


理想的なCuraABS設定とプロファイル(すべてのプリンター用)
ABSまたはアクリロニトリルブタジエンスチレンは、その物理的特性とコストの削減により、広く使用されているポリマーです。また、反りや層間剥離が発生しやすいため、消費者向けの最も扱いにくいフィラメントの1つです。最初のDIYプリンターで広く使用されていましたが、現在はより優れた代替プリンターに置き換えられています。
同封のプリンタは成功する可能性が高くなりますが、適切な設定を行うと、ほとんどのプリンタでABSを使用して一部の部品を印刷できるはずです。押出温度は230°Cから250°Cの間、床温度は100°Cである必要があります。ファンを完全にオフにすると、より良い結果が得られます。つばを使用することをお勧めします。 PEIシートまたはコーティングされたガラスベッドを使用すると、ベッドの密着性が向上します。
より良い結果を得るには、ASAまたはアクリロニトリルスチレンアクリレートとして知られるわずかなバリエーションの別のポリマーをお勧めします。
ABSの問題

ABSで印刷したことのある人なら誰でも、反りや層の層間剥離など、ABSに関する既知の問題の少なくとも1つに遭遇するでしょう。 ABSは、溶融すると非常に顕著に膨張し、固化すると再び収縮します。この現象により、印刷されたオブジェクトに張力が発生し、上向きに曲がったり、レイヤーラインに沿ってひびが入ったりする傾向があります。
反りと層間剥離は、エンクロージャーと良好なベッド接着で解決できます。
印刷中に発生する煙、臭い、粒子の問題もあります。 ABSは、換気された場所または保護フィルターシステムでのみ印刷する必要があります。 ABS排出物に過度にさらされると、吐き気と頭痛が報告されています。
少し高価ですが、ASAは反りや層間剥離の傾向が少なく、ABSの利点を維持しながら、多くのヒュームや粒子を放出しません。これらの利点により、3Dプリントコミュニティ全体がASAに移行しています。
なぜABSで印刷するのですか?

ABSの主な利点は、幅広い連続使用(-20ºC〜80ºC)温度と高い衝撃強度です。逆に、たとえばPLAはわずか50ºCで軟化するため、屋外条件をうまく処理できません。 PLAはまた、衝撃でガラスのように粉々になる傾向があるため、靭性が要求される用途には適していません。
ABS(またはASA)部品を射出成形したかのように滑らかにすることができるアセトン蒸気平滑化の可能性もあります。
ポリマーは紫外線の影響を受けやすく、太陽に長時間さらされると崩れ始める可能性があります。 ASAは、ABSの他の利点とともにUV耐性をもたらします。
ABSで印刷するためのCuraのパラメータの微調整
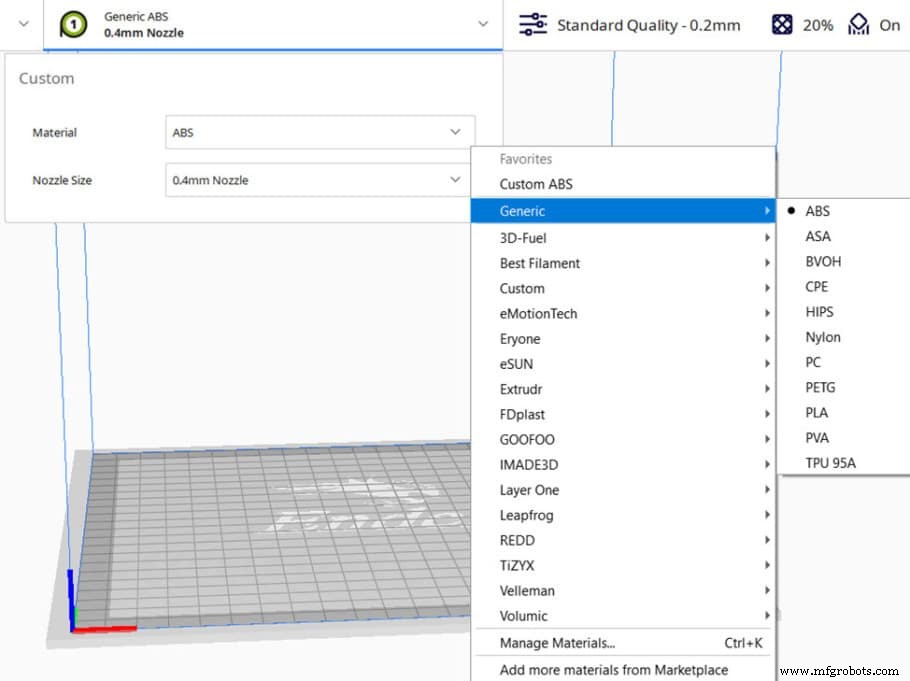
CuraのデフォルトのABSプロファイルを有効にします(開始点として使用します)
Curaには、既知のブランドのプロファイルが多数組み込まれているため、それらを出発点として使用し、そこから微調整を行うことをお勧めします。ブランドがリストにない場合は、一般的なABSプロファイルから始めることができます。
レイヤーの高さ
層の高さは、印刷時間、詳細、および強度に大きく影響します。レイヤーの高さが高くなると印刷時間は短くなりますが、ディテールと強度も低下します。 ABSの場合、層間剥離を避けるために薄い層を選択することをお勧めします。
ある研究によると、層の高さとノズルのサイズの比率が低いと、層間のギャップが少なくなるため、強度が向上します。したがって、より大きなレイヤーが必要な場合は、より大きなノズルを使用することをお勧めします。押し出し幅を変更して、より大きなノズルをエミュレートすることもできますが、実際のノズルサイズの125〜150%を超えないようにすることをお勧めします。 (例:0.4mmノズルの場合は0.6mm)
0.4 mmのノズル(または押し出し幅)の場合、0.2mmの層がABSで推奨される最大の層になります。こちらで論文をチェックできます
このトピックの詳細については、この記事をご覧ください。
微調整
レイヤーの高さだけを少し変更して印刷し、特定のプロジェクトに最適なレイヤーの高さが見つかるまで結果を確認します。
理想的なABS層の高さ:
- 詳細: ノズルサイズまたは押し出し幅の25%(0.4mmノズルの場合は0.1mm)
