


修飾された自由表面エレクトロスピニングを使用した高品質ナノファイバーのハイスループット製造
要約
バブルエレクトロスピニング(BE)に基づいて、銅管で作られた溶液リザーバーと組み合わせた円錐形のエアノズルを使用した修正自由表面エレクトロスピニング(MFSE)が提示され、高品質のナノファイバーの生産が増加しました。 MFSEプロセスでは、ドデシルベンゼンスルホン酸ナトリウム(SDBS)をエレクトロスピニング溶液に添加して、液面に気泡を発生させました。ナノファイバーの形態と生成に及ぼす印加電圧と発生した気泡の影響を実験的および理論的に調査しました。電界の理論的分析結果は実験データとよく一致しており、印加電圧の増加に伴ってナノファイバーの品質と生産が向上し、生成された気泡がナノファイバーの品質と生産を低下させることを示しました。
>背景
エレクトロスピニングは、ポリマーナノファイバーを製造するためのシンプルで効率的な技術として認識されています。高表面積、高表面エネルギー、高表面活性などにより、エレクトロスピニングされたナノファイバーは、不織布[1]、強化繊維[2]、薬物送達システム[3]などのさまざまな用途に使用できます。 、組織工学[4]、燃料電池[5]、複合材料[6]、ろ過[7]、フォトニクス[8]、センサー[9]、スーパーコンデンサー[10]、創傷ドレッシング[11]など[12、 13,14,15]。
従来の単針エレクトロスピニングは、ナノファイバーの生産量が少なく、通常は0.01〜0.1 g / hのレベルであるため、商業用途へのナノファイバーの適用を妨げています[16]。ナノファイバーの用途を広げるために、高品質のナノファイバーを大量生産することが望ましい。多くの努力がエレクトロスピニング技術の生産を強化することに集中してきました。 Ding etal。 [17]多針エレクトロスピニングシステムを使用することにより、繊維の紡糸に成功しました。ドスンム他[18]は、多孔質チューブを備えたエレクトロスピニング技術を開発しました。 Yarin etal。 [19]は、2層システムに作用する通常の磁場と電場の組み合わせに基づいてナノファイバーを大量生産するための自由表面エレクトロスピニング(FSE)を発表しました。 Jirsak etal。 [20]ナノファイバージェネレーターとして回転水平ローラーを使用するFSEの特許を取得。王ら。 [21]は、紡糸口金として円錐形の金属ワイヤーコイルを使用した新しい無針エレクトロスピニングを実証しました。 Lu etal。 [22]は、紡糸口金として大きな金属回転コーンを使用した新しいハイスループットエレクトロスピニング技術を報告しました。秦ら。 [23]は、複数のジェットを形成するために1段のピラミッド型の銅紡糸口金を使用したFSEセットアップを提示しました。 Chen etal。 [24]は、ガスポンプを使用して液面に気泡を発生させ、複数のジェットを生成しました。 Liu etal。 [25]は、ナノファイバーのスループットを向上させるために、紡糸口金としてニードルディスクを使用するエレクトロスピニング技術を提案しました。さらに、帯電したジェットのダイナミクスを研究するために、ナノ流体の数値シミュレーション[26]が提示されました。そして、電場[27]や磁場[28]などのさまざまなパラメータがナノ流体の挙動に及ぼす影響を体系的に実行しました。
