


アルミニウム加工コストを削減するための 3 つのヒント
あなたはプロトタイピング段階でお金を節約するためにここに来たデザイナーです。モノをデザインすることと、モノを作ることは全く別の芸術です。デザイナーは機能性と美学を目指し、製造エンジニアはその後、不可能な形状を残しました。まあ、状況はそれほど悪くはありません。部品は製造可能ですが、製造方法に関して部品が最初に設計された場合よりも、コストがはるかに高くなる可能性があります。 CNC アルミ部品を見て、アルミ加工コストを削減してみましょう。
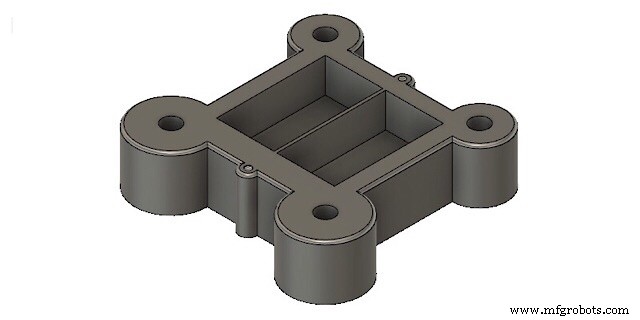
製品をプロトタイピング段階に持ち込む前に、確認すべきいくつかのヒントを次に示します。筐体モデルでヒントを説明することにしました。四角い穴にパネルを差し込んで4本のネジで取り付けるシンプルな装置のはずです。写真は下にあります。
ヒント 1. 穴を確認する
まず。ロングスレッド
ネジとネジが長ければ長いほど、保持力が強いという一般的な誤解があります。まあ、それは完全に間違っています。力を計算すると、ねじの最初の 2 つか 3 つの歯だけが力の 80% に耐えることがわかります。どういう意味ですか?長いボルト用の長い穴を開ける必要がないということです。
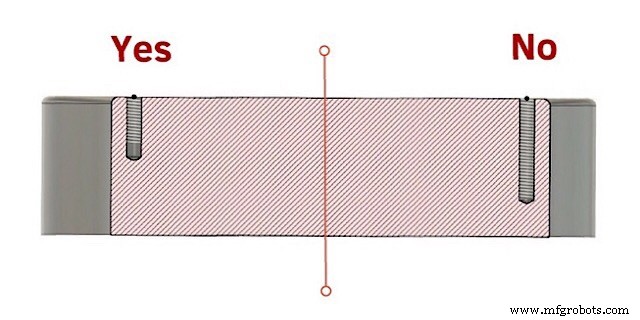
2番目。盲穴
穴がめくらでねじ切りされている場合は、穴の底近くにねじ山がないスペースを残します。少なくとも 2 ピッチ以上。ポイントは、糸通し器に2つのゾーンがあることです。 1つ目は「切り込み」です。器具の最初の直径はねじ山の内径と同じで、徐々に外径に向かって大きくなるため、器具は回転するたびに少しずつ切削します。 2 番目のゾーンはキャリブレーション用です。これにより、スレッドがより正確になります。そのため、ねじの最後のターンを完全に切断するには、器具にさらにスペースが必要です。
3 番目。深い穴を探す
一般的なガイドラインは、長さが直径の 3 倍を超えないようにすることです。その理由は、穴が深くなるほどドリルが長くなるからです。長いドリルは剛性が低く、軸から外れる可能性が高く、穴の品質が低くなります。ただし、そのような穴には、いわゆるガンドリルが使用されます。事実上任意の長さの穴を作成できますが、使用する必要がある場合はより多くの費用がかかります.そのため、部品に深い穴がある場合は、それらを調べる価値があるかもしれません.たとえば、可能であれば直径を大きくすることを検討してください。プロトタイプのためだけに。特別な器具を避けることができますが、部品はその主な機能を保持している可能性があります.
