


Ender 3(Pro&V2)撤回設定;糸引きはもう必要ありません!
3Dプリンティングについて考えると、最初に頭に浮かぶのは、押出機が3つの直交する軸に沿って移動しながらプラスチックを溶かして固体オブジェクトを形成する機械です。非常に単純なように見えますが、このテクノロジーを深く掘り下げていくと、これが発生する方法を決定する無数のパラメーターがあることがすぐにわかります。
モデルのタイプに応じて、撤回設定によってプリントが作成または破損される可能性があります。 Ender 3プリンター(またはBowdenタイプのマシン)を所有している場合は、次の撤回設定が確実に役立つことがわかります。
ボーデンタイプのプリンタであるため、エンダー3は引き込み距離を長くする必要があるため、「コーミングモード」を有効にして「インフィル内」に設定することをお勧めします。さらに、撤回距離を6mm、撤回速度を20mm / s、最大撤回カウントを5、最小押し出し距離ウィンドウを10mmに設定します。
Ender 3で高品質のプリントを作成するための理想的な設定を見つけるために、試行錯誤を繰り返す必要がない場合は、特別に調整された独自のCuraプロファイルを必ず確認してください。 Ender 3プリンターシリーズの場合(すべてをわずか7ドルで入手できます)。
撤回とは何ですか?3D印刷でなぜそれが重要なのですか?
ご存知かもしれませんが、ホットエンドは押出機からフィラメントを受け取り、歯付きホイールを通して材料を押し出します。この推力により、ノズル内の圧力が上昇します。温度が十分で、押出機のモーターステップが正しく調整されている場合、プラスチックは目的のモデルを作成するために必要な正確な量で流れ始めます。
このメカニズムの問題は、押出機のモーターが停止した後もバレル内に圧力が残っていることです。これにより、フィラメントは、フィラメントが持つ唯一の自由な出口(つまりノズル)を通って流れ続けます。印刷でホットエンドが材料を堆積せずにあるポイントから別のポイントに移動する必要がある場合、この移動中にプラスチックが「逃げる」のを防ぐために、残りの圧力を解放する必要があります。
これを達成する方法は、数ミリメートルのフィラメントがホットエンドから出て、前記圧力を補償するように、押出機のステッピングモーターの回転を逆にすることです。この回転の反転は「収縮」と呼ばれ、良好な表面仕上げで印刷されたオブジェクトを実現するための基本的なパラメータです。
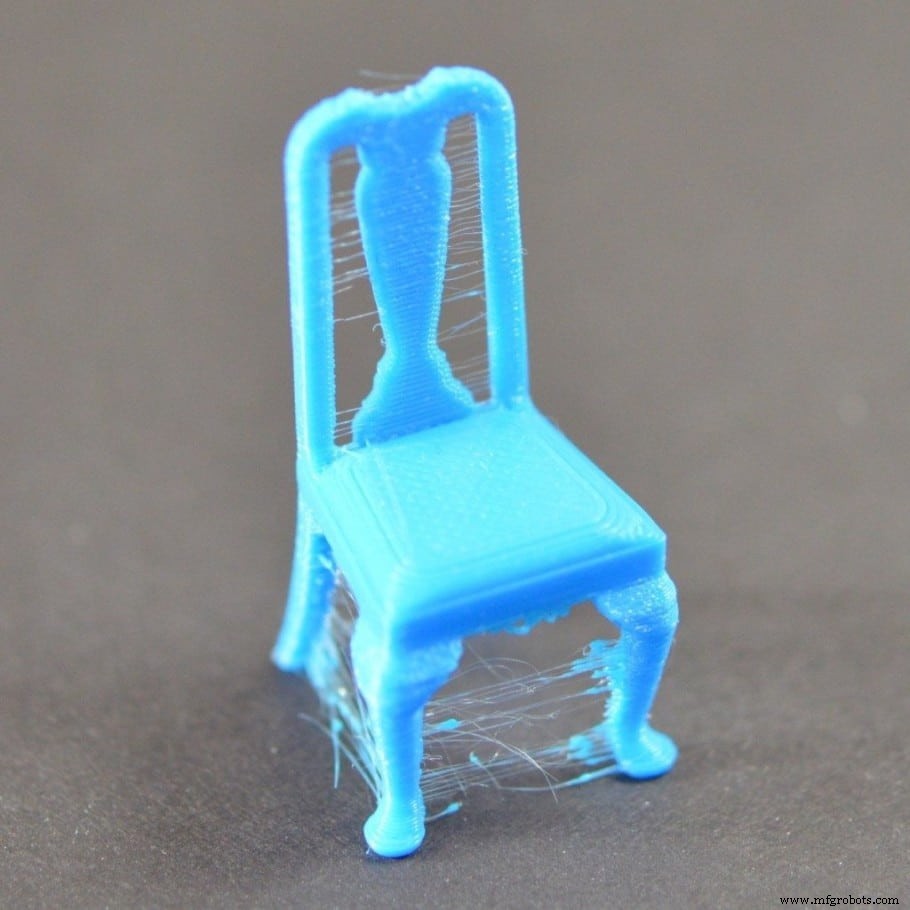
ホットエンドが移動すると、ノズルから過剰に押し出された材料が薄くなり、パーツの2つの壁の間に「スレッド」または「ストリング」が残ります。これは「ストリング」と呼ばれ、一部の印刷パラメーターを使用して回避(または少なくとも最小化)できます。あなたは以前にこの用語について聞いたことがないかもしれませんが、私はあなたが以前にそれを見たことがあるとほぼ確信しています。次の、かなりの量のひもが付いている椅子の画像を見てください。