この論文では、気泡エレクトロスピニング(BE)に基づく高品質のナノファイバーのハイスループット製造を得るために、銅管で作られた溶液リザーバーと組み合わせた円錐形のエアノズルを使用する修正自由表面エレクトロスピニング(MFSE)を紹介しました[24]。銅管で作られた溶液リザーバーと組み合わされたノズルを使用して、エレクトロスピニングプロセスを開始するための複数のジェットを生成した。 MFSEの有効性は、ナノファイバーの直径分布とスループットを測定することによって実験的に研究されました。結果は、ナノファイバーの品質と生産が印加電圧の増加とともに改善されたことを示した。 BEと比較して、MFSEは、はるかに高い印加電圧でナノファイバーを生成できるため、ナノファイバーの直径が減少し、直径の分布が向上し、ナノファイバーのスループットが向上します。
界面活性剤は、一般に、気泡の発生に大きな影響を与えるポリマー溶液の表面張力を低下させるために使用されます。結果として、気泡の形成と安定化は、使用される界面活性剤の組成と物理化学的特性に大きく依存します[29]。以前、界面活性剤であるドデシルベンゼンスルホン酸ナトリウム(SDBS)をほんの少しでも、表面張力を大幅に低下させ、紡糸プロセスを促進し、エレクトロスピニングされたポリビニルアルコール(PVA)ナノファイバーの機械的特性を改善できることを発見しました[30 ]。したがって、この研究では、SDBSをエレクトロスピニング溶液に添加して、液面に気泡を発生させました。ナノファイバーの形態と生成に対する気泡の影響を実験的および理論的に調査しました。電界の理論的分析結果は実験データとよく一致しており、気泡がナノファイバーの品質と生産を低下させることを示しました。
メソッド
資料
1750±50°の重合を伴うPVAおよびSDBSは、Sinopharm Chemical Reagent Co.、Ltd。(上海、中国)から購入しました。濃度7wt%のPVA水溶液は、PVA粉末を脱イオン水に溶解して調製しました。また、0.3 wt%のSDBSをPVAソリューションに溶解しました。次に、溶液が均一になるまで90°Cで2時間撹拌しました。すべての化学物質は分析グレードであり、さらに精製することなく使用されました。
MFSE装置
MFSE装置の概略図を図1に示しました。装置は、可変高電圧発電機(0〜150 kV、TRC2020、Dalian Teslaman Technology Co.、LTD)、ガスポンプ(TEION4500co、Eiko、日本)で構成されていました。 )、ガス管を備えた直円錐形のエアノズル、内径40 mm、高さ30 mmの銅管で作られた垂直溶液リザーバー、およびリザーバー上の接地されたコレクター。円錐形のエアノズルの高さは20mmでした。ベースの内径は40mm、トップの内径は1.5mmでした。ノズルはポリエチレン(PE)でできており、その上部は銅溶液リザーバーの上部と同じ高さにする必要があります。発電機のプラス端子は、溶液リザーバーに直接接続されていました。発電機から供給される電圧を回転電圧と指定しました。
