


ペックドリルの缶詰サイクルを改善する方法
ほとんどのCNCマシニングセンターは、2種類のペックドリル缶詰サイクルを提供しています。G73は可鍛性材料の切りくず処理を実行し、G83は深い穴の切りくず処理を実行します。 G73は、穴を開けるときに切りくずを壊すために使用され、一定の間隔でドリルを少量(たとえば、0.1インチまたは2.5 mmごと)に引っ込めます。 G83は、穴を開けるときにドリルのフルートから切りくずを取り除くために使用され、ドリルの直径の3〜5倍ごとにドリルを穴から完全に引き込みます。
可鍛性材料に深い穴を加工する必要がある場合はどうなりますか?これには、2つの固定サイクルの組み合わせが必要であり、ほとんどのCNCにはこのための固定サイクルがありません。ただし、FANUCカスタムマクロを使用すると、独自のペックドリル缶詰サイクルを作成して、希望どおりに動作させることができます。モーダル呼び出しコマンドを作成し、選択したGコードで実行して、G80でキャンセルすることもできます。
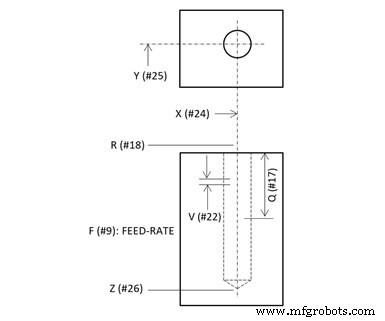
理想的には、ユーザーが作成した固定サイクルのカスタムマクロは、同じCNCワードを使用し、G73およびG83と同じ方法で呼び出されます。これにより、一貫性が確保され、混乱が最小限に抑えられ、プログラマーがG73またはG83を使用している現在のプログラムに大幅な変更を加えることがなくなります。この図は、この例の関連する単語を示しています。
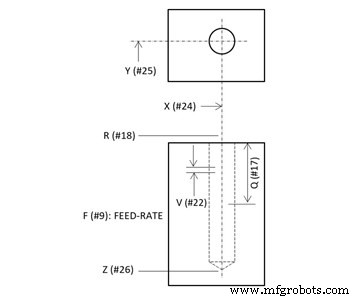
選択した文字アドレス引数は、G83で使用される引数に対応し、チップを壊すペックの深さを指定するために文字アドレスVが追加されていることに注意してください。これは、6つの穴を加工する呼び出しプログラムの例です。 G83を使用するプログラムにどれほど似ているかに注目してください。
%
O0001
(N005 T01 M06
N010 G54 G90 S600 M03
N015 G00 X0 Y0
N020 G43 H01 Z0.1
N025 G66.1 P9010 X1.0 Y1.0 Z-3.25 R0.1 Q1.0 V0.1 F5.0
N030 X2.0
N035 X3.0
N040 Y2.0
N045 X2.0
N050 X1.0
N055 G67
N060 G91 G28 Z0 M19
N065 M30
%
G66.1は、モーダルカスタムマクロ呼び出しコマンドを指定します。 G67はそれをキャンセルします。特別なGコードを使用してモーダルカスタムマクロ(G89など)を呼び出す場合は、プログラムO9010に関連するユーザー作成のGコードパラメーターに-89の値を設定します。現在のFANUCCNCの場合、これはたまたまパラメータ6050です。値89はGコード番号です。負にすると、カスタムマクロへのモーダル呼び出しを発生させるようにCNCに指示します。また、パラメータ6007のビット3がゼロに設定されていることを確認して、モーダルカスタムマクロ呼び出しのG66.1メソッドが使用されていることを確認する必要があります(G66ではありません)。
G67ではなくG80でキャンセルするには、ユーザーが作成した別のGコードを作成します。パラメータ6051に値80を設定します。この時点から、CNCはG80が読み取られるたびにプログラムO9011を実行します。
%
O9011
G80(G80の通常の機能、固定サイクルのキャンセル)
G67(モーダルカスタムマクロ呼び出しのキャンセル)
M99
%
これがペックドリルのカスタムマクロです:
%
O9010
(モーダル引数を保持)
IF [#24EQ#0] THEN#101 =#5001
IF [#24NE#0] THEN#101 =#24
IF [#25EQ#0] THEN#102 =#5002
IF [#25NE#0] THEN#102 =#25
IF [#26NE#0] THEN#103 =#26
IF [#18NE#0] THEN#104 =#18
IF [#17NE#0] THEN#105 =#17
IF [#22NE#0] THEN#106 =#22
IF [#9NE#0] THEN#107 =#9
#24 =#101
#25 =#102
#26 =#103
#18 =#104
#17 =#105
#22 =#106
#9 =#107
(定数)
#33 =0.05(穴へのアプローチ)
#4 =0.005(チップブレイクリトラクト量)
(チップクリアループの初期化)
#28 =ラウンド[[ABS[#26-#18]] /#17](チップクリアリングの数)
#17 =[ABS [#26-#18]] /#28(再計算されたチップクリアリングペックの深さ)
#29 =#18(現在のチップクリアリングペックアプローチPOS)
(チップブレイキングループの初期化)
#31 =ラウンド[#17 /#22](チップを壊すペックの数)
#22 =#17 /#31(再計算されたチップブレイキングペックの深さ)
#32 =#18-#22(現在のチップブレイキングボトムポジション)
(初期ポジショニングの動き)
G00 X#24 Y#25
Z#18
(チップクリアリングペックドリリングループ)
#27 =1(チップクリアリングペックのカウンター)
WHILE [#27 LE#28] DO 1
G00 Z#29(現在のZアプローチPOSに移動)
(チップブレイクペックドリリングループ)
#30 =1(チップを壊すペックのカウンター)
WHILE [#30 LE#31] DO 2
G01 Z#32 F#9(MAKE PECK)
G00 Z [#32 +#4](ブレークチップ)
(STEP CHIPB BREAK PECK DRILLING LOOP VALUES)
#30 =#30 + 1(ステップカウンター)
#32 =#32-#22(STEP CURRENT CHIP BREAK BOTTOM)
終了2
G00 Z#18(穴からの撤回)
#27 =#27 + 1(ステップカウンター)
#29 =#32 +#22 +#33
終了1
M99
%
産業機器