- 全体的な最適なレイヤーの高さ: ノズルサイズまたは押し出し幅の25%〜40%(0.4mmノズルの場合は0.15mm)
- クイックプリント/プロトタイピング: ノズルサイズまたは押し出し幅の50%〜65%(0.4mmノズルの場合は0.2mm)
印刷温度
理想的なABS印刷温度: 235 –250ºC
印刷温度は、層の密着性と細部を反対の方法で変化させるため、ABSでは特に重要です。印刷温度が高いほど、層の密着性は高くなりますが、ディテールは低くなります。溶融温度に達した後、ポリマーをさらに上げると粘度が低くなる傾向があるため、細部が鮮明になりません。
ABS(およびASA)は高温で印刷されるため、ABSがなくても逃げることができますが、オールメタルのホットエンドを使用すると、より良い結果を得ることができます。
微調整
温度の調整は、温度校正タワーを印刷し、一定の距離の後に押出温度を変更することで実行できます。印刷が完了すると、フィラメントの層の密着性と詳細が最も優れている範囲を明確に確認できます。
これは、このテーマをカバーするための優れたビデオです:
ベッド温度
理想的なABSベッド温度: 100ºC+。
ABSで印刷する場合は、ベッドの温度が重要です。加熱されたベッドがなければ、印刷することは事実上不可能です。 ABSをベッドにしっかりと固定することで、印刷を成功させることができます。
ある研究によると、フィラメントのガラス転移温度よりもわずかに高いベッド温度により、接着性が大幅に向上します。こちらでチェックしてください
水のような物質とは異なり、ポリマーにはガラス転移温度という特別な特性温度があります。ポリマーがそのしきい値を超えて加熱されると、その物理的特性は壊れやすく硬いものから延性があり丈夫なものに変化します。
ABSガラスの温度は約110℃ですので、お使いの機械がそのような温度に達することができる場合は、110℃以上に設定することを強くお勧めします。より顕著な象の足が予想されますが、それはスライサーまたはモデル自体で補正でき、下部に面取りを追加します。
微調整
ベッドの温度を正確に微調整する必要はありません。 100ºCを超えて、印刷が成功するまでそれを上げてみてください。
印刷冷却
ABSでは、層の分離や反りを防ぐために冷却を使用しないでください。部品冷却ファンは、細部が重要で周囲温度が高い場合に最大30%使用できる場合があります。最初の最良の推測は、ブリッジングを除いて、パーツの冷却を完全にオフにすることです。ブリッジング能力は向上しますが、層間剥離の可能性が大幅に高まることに注意してください。
微調整
タワーは、温度校正タワーと同じ方法で印刷できますが、部品の冷却を変更するだけです。
理想的なABS冷却設定:
- 初期レイヤーファン速度: オフ
- ファンの速度: オフ
- ベッド接着タイプ: PEIシートまたはコーティングされたガラス
- つばの幅: 少なくとも10mm
印刷速度
ABSは部品の冷却に適さないため、プラスチックを固化させるには速度を下げる必要があります。プリンタとパーツのサイズによって異なりますが、最初のレイヤーの場合は20〜30 mm / s、その他のレイヤーの場合は30〜60 mm/sが適切な開始点になります。
周囲をできるだけ低く保ち、充填速度を上げることができます。
微調整
同じパーツを印刷し、印刷速度のみを変更して、セットアップにどのように影響するかを確認します。
理想的なABS速度設定:
- 印刷速度: 30〜50 mm / s
- 初期レイヤー印刷速度: 20〜30 mm / s
- 充填速度: 40〜60 mm / s
- 移動速度: プリンタに応じて60mm/s以上
撤回
関係する温度が高く、冷却が使用されていないため、ABSは非常に糸を引く可能性がありますが、撤回が正しく調整され、他のいくつかのオプションがアクティブになっている場合、印象的な結果を得ることができます。
ストリングテストは、撤回を調整するのに役立ちます。まず、ダイレクトドライブ押出機を使用している場合は3 mmの後退距離を使用し、ボーデンをセットアップしている場合は6mmを使用します。どちらの設定でも25mm/sの引き込み速度が最初の推測になります。 Curaのストック設定はうまく機能する傾向があります。
コーミングとは何ですか?どの設定を使用しますか?
