


両荒ピンチ研削でタクトタイム半減

製造業の「スピードの必要性」は、顧客が製品のより迅速なターンアラウンドを要求するため、過去よりも今日の方が真実です。そして、あるメーカーが対応できない場合、顧客は別の会社を見つけます。そのため、多くのマシン ショップはプロセスを発明したり、より効率的な新しい設備に投資したりして、
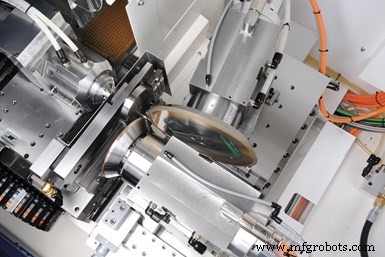
両方の写真に、ダブルラフ円筒ピンチ研削プロセスが示されています。ただし、上の写真では、ホイールが 10 度に配置されています。ここでは、ホイールはパーツの軸にほぼ沿って移動します。このような軸方向の動きで砥石が材料に進入すると、砥石はより効率的に研削できます。ただし、90 度 (下の写真) では、ホイールはバックアングルとくぼみの動きを実行できますが、10 度の位置に比べてより多くの振動が発生します。 Rollomatic によると、プロファイルが許せば 10 度の位置を使用する必要があります。写真提供:Rollomatic Inc.
これは工具メーカーにも当てはまります。そのために役立つプロセスの 1 つは、ダブルラフ ピンチ円筒研削と呼ばれる別のピンチ研削プロセスです。新しい研削プロセスは、従来のピンチ研削と比較してサイクル タイムを半分に短縮するだけでなく、いくつかの利点を挙げると、熱の発生が少なく、静かなプロセスです。
このダブルラフピンチ研削法は、Rollomatic Inc. によって、特に超硬切削工具および T スロットカッターのブランク準備用に設計されました。このプロセスは、1996 年に開発された同社の ShapeSmart NP50 ピンチ/ピール研削盤に統合されました。
この方法は、先行する荒削りホイールを使用して材料の大部分を除去し、次に反対側の仕上げホイールを使用して細かい仕上げを行う従来のピンチ研削とは異なります。両方の砥石は、同時研削中に互いに向かい合うため、部品への圧力に対抗します。逆に、ダブル荒ピンチ研削では、両方の研削ステーションに粗研削用の粒度のダイヤモンド ホイールが装備されています。これら 2 つの荒削りホイールは同期して動作しますが、材料除去の大部分は先行ホイールが行います。もう一方のホイールは、最初のホイールから残った材料をクリーンアップします。 2 番目のホイールのラグ距離は、プロファイルに沿った位置に依存します。これは、ダブル荒削りプロセスがツール ブランクのネッキング用に特別に開発されているためです。
研削スピンドルもプロセスの重要な役割を果たします。 NP50 の同期ダイレクト ドライブ スピンドルはそれぞれ、動作中に一定の速度を提供する同期モーターを備えた 19 馬力のピークを備えています。 Rollomatic によると、トルク曲線も非常に効率的です。同期モーターの回転力は、回転数が高くても減少しません。
マシンの効率的な同期スピンドルも、わずか 35% 以下の消費電力で動作するため、有益です。その結果、機械や研削プロセスに熱が放出されません。また、誘導モーターと比較して、負荷がかかっていても動作がはるかに静かであると言われています。
事例紹介
Rollomatic は、この研削方法が超硬および硬化鋼ワークピースに最適であることを示唆しています。これらの材料の硬度と耐熱性は、研削性の最良の選択肢であると言われています。
たとえば、シャンク径が 5/8 インチ、ネック径が 0.400 インチ、ネック長が 2.25 インチの 100 個の超硬ソリッド ブランクの試験生産では、ダブル荒ピンチ研削により、サイクル タイムが 5 分 5 秒に短縮されました。同社によると、従来の粗/仕上げピンチ研削のサイクル タイムは約 10 分であるのに対し、数秒で済みます。

このソリッド カーバイド T スロット ブランクは研磨されましたダブルラフピンチ研磨技術を使用。 ShapeSmart NP50 ピンチ/ピール研削盤でダブルラフ ピンチ研削を使用した試験生産では、ロード/アンロードなしのサイクル タイムは 5 分でした。と 5 秒
満足できる仕上がり、再現性の向上
ダブルラフ ピンチ研削では、仕上げダイヤモンド ホイールを使用した 1.2 マイクロインチと比較して、12 ~ 32 マイクロインチの表面仕上げを実現できます。
この研削方法の繰り返し可能なプロセスは、別の利点です。 Rollomatic によると、オペレータは、最適な送りと速度を継続的かつ細心の注意を払って調整する必要なく、研削作業をセットアップできます。
また、この技術の再現性により、砥石を頻繁に修正する必要なく、長期バッチ生産が可能になります。同社によると、粗砥石は通常、細かいグリットの仕上げ砥石と比較してコーナーの保持力が優れています。
ダブルラフ ピンチ研削が提供するすべての効率上の利点とともに、NP50 研削盤では生産性を向上させるさらに多くの機能を利用できます。
この機械はこのダブル粗ピンチ研削技術を提供しますが、粗ピンチ研削と仕上げピンチ研削は引き続きマシンで実行できます。また、部品測定や自動ローディングユニットなどのオプションもご利用いただけます。
アプリケーションにとって工程内部品測定が重要な場合、Rollomatic は機械のオプションとして Marposs 直径ゲージを提供します。ユニットはツールの軸に沿った 1 か所で直径を測定し、フィードバックは機械に自動ホイール位置補正を行うよう信号を送ります。同社によると、この補正は、周囲温度の変化や砥石の摩耗の場合に役立つとのことです。ゲージは平面をプローブし、平面に従って部品の円形位置をプリセットするためにも使用できます。

ShapeSmart NP50 ピンチ/ピール研削盤は、従来のピンチ/ピール研削だけでなく、ダブルラフ ピンチ研削技術を使用するようにアップグレードされました。二重粗ピンチ研削は、サイクル時間を半分に短縮し、表面仕上げを改善し、熱と騒音も低減します。
自動ローディング ユニットは、標準の NP50 マシンに統合することもできます。 3 軸の高速自動ピックアンドプレース ツール ローダーは、迅速なセットアップ速度を念頭に置いて同社によって開発されました。事前に校正されたカセットと、グリッパーの位置を再設定することなく異なる直径を保持できるグリッパー設計を使用しています。
ローロマティック | rollomatic.ch/en
産業機器