3Dプリントでの反り–修正方法!
3Dでの印刷を開始するとき、特に完全に組み立てられたプリンターを購入するときは、最初のパーツが問題なく印刷される可能性があり、機械をマスターしているような感覚が得られます。一般的に、私たちは大きな不便を引き起こさない小さなオブジェクトから経験を始めます。しかし、遅かれ早かれ、私たちは視野を広げたいと思うでしょう、そしてそれは問題が始まるところです。最も一般的なエラーの1つは反りです。これは、印刷されたオブジェクトを1つまたは複数のコーナーで持ち上げることによって証明され、場合によっては、ホットベッドから完全に外れてジョブ全体が台無しになります。
原因はさまざまであり、多くの場合、プリンタのキャリブレーション、フィラメントの材料、および印刷するオブジェクトの形状によって異なります。すべての変数を微調整することで、この障害を克服し、高品質の作品を実現することができます。
では、どのようにして反りを回避するのでしょうか?
まず、その原因を特定します。次に、特定のケースごとに最適なソリューションを適用します。原則として、加熱ベッドの正しいキャリブレーションが不可欠であるため、続行する前にそこを指し示します。
ワープが発生するのはなぜですか?

ワーピングは、温度の関数としてすべての材料で発生するサイズの変動が原因で発生します 。加熱されると、フィラメントはその体積を増加させます。つまり、フィラメントは膨張し、より多くのスペースを占有します。冷却すると、このプロセスが逆になり、プラスチックが収縮します。垂直よりも一方向に多くのフィラメントがある長いオブジェクトでは、収縮は均一ではありません。収縮プロセスの不均衡により、ピースの一部が残りの部分よりも「引っ張られ」、加熱されたベッドへの接着が不十分な場合、コーナーが上向きに湾曲します。
この時点で、ベッドの水平調整が反りを避けるために決定的であることを明確にする必要があります。 。キャリブレーションから外れている場合、接着がほとんどまたはまったくないオブジェクトのセクターがあり、パーツが持ち上がり始めるのはまさにそこです。
さらに、ベッドがゆがんで正しく水平にできない場合があるため、ベッドが変形していないことを確認する必要があります。
一方、印刷に使用する素材も反りに影響します。一部のフィラメントは他のフィラメントよりもはるかに膨張および収縮するため、この不要な変形が発生する傾向があります。 PLAは反りの少ない材料のひとつであり、PLAの使用に失敗すると、ABS以上の要求の厳しいフィラメントの使用を開始できなくなるため、このフィラメントを使用してこの問題を完全に解消すると便利です。
考慮すべきもう1つの要素は、印刷するパーツの形状です。鋭角は、非常に小さな点に大きな引張力が集中するため、反りが非常に発生しやすくなります。ラミネーターソフトウェアのオプションを使用するか、3D編集プログラムを使用することにより、これらの「鋭い」コーナーへの反りの影響を減らす方法があります。目的は、時間的力をより適切に分散するために、ホットベッドとの接触面を増やすことです。
最後に、外的要因も印刷中に影響を及ぼします。最適な印刷パラメータを確立し、マシンを詳細に調整した場合でも、冷気の流れによって反りが発生する可能性があります。これらの要因からプリンタを保護することは、問題を回避するための鍵です。
3Dプリントで反りを回避する方法に関するガイド
この一連の手順に従うことにより、反りを回避することが完全に可能になります。それらのいくつかは、ベッドのキャリブレーションやクリーニングなどの機械的な問題に依存しており、その他はラミネータープログラムのソリューションに依存しています。適切に遵守するために、それらすべてをチェックすることが重要です。
1。 3Dプリンターエンクロージャーを使用する
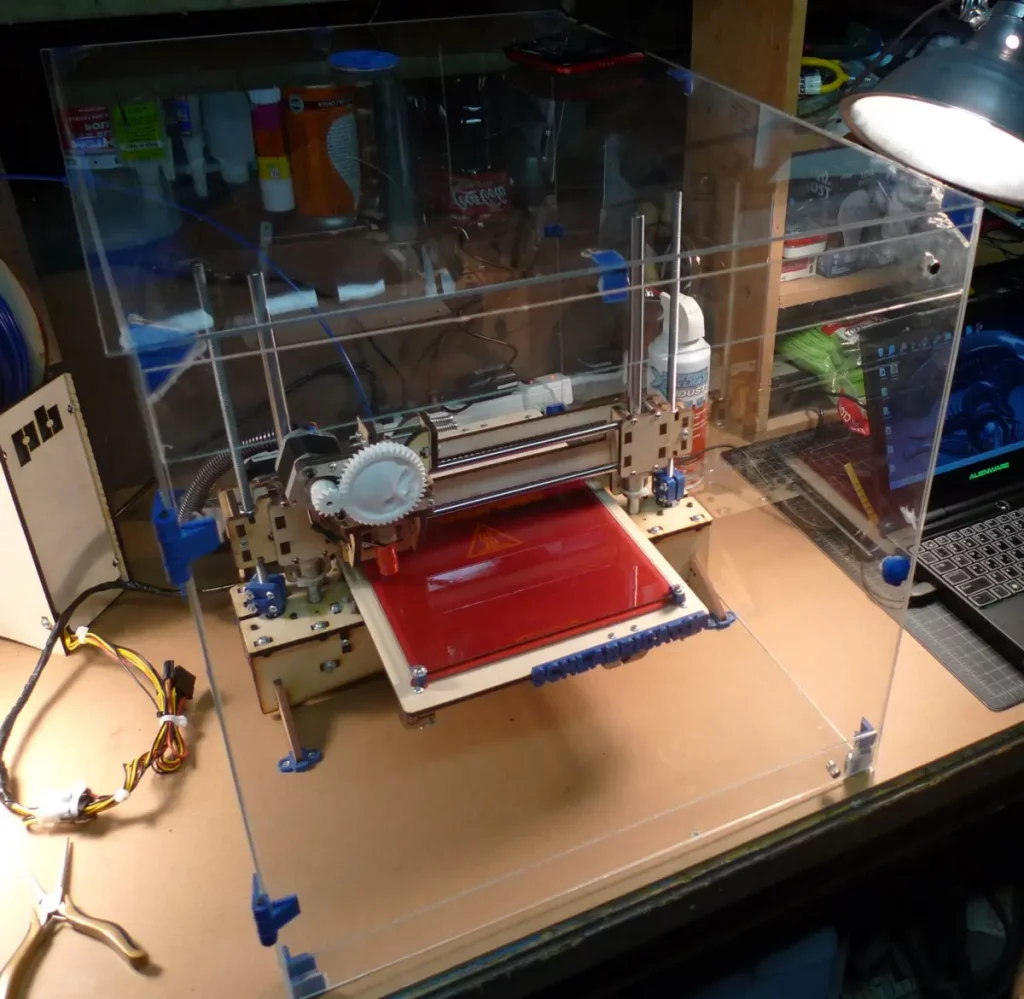
一部のプリンタにはすでにカバーが付いていますが、大部分はオープンタイプです。これらのエンクロージャーの機能は、印刷プロセス中に部品の周囲の温度の流れを可能な限り安定させることです。突然の熱衝撃はフィラメントの突然の収縮を引き起こし、それは形状の変化を補償することができず、反りまたは局所的な層間剥離を引き起こします。
カバーは必ずしもプロのタイプである必要はなく、場合によっては、入ってくるドラフトを止めるためにプリンターの周りに数枚の大きなボール紙を配置するだけです。一般的な安価なアイテムを使って自宅でデッキを作る方法についてのガイドがあります。または、もう少しお金をかけて組み立てて購入することもできます。
言うまでもなく、ファンやエアコンは、3Dプリンターが動作する環境では、打ち消すのが難しい過度に冷たい空気を大量に流すため、使用しないでください。
2。ベッドをよく水平にします

