


サポートを使用した 3D プリントの設定:究極のガイド
3d プリンターを所有していて、生涯で少なくとも 1 回は使用したことがある場合、サポートの存在を知らない可能性はほとんどありません。これらは 3D プリントの一般的な機能ですが、ほとんどの場合、最適化されていない方法でパラメーター化されています。この記事では、サポートの品質を向上させる方法と、そもそもサポートを追加する必要性を減らす方法について説明します。
3D プリントでより良い結果を得るには、オーバーハング角度が 45° を超える場合、または 2 つの構造間のブリッジ距離が 50 mm を超える場合にサポートを追加する必要があります。 印刷の成功を保証するために、これらの値は控えめに記載されていますが、押出温度を実行可能な最小値まで下げ、層の冷却を改善し、移動速度を下げることで、わずかな改善を達成できることに注意してください。そうすることで、60°-65° の角度と最大 150mm のブリッジを実現できます。
サポートとは何ですか?いつ必要になりますか?
3D プリンターで出力する場合、機械が造形物を造形するプロセスを詳細に把握する必要があります。オブジェクトは層ごとに重ねられた溶融プラスチックでできているため、常に次の質問をする必要があります:
エクストルーダーがこの特定のポイントにフィラメントを配置したが、その下に材料がない場合はどうなりますか?
3d プリンターは、g コード ファイルが命令した命令に従うことしかできないため、このような状況を修正する方法はありません。パラメータが正しくない場合、マシンは空中で印刷を続行し、(ほとんどの場合) 印刷が台無しになり、時間と材料が失われます。
その問題を解決するために、サポートが使用されます。それらは、フィラメントが空中に押し出されるのを防ぐために、メインピースを支える垂直構造です。これらのサポートは、好みに合わせて変更できるさまざまなパラメーターを使用して、スライサー ソフトウェアによって自動的に配置されます。または、それぞれの場所を手動で選択することもできます。
サポートが必要なオブジェクトの領域は、オーバーハングまたはブリッジである可能性があります。最高の仕上げを得るために、特定の設定から選択して変更する必要があります。
サポートが必要なのはいつですか?
3D プリントについて学び始めるときは、常に最も保守的なパラメーターを設定する必要があります。このようにして、大きな不都合なしにオブジェクトを印刷できることを確認します。その後、より熟練し、より経験を積むにつれて、使用するサポートの量または密度を減らすことができるようになります.
プリンターはそれぞれ異なり、一部のプリンターで機能するものが他のプリンターでは機能しない場合があることを覚えておく必要があります。一般に、オーバーハングに課される制限は、橋の角度 (度) と距離 (ミリメートル) で測定されます。
オーバーハングとブリッジとは?
オーバーハングは、特定のパーツのドラフト角度が大きすぎるポイントで発生します。印刷速度、フィラメント温度、層の高さと組み合わせることで、印刷パラメーターは文字通り「崖」を作り、溶けたフィラメントを下に落とします。