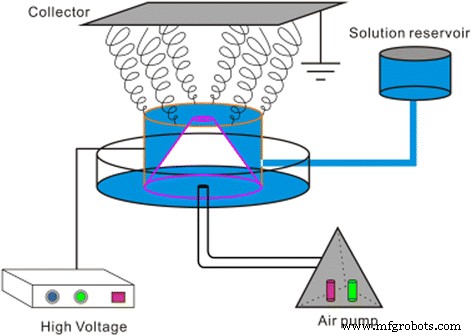
MFSE装置の概略図
ただし、BE装置の溶液リザーバーはポリマーチューブでできていました。そして、ノズルとしての細いポリマーチューブがリザーバー底の中央に固定されました。正極としての細い金属針がノズルを通り抜けた。ノズルとニードルはリザーバーの底から挿入され、それぞれガスポンプとジェネレーターに接続されました。金属電極は、より低い印加電圧につながります。 BEと比較して、MFSEは、はるかに高い印加電圧でナノファイバーを生成できるため、ナノファイバーのスループットが向上します。
MFSEプロセス
参考文献によると。 [23、29]および以前の研究[30]では、エレクトロスピニングパラメータは次のように設定されました:PVA濃度7 wt%、SDBS濃度0.3 wt%、印加電圧は30〜70 kvで変化し、ノズルからの作動距離接地されたコレクターまでは13cmでした。 MFSE実験は、室温(20°C)、相対湿度60%で実施されました。
PVA溶液がリザーバーに注がれ、液面はノズルよりも高かった。ガスバルブをゆっくりとオンにすると、溶液の表面張力が高いため、液面がノズルの周りに湾曲を形成します。電界が印加され、電圧がしきい値電圧を超えた後、凸状の液面で複数のジェットが開始されました。図2を参照してください。
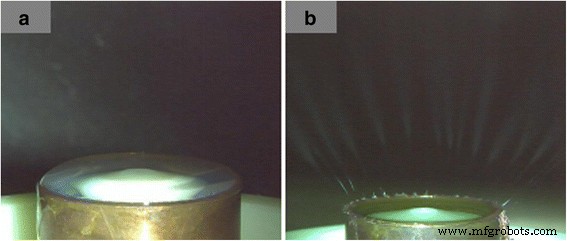
SDBSなしのMFSEの写真。 a 液面と b の写真 紡績工程の写真
SDBSを添加すると、ポリマー溶液の自由表面に直径が10〜30mmの気泡がいくつか発生しました。これらの泡は、表面で非常に小さな泡に砕かれます。小さな気泡の表面張力が、印加された電界によって克服できる臨界値まで低下すると、複数のジェットが気泡からコレクターに放出されました。図3を参照してください。
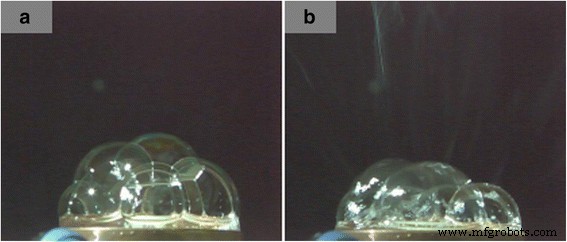
SDBSを追加したMFSEの写真。 a 液面と b の写真 紡績工程の写真
測定と特性評価
ジェットの動きは、25,000フレーム/秒のフレームレートで高解像度カメラによって観察されました(KEYENCE、VW-9000、日本)。エレクトロスピニングされたPVAナノファイバーの直径と配置は、走査型電子顕微鏡(SEM; Hitachi S-4800、日本)を使用して特徴づけられました。すべてのサンプルを室温で乾燥させた後、IB-3(Eiko、日本)で10分間金をスパッタコーティングしました。マトリックスの形態と繊維径の特性評価は、Image Jソフトウェア(米国国立精神衛生研究所)を使用して実行されました。電界分布は、Maxwell 2D(ANSOFT Corporation、USA)によって計算されました。
結果と考察
PVAナノファイバーへの印加電圧の影響