まず、撤回パラメータにアクセスするには、「撤回を有効にする」ボックスがアクティブになっていることを確認する必要があります。これからは、Curaの設定に焦点を当てます。多くのスライサーに同等のパラメーターがあります。
Curaの命名規則を使用することを明確にする必要がありますが、同じ原則がすべてのスライサーに最も確実に当てはまります。
撤回距離 必要に応じて何ミリメートルのフィラメントを引っ込めるかをプリンタに指示します。非常に短い距離だけ引っ込めても、おそらく糸引きは解決されませんが、この値を誇張すると、次の押し出しの最初の瞬間にノズルでプラスチックが利用できなくなります。
これを回避するために、いわゆる「プライミング」設定があります。これは、フィラメントを収縮前と同じ位置に戻します。つまり、5 mmのフィラメントが引っ込められた場合、押し出さずに2点間を移動した後、5mmのフィラメントがノズルに押し戻されます。
多くの場合、手元のモデルは、非常に短い期間に非常に多くの連続した収縮を必要とします。 撤回距離の場合 が高すぎると、フィラメントを押す歯車の歯がそれを研削し始めます。フィラメントが細くなりすぎると、ギアがフィラメントを押すのではなく、フィラメントに対してスライドします。その結果、フィラメントが押し出されることはなくなり、印刷物は明らかに完全に台無しになります。
これを回避するために、ストリンギングを軽減できる最小の引き込み距離を確立します。 3〜6mmの範囲は通常、ほとんどのボーデンタイプの3Dプリンターで機能します。 撤回距離から始めることができます 必要に応じて3mm増やし、1mm増やします。
Ender3プリンターは数年前から市場に出回っており、その信頼性で知られていますが、多くのユーザーは、より良い印刷結果を達成するために設定を変更することを選択します。最も一般的な変更の1つは、直接押し出しシステムに変換することです。テスト済みの設計を変更することはお勧めしませんが(エンジニアリングスキルに非常に自信がある場合を除く)、試してみて独自の結論を導き出すことができます。
ダイレクトドライブシステムの利点の1つは、収縮をより正確に制御できることです。これらのタイプのプリンタの場合、0.5mmの距離から始めて、最適な結果が得られるまで同じ値の増分でそれを増やします。
このパラメータを使用すると、フィラメントの同じセグメントに沿って行うことができる収縮の最大数を定義できます。このようにして、上記のフィラメント研削を回避することができます。この値を5〜10の範囲で設定することから始めます。Curaのデフォルトは100ですが、高すぎます。
ここで、「最大撤回数」で指定された撤回が行われるフィラメントセグメントの長さを定義できます。 " 適用されます。収縮は3〜6mmになるため、適切な値は10mmです。これにより、フィラメントが過度に引っ込められても損傷しないことが保証されます。
