他の添加剤を混ぜ合わせてシート状にします。この工程では、専用機を使用して、プラスチック製のキャリアフィルムに一定量の樹脂フィラーペーストを塗布します。キャリアフィルムは、ガラスロービングを短い長さに切断するチョッパーの下を通過します。ガラスが樹脂床に落ちた後、ペーストの別の層を備えた別のキャリアフィルムが上に追加され、2つの層の間にガラスを挟みます。このサンドイッチ構造は、一連の圧縮ローラーを通過して、繊維と樹脂を完全に混合します。
シート成形コンパウンドと呼ばれる材料が厚くなった後、キャリアフィルムが除去され、シート材料がチャージにカットされ、機械加工された鋼で作られた一致した金属ダイモールドに配置されます。高圧が加えられ、材料が加熱されて金型のすべての領域に流れます。金型からの熱で触媒が活性化し、硬化します。硬化したら、部品を金型から取り外します。
ハンドレイアップとスプレーレイアップと呼ばれる2つのプロセスを使用して、グラスファイバーを製造します。 バスタブ。ハンドレイアップは、補強材または樹脂を含浸させた補強材の連続した層を手で型に配置する方法です。硬化は、圧力をかけずに室温で行われます。ポリマーを個別に追加する場合は、特殊なツールを使用して気泡を取り除き、繊維を完全に濡らします。スプレーレイアッププロセスは、ハンドレイアップよりも高速であり、チョップドファイバーのストリームを金型キャビティ内の液体プラスチックのスプレーに供給する必要があります。繊維の方向はランダムであり、プロセスは通常自動化されています。レイアップが完了した後、プラスチックは室温で妥当な時間内に固化または硬化する必要があります。これは化学反応によって発生します。
未来
新築住宅の建設は配管製品の主な需要源であるため、建設活動の復活のタイミングと規模、および全体的な経済は、浴槽の出荷の方向を決定する上で極めて重要な要素です。過去10年間で、2.5以上の風呂を備えた新しい一戸建て住宅の割合は約44%に倍増しました。これは明らかに浴槽の需要を増加させており、それは一般的な経済と建設活動が改善する限り続くはずです。
バスタブのデザインも進化しています。アメリカ障害者法の成立に伴い、障害者に対応する浴槽の特許が取得されており、この傾向は続くはずです。プラスチックの成形能力を利用して、メーカーは1ユニットのバスタブとシャワーも設計しています。安全性も重要な設計要素であり、プレハブの滑り止め表面コーティングが開発されています。
その他の設計改善は、漏れ防止の分野で継続されます。このような設計には、浴槽と床下の間に防湿ユニットを設けることや、壁と土台が浴槽の不可欠な部分になるように浴槽を設計することが含まれます。後者のアプローチは、浴槽と周囲の隣接する表面との間のすべての接触線を再配置して、それらが水の浸透から覆われ保護されるようにします。
製造プロセス