MFSEとBEを使用して得られたPVAナノファイバーの形態は、それぞれSEMによって実行されました。 MFSEプロセスにおける異なる印加電圧でのナノファイバーのSEM画像とそれに応じた直径分布を図4aに示し、BEのものを図4bに示しました。印加電圧が30kVの場合、MFSEで得られたナノファイバーの平均直径は148±8.53 nm、BEの平均直径は190±8.26nmでした。 MFSEによって生成されたPVAナノファイバーは、BEのものよりも細かく均質であることがわかりました。また、MFSEプロセスでの印加電圧の増加に伴い、直径分布はより均一になりました。
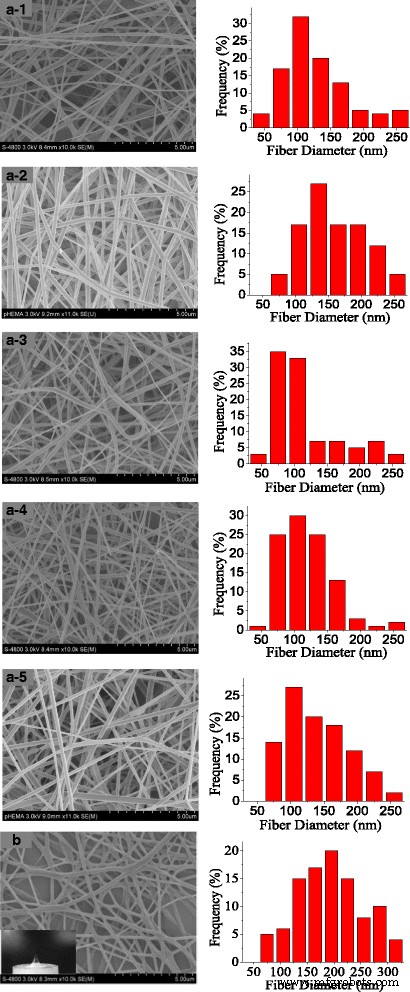
PVAナノファイバーのSEM画像。 a 印加電圧が異なるMFSE( a-1 30 kV、 a-2 40 kV、 a-3 50 kV、 a-4 60 kV、 a-5 70 kV);。 b BE(30 kV)。 挿入図 :BEプロセスの写真。右の図は、それに応じた直径分布です
図5と図6は、MFSEによって調製されたPVAナノファイバーの平均直径と生成に対する印加電圧の影響を示しています。印加電圧が30kV未満の場合、電気力が表面張力に打ち勝つには不十分であったため、ジェットはほとんど発生しなかったことが明らかでした。ただし、印加電圧が70 kVの場合、生成された電気力によってジェットの上昇運動が急速に加速します。そして、高度に加速された上向きの動きは、ジェットをさらに小さな繊維に伸ばすことはありません。したがって、MFSEプロセスでの印加電圧の増加に伴い、平均直径は最初に減少し、次に増加し、生産量が増加しました。印加電圧がMFSEプロセスで重要な役割を果たし、ナノファイバーの製造に直接影響することは明らかでした。
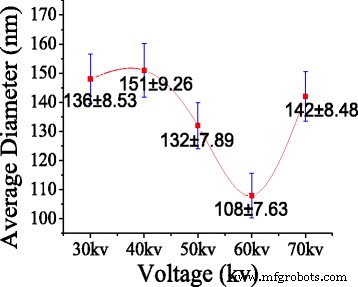
平均直径に対する印加電圧の影響
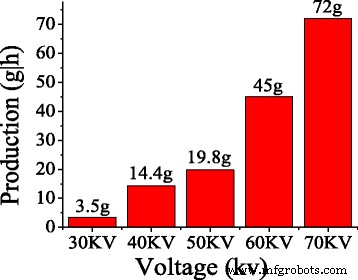
MFSEを使用した異なる印加電圧での製造
ただし、BEセットアップでは、金属電極が固定された溶液リザーバーはポリマーチューブでできていました。発電機のプラス端子は金属電極に接続されていたため、印加電圧が低くなりました。したがって、BEによって調製されたナノファイバーの生産はわずか3 g / hでした[24]。
PVAナノファイバーに対するSDBSの影響
MFSEプロセスでは、SDBSをPVA溶液に添加すると、溶液の表面張力が効果的に低下し、液面に気泡が発生する可能性があります。表1は、SDBSを添加した場合のPVA溶液の電気伝導率の増加と表面張力の減少を示しています。図7と図8は、SEM画像と、回転時間60kVの印加電圧で0.3wt%SDBSを含むPVA溶液から得られたナノファイバーの対応する直径分布を示しています。 0.3 wt%SDBSを含むPVA溶液から製造されたナノファイバーの利点直径は、純粋なPVA溶液から生成されたナノファイバーの利点直径よりも大きいことがわかりました。