これは、押出機が逆回転する速度を指定します。フィラメントがノズルから漏れるのを防ぐのに十分な速さである必要がありますが、速度が速すぎると押出機モーターが供給できない電力が必要になり、ステップが失われるため、過度に速くすることはできません。最初に適切な値は20mm/sです。その後、ストリングテストを通じていつでもこの値を上げることができます(以下のリンク)。
この値を使用すると、材料がノズルにフィードバックされる速度を設定できます。このパラメータを使用すると、何も起こらなかったかのようにホットエンドが押し出しを続行できるようにする方法を制御できます。
撤回速度は、正当な理由により2つの異なるパラメータに分けられます。フィラメントを取り外すとき、圧力は引き込みの終わりよりも最初の方が高く、押出機のギアへのストレスを軽減します。一方、プライミング中は、圧力(したがってギアの強度)がますます増加します。
このため、プライミングは収縮よりもフィラメントに損傷を与える可能性があります。このパラメータでは、「撤回速度」で設定した速度よりも5mm/s低い速度を使用することをお勧めします。 「。
このパラメータを使用すると、にじみによって失われたマテリアルの量を補正できます。引き込み距離と速度を正しく設定すれば、何も補正する必要がないため、このパラメータを0のままにして、代わりにキャリブレーションテストを実行することをお勧めします。 (以下のリンク)
Ender 3(Pro / v2)プリンターの推奨撤回設定
Ender 3プリンターは間違いなく最も人気のあるプリンターの1つであるため(ほとんどではないにしても)、私が推奨する特定の設定に入り、自分のマシンでも使用します。すべてのプリンタはやや独特ですが、これらの設定は優れた出発点として役立ちます。
- コーミングモード:オンで「インフィル内」に設定 「
- 引き込み距離:6mm
- 撤回速度:20mm / s
- 最大撤回数:5
- 最小押し出し距離ウィンドウ:10mm
これらの設定は、すべてのボーデンタイプのプリンタに役立つことがわかります。明らかに、これらの値を微調整して、特定のニーズに合わせて改善することができます。特に糸引きを減らすように設計された印刷テストは、微調整を加速するのに役立ちます。この記事の最後にそれらすべてをリストします。
また、ミニチュアを印刷すると、最良の結果を得るには特定の格納構成が必要になるという事実にも驚かれるかもしれません。もちろん、今すぐリストします!
Ender 3(Prov / v2)プリンターでミニチュアを印刷するための推奨される撤回設定
- コーミングモード:オンで「インフィル内」に設定 「
- 引き込み距離:6mm
- 撤回速度:45mm / s
- 最大撤回数:10
- 最小押し出し距離ウィンドウ:10mm