コーミングはリトラクションをオフにし、トラベルムーブを変更して、インフィルを越えて、にじみ出るプラスチックを堆積させます。 「インフィル内」に設定すると便利です
微調整
これらの設定を微調整するために、撤回速度または距離を毎回少しずつ変更するさまざまなストリングテストを印刷します。
理想的なABS撤回設定:
- 撤回距離: ダイレクトの場合は3mm、ボーデンの場合は6 mm
- 撤回速度: 25 mm / s
- コーミング: オンにして「インフィル内」に設定
ベッドの付着
ベッド温度のセクションで述べたように、温度をフィラメントのガラス転移温度より高く設定すると、接着力が大幅に向上します。
つばは、ベッドとの接触を増やす1層の厚い境界線です。それらを使用すると、ベッドに固執するのに適したベースがないモデルで大いに役立ちます。スカートは同じものですが、モデルと接触することはありません。スカートはノズルのプライミングとしてのみ機能するため、層の接着にはあまり効果がありません。
いかだはつばと同じように機能しますが、モデル全体の下にある少なくとも2つまたは3つのレイヤーで構成されます。また、ベッドの凹凸を補正するのにも役立ちます。
スティックのり、ヘアスプレー、画家のテープは、ベッドの接着と戦うときの味方です。何も機能しない場合は、スティックのり、特別に配合されたベッド用接着剤を使用するか、画家のテープをきちんと貼り付けて試してみてください。
理想的なABSベッド接着設定:
- ベッド温度: 100+ºC
- ベッド接着タイプ: PEIシートまたはコーティングされたガラス
- つばの幅: 少なくとも10mm
- 接着に役立つ製品: スティックのり、ヘアスプレー、画家のテープ。
ABSを印刷するためのエンクロージャが必要ですか?
小さなモデルではエンクロージャーなしで逃げることができますが、ABSで印刷する場合はエンクロージャーがあると間違いなく役立ちます。プリンタに加熱チャンバーがある場合は、さらに優れています。
概要:ABSを印刷するための理想的なCura設定/プロファイル
- レイヤーの高さ: ノズルサイズまたは押し出し幅の25%〜40%(0.4mmノズルの場合は0.15mm)
- 印刷温度: 235 –250ºC
- ベッド温度: 100+ºC
- ベッド接着タイプ: PEIシートまたはコーティングされたガラス
- 撤回距離: ダイレクトの場合は3mm、ボーデンの場合は6 mm
- 撤回速度: 25 mm / s
- 印刷速度: 30〜50 mm / s
- 移動速度: プリンタに応じて60mm/s以上
- ファン速度の初期レイヤー: オフ
- ファンスピードの残りの部分: オフ(ブリッジングを除く)
3Dプリント
- ABSプラスチックを使用した3D印刷:知っておくべきことすべて
- インクジェットプリンタで使用される染料の基準
- FormlabsがすべてのFuse1のお客様向けに更新された3Dパッキング機能を開始
- StratasysFDMプリンターの新素材
- Stratasys3DプリンターでPantone検証が巨大である理由
- 金属3DプリンターのROIを計算する方法
- バトルボットにMarkforged3Dプリンターを使用する
- より広範囲のFDM3Dプリンター用の炭素繊維ABS
- 空気圧アクチュエータの理想的なアプリケーション
- 地形の印刷に最適な 11 の 3D プリンター:FDM および樹脂プリンター (2022 年)
- 初心者に最適な 3D プリンター (2022 年更新)!