また、紡糸時間の増加に伴い、MFSEはPVAナノファイバーの直径分布にほとんど変化を与えず、PVAナノファイバーの生産量は12.5 g / hでした。結果は、生成された気泡がナノファイバーの直径を増加させ、ナノファイバーの生成を減少させることを示しました。それはおそらく、気泡の形成、変形、およびジェットをより小さな繊維にさらに伸ばすために使用できる破壊浪費エネルギーのためでした。さらに、エネルギー損失により、MFSEプロセス中の帯電ジェットの移動が遅くなり、ナノファイバーの生成が減少する可能性があります。
<図>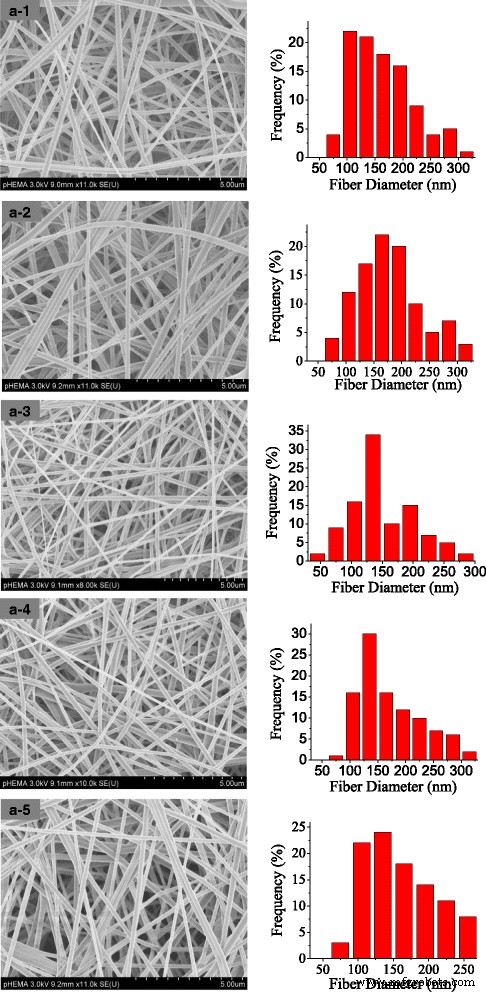
異なる紡糸時間( a-1 )でMFSEによって調製されたPVAナノファイバーのSEM画像 5分、 a-2 10分、 a-3 15分、 a-4 20分、 a-5 :25分)。右の図は、それに応じた直径分布です
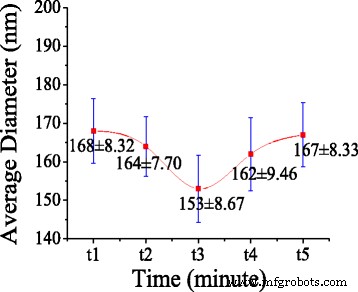
MFSEによって調製されたPVAナノファイバーの平均直径に対する紡糸時間の影響
SDBSを使用しない場合と使用した場合のPVAナノファイバー膜の引張強度や破断点伸びなどの機械的特性を表2に示します。ナノファイバー膜の引張強度と破断点伸びの両方が添加により増加することがわかりました。 SDBSの。つまり、SDBSを追加すると、PVAナノファイバー膜の機械的特性が向上する可能性があります。
<図>理論的分析
電界がジェットを生成する主な推進力であるため[23]、ジェットの開始は電界強度と、電界強度が高い領域がジェットを生成しやすくなることによって決定されます[25]。実験現象を明らかにするために、自由表面と気泡の周りの電界分布をそれぞれMaxwell2Dによって計算しました。
図9は、作動距離13 cm、印加電圧60kVでの自由表面と気泡の周りの電界分布のシミュレーション結果を示しています。調査したMFSEプロセスでは、次のプロセスパラメータに対して2Dシミュレーションを実行しました。正極としての銅製リザーバーは幅40 mm、高さ30 mmの長方形で、銅の導電率は5.8×10 11 us / cm、作動距離は130 mm、印加電圧は60 kV、気泡の直径は20および25 mm、SDBSを使用した場合と使用しない場合の7 wt%PVAソリューションの表面張力は45および33 mN / mでした。これらのソリューションの導電率は、それぞれ8.8と43 us / cmでした。
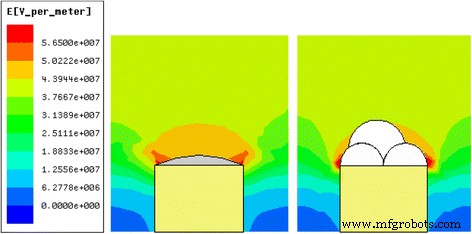
60 kV(作動距離13 cm)での電界分布のシミュレーション。 a 自由表面の周り。 b 泡の周り