押し出さずに移動する前にZ軸を少し上げ、次の印刷ポイントに達すると再び下げるパラメータであるZホップは、(以前に実行したキャリブレーションに関係なく)ストリングを大幅に増加させることを知っているのは興味深いことです。 。特に最適なパラメータ設定を達成している場合は、無効にすることを強くお勧めします。
個人的には、 Makers Museによるこの動画 この問題に最初に遭遇したときは非常に貴重でした。
ストリングの問題は、オブジェクトの外面が見づらくなることです。ストリングがオブジェクトの内部でのみ発生した場合、それを不快に感じることはありません。したがって、引き込みは、ノズルが1つのポイントから別のポイントに移動し、その下に印刷層がない領域を通過する場合にのみ意味があります。コーミングモードを有効にすると、スライサーに、印刷された領域内でのみホットエンドを移動するように指示できます(可能な場合はいつでも)。
選択できるオプションは4つありますが、私のお気に入りは「インフィル内」です。 」。印刷時間は長くなりますが、撤回の回数は避けられない最小限に抑えられます。
まだ言及していませんが、ストリングに深刻な影響を与える印刷パラメータの1つは、ホットエンド温度です。高温になるほどフィラメントが流れやすくなり、ノズルからのにじみが大幅に増加します。このため、最初に行う必要があるのは、最良の結果が得られるまで、プリンターの温度を調整することです。これを行うには、次のテストを印刷することをお勧めします。このテストは、明確に定義されたレイヤー間隔で5ºC上昇する温度タワーで構成されています。
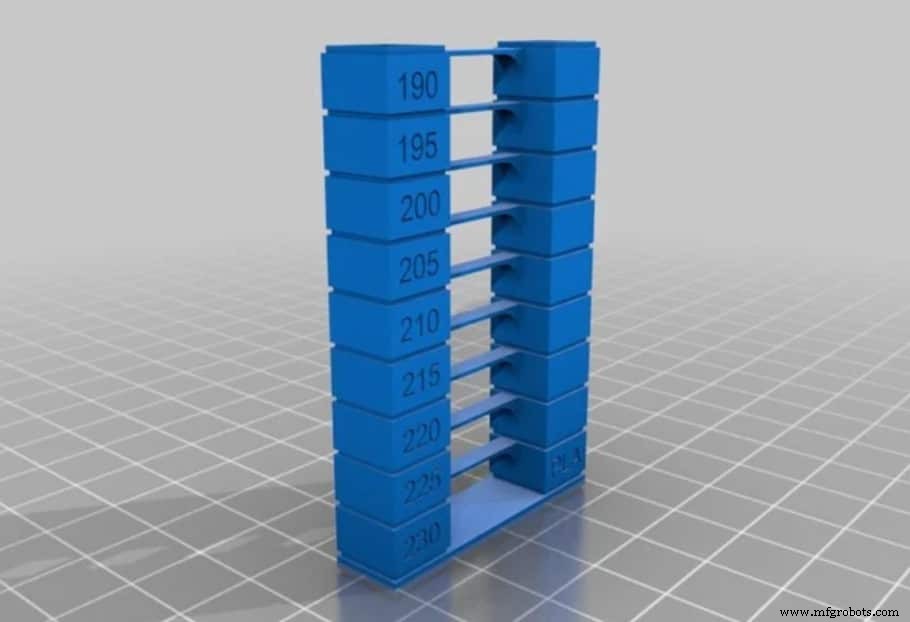
「Thingfiles」をクリックすると 」Gコードが表示されます Ender3とすでに互換性のあるファイル。スライサープログラムを使用してGコードを生成しないでください。通常のように、印刷全体の温度が変化することはありません。 Curaでさまざまなプロセスを使用することはオプションですが、追加されたファイルは完全に機能します。
温度が調整されたら、スライサーで撤回を無効にして、次のファイルを印刷します。写真を見て、それが何を評価しようとしているのかを推測してください。
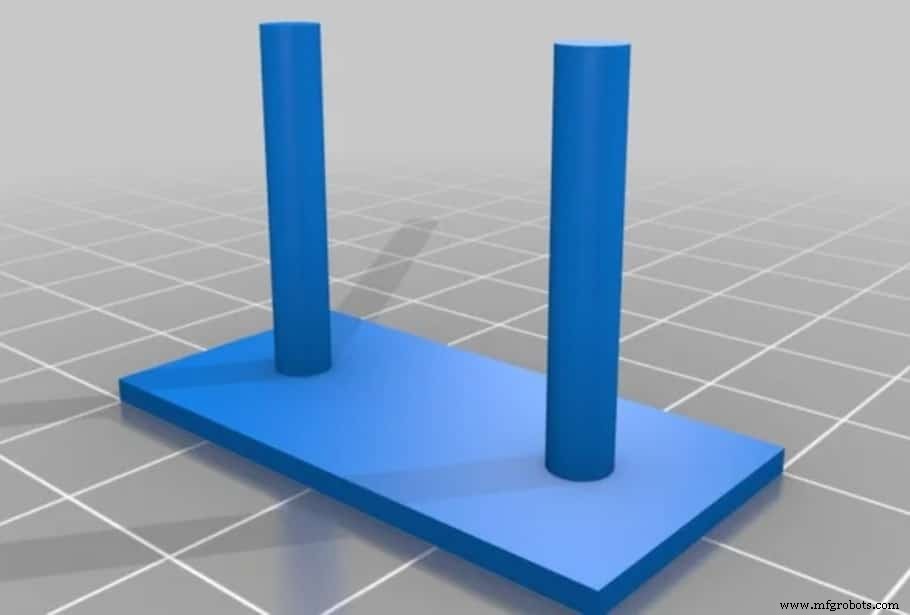
結果は、両方のシリンダーの間に毛でいっぱいの部分になります。リトラクトを再度有効にして、結果を新しく印刷されたパーツと比較します。そこから、撤回速度を増減します。 および撤回距離 両方のシリンダーが正しく印刷され、それらの間に毛がなくなるまでの値。
3Dプリンターコミュニティの素晴らしさにまだ驚いていない場合は、誰かが作成したこの無料のオンラインツールをチェックしてください。これにより、特定のプリンターと互換性のあるテスト目的のGコードを作成できます。手順は非常に詳細で役立つものですが、必ずお読みください。
よくある質問(FAQ)
リトラクションはボーデンとダイレクトエクストルージョンシステムで同じですか?