一方、ブリッジ (名前が示すように) は、ピースの 2 点間の接続であり、互いに特定の距離だけ離れています。押出機は XY 平面内で一方向に移動し、移動しながら材料を供給します。
一見すると、印刷の問題が発生しやすいシナリオのように見えますが、サポートを使用しなくても満足のいく方法でブリッジを実行できるいくつかのパラメーターを確立できることがわかります。

3D プリントにおけるオーバーハングの角度制限とその改善方法
これを構造の観点から見ると、フィラメント ラインの幅の少なくとも半分が前の層によって支えられていれば、フィラメント ラインは十分な支持基盤を持つことになります。これは、0.4mm の標準線幅の場合、最下層で少なくとも 0.2mm をサポートする必要があることを意味します。
これを確実にする唯一の方法は、使用する層の厚さに関係なく、最大オーバーハング角度を 45° に設定することです。この角度は、架空の垂直線からオブジェクトの端まで測定されます。このように定義すると、0 度が垂直ピースで、90 度が水平 (ブリッジ) です。したがって、スライサーは、オーバーハング角度が 45 度を超える場所にサポートを配置します。
これは非常に保守的なルールであるため、他の印刷パラメーターに関係なく常に機能します。現実には、いくつかのパラメーターを微調整することで、この角度をさらに改善できます。
オーバーハングの角度を大きくする方法
サポートが必要なだけで印刷に時間がかかるため、印刷の品質を犠牲にすることなく、許容される最大角度を大きくすることに関心があることは明らかです。これにより、無駄なフィラメントも大幅に節約できます。
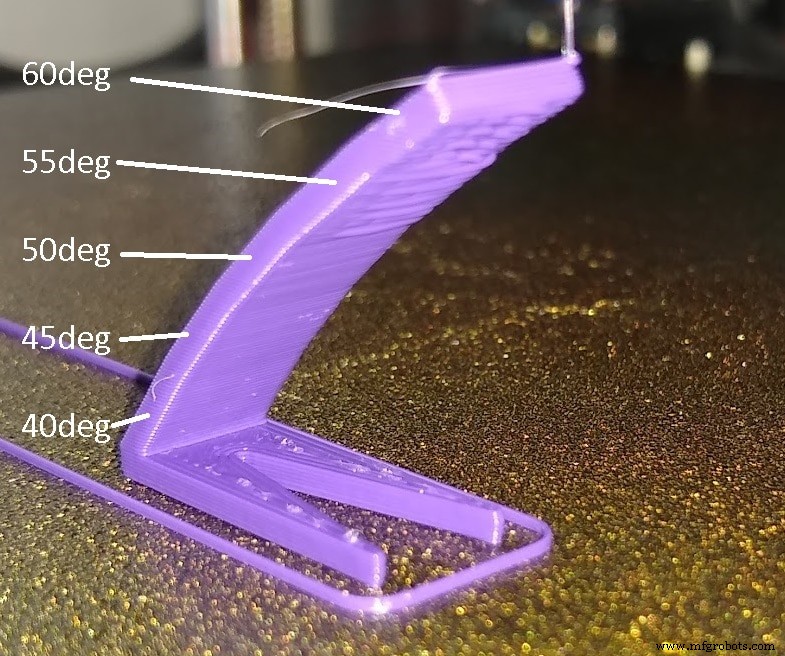
パラメータを変更して印刷のオーバーハング品質を改善した後、このオーバーハング テストを印刷してみてください。わずかな変更と改善を行うことで、60°-65° の印刷角度に成功できるはずです。
オーバーハングを最適化するために変更できるパラメーターを見てみましょう!
エクストルーダーの温度を下げる
フィラメントは、製造元、色素沈着、または熱可塑性樹脂の組成に応じて、PLA の場合、通常 190 ~ 220 ℃ の作業温度に達すると流れます。
押出機がプラスチックを目的の場所に配置したら、冷却して硬化させる必要があります。したがって、十分なサポートがない「崖」に滴ったり落ちたりする時間はありません。材料が熱すぎると、冷却に時間がかかるため、滑りやすくなり、部品が変形してしまいます。
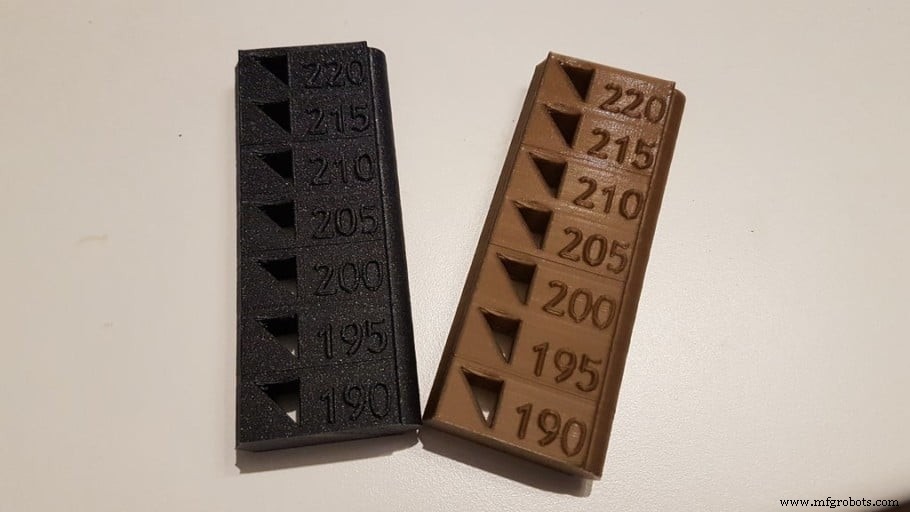
これを改善する 1 つの方法は、印刷温度を絶対最低値まで下げることです。このために、いわゆる「温度塔」があり、各材料を処理するのに最適な温度を見つけることができます。新しいフィラメントを試すたびに、タワーを印刷することを常にお勧めします.
このテストは、レイヤー セクションごとに異なる温度の「すぐに印刷できる」G コード ファイルを備えているため、強くお勧めします。
流速を下げる
ノズルから出る材料が多すぎると、冷却にさらに時間がかかるため、このパラメータを正しく設定する必要があります。均一で実線を形成するのではなく、ピースの端が垂れすぎていることがわかった場合は、流量を調整するか、エクストルーダーのステップが正しいことを確認してください.