図9aは、自由表面の湾曲部分の電界が非常に不均一で高いことを示しており、これらのサイトがジェットを自己生成するのにより効率的である必要があることを示唆しています。そして、溶液リザーバーのエッジは、リザーバーの金属材料のために、自由表面よりもはるかに高い電界強度を持っていました。図2に示すように、自由表面の湾曲部分の周りで多数のジェットが開始されました。そして、表面ではなくエッジの周りのより高い電界強度が、ジェットが最初に溶液リザーバーのエッジから生成された主な理由である可能性があります。しかし、図3に示すように、気泡から複数のジェットが生成されました。図9bは、気泡の電界強度が自由表面の湾曲部分よりも低いことを示しています。静電力がジェットの動きを加速する主な推進力であったため、ジェットはより高い電界の下でより速く移動します。したがって、気泡よりも自由表面の湾曲部分の電界が高いことが、生成された気泡がナノファイバーの直径を増加させ、ナノファイバーの生成を減少させる主な理由である可能性があります。理論的な分析結果は実験結果とよく一致していました。
結論
この論文では、円錐形のエアノズルと銅管製の溶液リザーバーを組み合わせた高効果の自由表面エレクトロスピニングの開発に成功し、高品質のナノファイバーを長時間紡糸してハイスループットで製造することに成功しました。ナノファイバーの品質と生産に及ぼす印加電圧の影響を体系的に調査した結果、ナノファイバーの品質と生産は、印加電圧の増加とともに改善されたことが示されました。 BEと比較して、MFSEは、はるかに高い印加電圧でナノファイバーを生成できるため、ナノファイバーの直径が減少し、直径の分布が向上し、ナノファイバーのスループットが向上します。
さらに、エレクトロスピニングされた溶液に界面活性剤SDBSを添加して、MFSEプロセスで溶液の自由表面に気泡を生成しました。ナノファイバーの形態と生成に対する気泡の影響を実験的に調べた。結果は、紡糸時間の増加に伴い、MFSEはPVAナノファイバーの直径分布にほとんど変化を与えず、生成された気泡がナノファイバーの品質と生産を低下させることを示しました。最後に、自由表面と気泡の周りの電界分布がそれぞれMaxwell 2Dによって計算され、シミュレーション結果は実験結果とよく一致していました。
略語
- BE:
-
バブルエレクトロスピニング
- Co.、Ltd。:
-
有限会社
- FSE:
-
自由表面エレクトロスピニング
- MFSE:
-
修正された自由表面エレクトロスピニング
- PE:
-
ポリエチレン
- PVA:
-
ポリビニルアルコール
- SDBS:
-
ドデシルベンゼンスルホン酸ナトリウム
- SEM:
-
走査型電子顕微鏡
- wt%:
-
重量分率
ナノマテリアル
- 溶液由来のZnOを使用したテンプレートプロセスによるナノシェルベースの3D周期構造の製造
- トルエン中の塩を含むABCトリブロック共重合体を使用した秩序あるナノパターンの製造
- 表面の湿潤性と湿度を制御することによる絶縁基板へのエレクトロスピニング
- CA / TPUヘリカルナノファイバーの製造とそのメカニズム分析
- 金属加工に粉体塗装を使用する9つの利点
- ストーンファブリケーションにモーションオートメーションを使用する利点
- シリコンリストバンドを使用して空気の質を測定する
- 3D プリンタを使用して製造プロセスを改善する - ビデオ
- 回転平面研削盤と加工品質
- 清潔さは集塵装置の製造品質の証です
- 製造に粉体塗装を使用する 7 つの利点