撤回を有効にすると、プリンタの種類に関係なく便利ですが、ボーデンタイプのマシンは通常、ダイレクトドライバプリンタと比較して、より長い撤回距離を必要とします。
その理由は次のとおりです。Bowdenシステム(Ender3など)を使用する3Dプリンターは、押出機をホットエンドから離して配置し、フィラメントはPTFEチューブを介して送られます。チューブの内径は2mm、フィラメントの直径は1.75mmであるため、チューブ間の緩みにより、収縮距離を長くすることでこの差を補正する必要があります。
直接押出システムにはこの問題がなく、フィラメントの収縮はそれほど大きな問題ではない傾向があります。
基本的に、ボーデンシステムははるかに長い撤回距離を必要とします。
リトラクションはすべてのフィラメントタイプで同じですか?
幸い、PLAは非常に安定したポリマーであるため、プリンタを調整して、ほとんど糸引きがないようにすることができます。 ABSでも同じことが起こりますが、反りやひび割れなどの他の問題が発生します。 PETGなどの他の材料は、溶けるのにはるかに高い温度を必要とします。これにより、冷却時にストリングが形成されやすくなります。
TPUなどの柔軟な素材は、押し出し時に圧縮され、引き込み時に引き伸ばされるため、引き込みをアクティブにして印刷するのはあまり便利ではありません。この場合、文字列は避けられません。
引き込み設定に加えて、フィラメントの湿度も糸引きの可能性を高める可能性があります。 、そのため、スプールはシリカゲルバッグをたっぷり使った密閉容器に保管することを常にお勧めします。
Ender 3で高品質のプリントを作成するための理想的な設定を見つけるために、試行錯誤を繰り返す必要がない場合は、特別に調整された独自のCuraプロファイルを必ず確認してください。 Ender 3プリンターシリーズの場合(すべてをわずか7ドルで入手できます)。
これで、使用可能なすべての撤回設定と、プリンタの種類(BowdenまたはDirect Drive)に応じてそれらをどのように異なる方法で構成する必要があるかについて理解が深まりました。 Ender 3(Proおよびv2)のようなボーデンタイプのプリンターは、より長い引き込み距離を必要とします。要約すると、「コーミングモード」を有効にする必要があります 」に設定し、「Infill内」に設定します。 「。撤回距離は6mm、撤回速度は20mm / s、最大撤回カウント5、最小押し出し距離ウィンドウは10mmである必要があります。
推奨製品のセクションを確認してください

当て推量を排除し、どのプリンター、フィラメント、またはアップグレードを取得するかを調査する時間を短縮できる推奨製品セクションを作成しました。これは非常に困難な作業であり、一般的に多くの混乱を招くことがわかっているためです。 。
初心者から中級者、さらには専門家にも適していると思われる3Dプリンターをほんの一握り選択しました。これにより、決定が容易になります。フィラメントとリストされているアップグレードはすべて、私たちによってテストされ、慎重に選択されました。 、したがって、どちらを選択しても意図したとおりに機能することがわかります。
3Dプリント
- Ender 3 (Pro &V2) Silent Fan Upgrade Guide with Pictures
- Loud Ender 3、Pro、または V2?静かにする方法は次のとおりです。
- Ender 3 (Pro &V2) のノズルを交換する方法!
- Ender 3:ノズルを掃除する方法 (詰まりを解消する)!
- 3D プリントにおける樹脂とフィラメントのコスト!
- 3D フィラメント ガラス転移温度
- エンダー 3 Z オフセット;調整方法
- Ender 3 Pro レビュー:2022 年に入手する価値はありますか?
- Ender 3 (Pro/V2) ベルトの張り。どのくらいきつくする必要がありますか?
- Ender 3 (Pro &V2) アップグレード;印刷して購入可能!
- リトラクション:3D プリントでの仕組み