冷却力を高める
このパラメーターは、非常に顕著なオーバーハングで良好な終端を達成するために不可欠です。複雑なパーツをプリントする場合は、適切なレイヤー ファンを使用することが優先事項です。タービン(ブラシレスファン)で構成されており、ノズルの出口に直接大風量の冷気を吹き付けます。これは、フィラメントを冷却し、硬化させるのに役立ちます。そうすることで、オブジェクトの外壁は本来あるべき形状を維持する傾向があります。
また、プリントの片面は、もう一方の面よりも細部が高く、より優れていることに気付くかもしれません。これは、一方の側がレイヤー ファンから空気を直接受け取り、もう一方の側がオブジェクト自体によってブロックされていることが原因である可能性が非常に高くなります。このような場合、プリントの最も重要な詳細がレイヤー ファンの気流と直接接触するように、オブジェクトの向きを合わせます。
3D プリントにおけるブリッジングの距離制限とその改善方法
Gコードで指定された動きの間にフィラメントがノズルによって押し出されるため、2つの構造の間に大きなブリッジを印刷しようとすると、プラスチック糸が自重で崩壊する傾向があります.
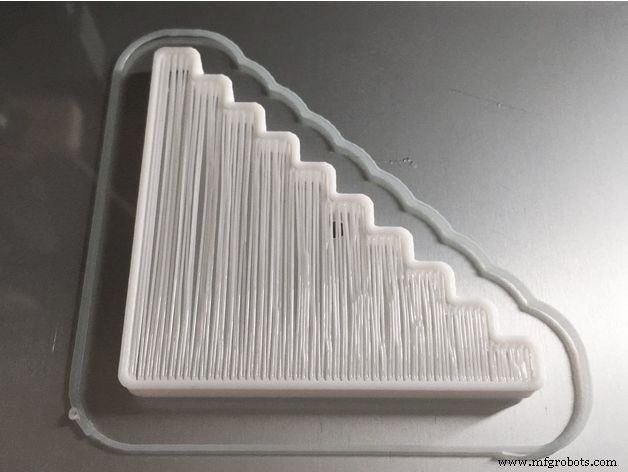
2 つの支持点間の距離が特定の値を超えると、下向きの曲線が形成されます。 3d プリンターの容量と制限を知るために、同じ STL ファイル内でますます長くなるブリッジを生成する特定のテストが実行されます。このブリッジング テストを Thingiverse から印刷することから始めることができます (上の画像)。
これらのテストは、プリンターの能力を知るために機能するだけでなく、ブリッジの品質を向上させるために印刷パラメーターを変更することもできます。これを行うには、一度に 1 つのパラメーターを変更し、テストを再印刷して、わずかな変更の影響を分離する必要があります。
ブリッジを印刷する際の主要なパラメーターは、やはり押出温度です。素材が空気中で冷える速度は、ブリッジの品質に直接関係します。
お使いのプリンターにレイヤー ファンがインストールされていない場合は、レイヤー ファンを入手してホットエンドに追加することをお勧めします。最良の結果は、その容量の 100% に設定された送風機タイプのレイヤー ファンで得られます。ノズルは空気を通過させ、障害物にならないようにする必要があります。
また、ノズルを冷却して温度の問題を引き起こす可能性があるため、ノズルではなくフィラメントに向ける必要があります。私のお気に入りの送風機ファンは 5015 です。非常に安価でありながら、非常に効率的です。
レイヤーファンを初めて使用する場合は、押出機の PID 制御システムを調整することをお勧めします。 YouTube には、その方法を説明するビデオ チュートリアルがたくさんあります。
ブリッジとオーバーハングを十分に印刷するように 3d プリンターを設定できたとしても、大きすぎるブリッジに出くわす可能性があります。そのような場合、問題を自動的に解決してくれる便利な最後の手段として、サポートが役立ちます。 Cura スライサーでサポートを構成する方法を学習しますが、他のスライサーにも同様の設定オプションがあります。
サポートを使用した 3D プリントの最適な設定
開始するには、サポートを作成するピースの場所を選択する必要があります。 「どこでも 」オプションは、オブジェクトの内側にサポートを配置することもできますが、これは場合によっては過剰であったり、完全に必要な場合もあります。オブジェクトのデザインによって異なります。
サポート構造タイプ
このオプションにより、サポートの構造を決定できます。 「グリッド たとえば、非常に長い場合でも転倒のリスクがない、より強力なサポートを生成します。マイナス面としては、除去がはるかに難しく、印刷時間 (およびフィラメントの消費) が長くなります。
「ライン 」は、フィラメントの細い線が重なり合って形成された構造で構成されているため、はるかに高速なオプションです。このタイプのサポートの主な欠点は、定義上非常に薄いため、構造が高くなると傾いたり崩れたりする傾向があることです.