ヒント 2. ポケットを確認する
まず。 90度の角度
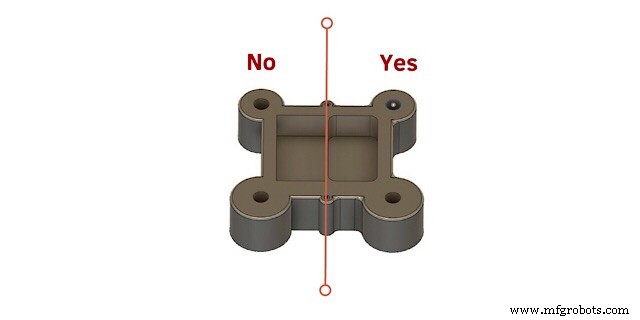
人々 は、ポケット付きのパーツを設計します。これらのポケットは 90 度の角度を持っています。しかし、プロトタイプ技術のほとんどの部品は、フライス加工 CNC センターを使用して機械加工されています。これは、円筒状の回転器具でストックからチップを切り出すことによって部品が作成されることを意味します。では、限られたスペースで 90 度の角度を実現するにはどうすればよいでしょうか。答えは、できません。設計を満たすために、メーカーは成形機を使用してフィレットを切断する必要があります。多くの場合、この角度は必要ありません。フィレをそのままにしてください。それを整形することは、まったく不要な追加操作です。
確かに、対応するパーツをスロットに入れる必要がある場合があります。しかし、挿入されるパーツに同じフィレットを作成することを検討する必要がありますか?それらを作成しても、CNC プログラムが難しくなったり長くなったりすることはありません。これがオプションでない場合は、大丈夫です。ポケットの深さの少なくとも 1/3 の円柱状の切り欠き (写真を参照) を作成します。これにより、製造業者はミルで部品を処理することができ、対応する正方形の部品はまだ適合します。
2番目。深いポケットを避ける
ハ、これは機械加工を始めたときの私の間違いでした。私は大きなタービンブレードを作っていて、翼の一部を機械加工しなければなりませんでした。しかし、私が選んだストックは小さすぎたので、ジグは翼の境界線に固定されていました.そのサイズと曲率のために、その中央のポケットは非常に深く、翼の周囲の内側以外には移動できなかったため、スピンドルがジグにぶつかって大惨事になるので、選択する必要がありました。長さ 150 mm の 10 mm ミル。切り込み深さを 0.3 mm 以上に設定すると、小枝のように折れてしまいます。それらの翼をフライス加工して2つまたは3つ失いました。だから、道徳はそうです。小さくて深いポケットは避けてください。それ以外の場合は、いくつかの楽器を購入して失う準備をしてください.
3 番目。薄壁を避ける
薄壁はあらゆるメーカーの敵です。加工には多くの力と熱が伴います。薄い壁はそれらによって非常に損傷を受けるため、重さを避けるために薄くした要素がある場合は、代わりにそれらを厚くしていくつかの穴を開けます.または、薄い壁をベースに近づけるほど厚くします。
ヒント 3. 部品の要件を確認する
多くの設計者は、パーツの精度が高いほど、または表面仕上げが細かいほど良いと考えています。これは大きな誤解です。確かに、研磨された部品は見た目が素晴らしく、光沢があり、腐食の影響を受けにくいですが、それらの製造は時間と費用のかかるプロセスです。これが、部品公差と表面仕上げが異なる理由です。
まず。表面仕上げをチェック
製造工学では、すべてのパーツ サーフェスが 2 つのカテゴリに分類されます。機能的で二次的。機能面は、メカニズム内の部品の動作を決定します。たとえば、車のホイールの内側の中央の穴は、シャーシに取り付けられているため、機能面です。これらのサーフェスは、通常、パーツの最も精密で細かいサーフェスです。それは論理的です。すべての負荷に耐え、すべての作業を行います。
一方、二次表面は、機能表面間の仲介者として機能するか、部品の強度に必要です (厚さを追加します)。これが、すべての面を細かくしても意味がない理由です。あなたは自分の分に対して 5 倍の金額を支払うだけです。
2番目。公差を確認してください
だから、ここでの話は同じです。彼らがその利点を利用しないのであれば、わざわざすべての表面を 0.005 mm の精度で研磨して仕上げる必要があります。部品を設計するときは、まずその機能面を決定し、それらに焦点を当てます。
まとめ
機械加工コストを削減するための何百万ものヒントがあります。その中には、部品図面での正しいサイズの配置に関するものもあれば、部品を修正するためのサーフェスの選択または作成に関するものもあります。設計を変更せずに加工を改善する方法や、その他の多くの複雑な対策があります。ただし、製品を設計する人はそれらを知っている必要はありません。製造技術者はしなければなりません。しかし、あなたはアウトソーシング会社で働いているので、少なくとも設計段階で彼の仕事の一部を取らなければなりません.これらのヒントに従うことで、プロトタイプの加工時間を大幅に短縮できます。
CNCマシン