


3ジョーチャックにジョーを取り付けるときに時間を節約する方法
3ジョーチャックは、CNCターニングセンターで使用される最も使用されているワークホールディングデバイスの1つです。トップツーリング(通常はハードジョーまたはソフトジョー)をチャックのマスタージョーに取り付けるための2つの一般的な方法は、クイックチェンジシステムとTナットです。
ジョーの取り付け方法は何ですか?
クイックチェンジシステムは、アタッチメントキーを半回転させるだけで各ジョーの取り外しと取り付けを簡単にしますが、セレーション間に大きなピッチ距離を残します。これは正確な顎の配置に問題を引き起こし、柔らかい顎を退屈させるときに多くの場合、より多くの材料を除去する必要があります。
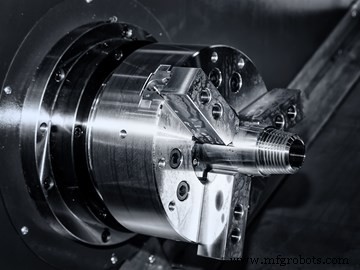
写真提供者:ゲッティイメージズ
Tナットを使用するには、ジョーごとに1つのナットが必要であり、それぞれを2つのソケットヘッドキャップネジで固定します。この方法ではセレーションピッチが小さくなり、配置の解像度が細かくなります。しかし、ピッチが非常に小さく、マスタージョーに多くのセレーションがあるため、オペレーターが最初の試行で3つのジョーすべてを正しいセレーションに配置するのは難しい場合があります。このプロセスでも6本のネジを締める必要があるため、顎の配置は面倒で時間がかかる可能性があります。
3ジョーチャックのマスタージョーが細かいセレーションを備えており、各ジョーが2つのソケットヘッドキャップネジで固定されている場合、特にエントリーレベルのオペレーターの場合、ジョーの取り付けに必要以上に時間がかかる可能性があります。ジョーが最終的に正しいセレーションになったら、誰もジョーの取り付け位置を記録しないと、時間が複雑になります。オペレーターは、ジョブを実行するたびにこの面倒なタスクを繰り返す必要があります。
以下で説明する位置決め技術は、専用のジョーに最適です。これらは、繰り返される仕事に使用される顎です。本番稼働が完了すると、ジョブが再度実行されるまで専用のジョーが確保されます。
取り付け精度を向上させる方法
低コストで高品質のレーザーポインターは、ジョーの取り付けプロセスを合理化できます。レーザーポインターの細いビームは、オペレーターが各ジョーを取り付ける必要がある場所をターゲットとする小さなポイントを生成します。これにより、オペレーターはセレーションを数える必要がなくなり、顎の取り付けから推測作業を省くことができます。
とはいえ、オペレーターは、レーザーポインターをマシンのタレットに適切に取り付けて、Z軸に沿ってチャックに向くようにする方法も見つける必要があります。丸いレーザーポインターを取り付ける1つの方法は、ボーリングバーホルダーの穴にそれらを配置することですが、これには、オペレーターがレーザーポインター専用のタレットステーションを用意する必要があります。この状況では、レーザーをタレットに恒久的に保持することで、ショップがレーザーを必要とするときはいつでも、交換と取り外しを削減しながら時間を節約できます。ただし、オペレーターは、プログラムの実行によって生成される冷却剤や破片からレーザーを保護する必要があります。
レーザーのキャリブレーション方法
レーザーポインターを取り付けた後、オペレーターはその位置を顎の希望の位置に調整する必要があります。これを行う1つの方法は、ジョーのセットを通常どおりに取り付け、ジョーを取り付けた状態で、オペレーターがFANUC CNC「マシン」位置ページのX軸レジスター(または他のメーカーのマシンの同等のもの)を監視して、機械の基準位置からのX軸の位置。
最高の精度を得るには、オペレーターはジョーを閉じて(外部クランプのために内側に)、レーザーポインターをオンにする必要があります。マシンのハンドホイールを使用すると、X軸がレーザービームが顎のクランプ面に当たる位置に移動するはずです。この時点で、「機械」位置ページのX軸レジスタには、X軸基準点からの距離(直径)が表示されます。この例では、X軸レジスタが-8.3735インチの値を示していると言います。これらのコマンドをCNCプログラムに追加して、後で使用できるように位置を保存します(追加されたコマンドを記憶するために、このプログラムを必ず保存してください)。
- 。
- 。
- N450 M30(加工プログラムの終了)
- N999(レーザーポインターを配置するための特別なシーケンス)
- G28 U0(マシンをX軸の基準位置に移動)
- U-8.3735(レーザーポインターをジョー取り付け位置に移動)
- M30(特別なシーケンスの終わり)
次回オペレーターがジョブを実行するとき、オペレーターはN999シーケンスまでスキャンし、そこからプログラムを実行します。マシンは自動的にレーザーポインターをジョーマウント位置に移動して停止します。
あるいは、オペレーターは、ジョーを取り付ける前に、ビームをプログラムして希望のジョー取り付け直径に移動することにより、レーザーポインターを較正することができます。この方法では、オペレーターは、レーザービームがX軸の基準位置にあるときにレーザービームが指している直径を決定してから、ジョーの取り付け直径を計算する必要があります(ジョーがクランプ位置にある場合)。オペレーターは、ジョーが中間点でパーツを確実にクランプするように、ジョーのストロークを知る必要があります。両方の直径がわかっている場合、基準位置の直径からジョー取り付け直径を引くと、上記の特別な順序でUワードの値が得られます(ただし、Uワードは負になります)。
産業機器