ほとんどの場合、ライン パターンで十分であり、時間とフィラメントを節約できるため、グリッド構造で印刷する必要がある場合はまれです。
サポートのオーバーハング角度
前に述べたように、このパラメータで確立された角度よりも大きな角度からなる突起を含むオブジェクトは、サポートで補強されます。この値は、オーバーハング テストから得られます。まだ設定していない場合は、一時的なフェールセーフ値として最大角度として 45 を設定してください。
充填量
このパラメーターはパーセンテージで表され、サポートを形成する材料の密度を確立します。 「線」の場合、この値が大きいほど線同士が近くなります。最初の数回は少なくとも 25% から始めます。出力品質が維持されていることに気付いた場合は、この値を少し減らしてみてください。経験則として、最適な値は 25% (最大) から 10% (最小) の間にあるはずです。
距離 X / Y
水平軸 (レイヤー平面) で、パーツとサポートの間の距離を設定します。この値が小さいほどホルダーの働きは良くなりますが、対象物に吸着してしまい、取れにくくなります。推奨値は 0.6 mm です。
距離 Z
サポートとパーツの間の垂直方向の分離を示します。ピースの品質に影響を与えずにサポートを簡単に取り外すことができるので、0.2mm が適切な値です。
ピースとサポートの間にスペースを空けないと、サポートもモデルも 1 つのピースになってしまいます。これにより、サポートを取り除こうとすると、オブジェクトに不快な跡が残ります。
経験を積むにつれて、オブジェクトとサポートの間の距離を広げることができるので、印刷が終了したら簡単に取り除くことができます.
マルチ押出とサポート

一部の 3d プリンターには 2 つの押出機があり、2 つのパーツを同時に印刷するように構成したり、2 番目の押出機がサポートを印刷している間に、そのうちの 1 つがパーツを作成するように構成したりできます。これの最も重要な利点は、2 番目の押出機を使用することで、水に溶ける材料でサポートを印刷できることです。この便利な特性を持つフィラメントが PVA です。
PVA を使用すると、以前はサポートが部品にどれだけ近かったとしても、部品を水に浸すだけで良好な仕上がりが得られます。欠点として、PVA の価格は非常に高くなる傾向があることを言及しておく必要があります.
サポートに使用される別のフィラメントは、d-リモネン (殺虫剤として広く使用されている柑橘類の誘導体) に溶解する HIPS です。 PVA よりも安価ですが、溶媒の追加費用が必要です。
ツリー サポートを使用した 3D プリント

「木のサポート 」は、その形状からそのように名付けられました。それらは、Z 軸に沿って上昇するにつれて分岐する幹として始まります。これらの分岐は、オブジェクトの構造を維持するために最適な位置に配置された非常に小さなポイントでパーツと接触します。
Cura などの一部のスライサーには、これらのサポートを使用するオプションがあります。このオプションを有効にするには、構成ギアをクリックして、[Experimental] を選択します。 」 -> 「ツリーのサポート 「.
Meshmixer などのモデリング プログラムを使用すると、STL ファイルでツリー サポートを生成できるため、サポート構成を気にせずにオブジェクトをスライスするだけで済みます。
ツリー サポートの長所と短所
これらのサポートの主な利点は、従来のサポートの場合のように線で接触するのではなく、モデルの 1 点でのみ接触することです。これにより、除去プロセス後のオブジェクトの表面仕上げがより滑らかになります。
もう 1 つの利点は、「ツリー」が、サポートが不要な部分のパーツから離れていることです。これは、人や動物などの有機モデルを印刷する場合に特に便利です。
ツリーサポートの主な欠点は、ラインサポートやグリッドサポートなどの平面を適切にサポートできないため、橋や大きな張り出しには適していないことです。さらに、それらははるかに遅く、非常に長いスライス時間を必要とします。
おすすめ商品セクションをご覧ください

当て推量を取り除き、どのプリンター、フィラメント、またはアップグレードを取得するかを調べるのに費やす時間を短縮できる推奨製品セクションを作成しました。これは非常に困難な作業であり、一般的に多くの混乱につながることがわかっているためです.
初心者だけでなく中級者、さらには専門家にも適していると思われるほんの一握りの 3D プリンターを選択して、決定を容易にし、記載されているフィラメントとアップグレードはすべて私たちによってテストされ、慎重に選択されました。であるため、どちらを選択しても意図したとおりに機能することがわかります。
3Dプリント