ベッドレベリングは最も重要なステップであるため、最初の印刷層で厚さの違いが明らかな場合は常に、徹底的かつ系統的に行う必要があります。次の画像では、水平度の低いベッドがどのように見えるかを確認できます。
左側では、プリンターのノズルがベッドから離れているため、フィラメントの糸がくっつかずに緩んで出てきます。オブジェクトを所定の位置に保持するものがないため、その領域ではパーツが破損することが予想されます。
右側の領域では、ベッドが高すぎるため、ノズルがベースに対して平らになっています。フィラメントがホットエンドノズルから出てこないか、非常に強制的に出てきます。 2番目のレイヤーが開始されると、エラーが忍び寄り、ベースの不整合が原因でアドヒアランスが失われます。
中間ゾーンでは、層は均一で均質です。フィラメントはベッドに対して適切に平らになり、オブジェクトにしっかりとしたベースを与え、接着を促進します。
ベッドはどのくらいの頻度で水平にする必要がありますか?
このキャリブレーションを実行する必要がある必須の頻度はありませんが、数時間の印刷の途中で反りの不快な驚きに遭遇しないように、頻繁に実行すると便利です。
1つの推奨事項は、10回の印刷後、または少なくとも週に1回、次のようなキャリブレーションテストを実行してベッドのキャリブレーションを確認することです。

ビルドプラットフォームのさまざまな領域に材料の薄層を印刷します。したがって、ベッドのどちらの側または角が他の部分よりも高いかを確認できます。
紙または厚さゲージのレベル
ベッドを水平にする最も速い(そして最も効果的な)方法の1つは、1枚の紙を使用することです。私たちがオフィスで使用するシートの厚さは、正しいフィラメントの流れを可能にするのに理想的です。
この手法は、ホットエンドをZ軸の0位置に移動し、モーターをオフにして、各ポイントでレベリングネジを調整しながら、ベッドの中央と4つのコーナーを移動することで構成されます。その際、紙がノズルとベッドの間を摩擦を伴ってスライドすることを確認する必要があります。最初はすべてのポイントで同じ程度の摩擦を達成するのは難しいかもしれませんが、このプロセスを2〜3回繰り返すことで、ベッドはほぼ完全に調整されます。
覚えておくべき非常に重要な詳細:この手順を実行するには、ベッドとホットエンドの両方が印刷中に使用される温度になっている必要があります 、私たちが見たように、材料は高温になるとサイズが変化するためです。
すきまゲージを使用すると、自宅にすきまゲージがある場合に役立ちますが、適切なキャリブレーションを行うには、1枚の紙を使用するだけで十分です。
自動レベリングセンサーを検討してください
自動レベリングシステムは、さまざまなタイプのセンサーを使用して、ホットエンドがベッドからどれだけ離れているかを検出します。印刷ジョブを開始するときに、Gコードに行を追加して、印刷を開始する前に自動レベリングを実行できます。このプロセスでは、さまざまなポイントでベッドまでの距離を測定し、「マップ」を作成します。このマップは、レベルの違いを補正し、適切な第1層を確保するために使用されます。
一部の印刷ベースは反り、レベリングタスクを不可能にする傾向があるため、これらのシステムを使用することが正しく印刷する唯一の方法である場合があります。
3。使用するたびにベッドを掃除してください
最初の層の接着を改善するために使用される汚れ、フィラメント、または物質の蓄積された残留物は、ベッドの領域に集まり、物体がしっかりとくっつくのを防ぐことができます。これを避けるために、常にベッドを清潔に保つことが重要です 、作業面に損傷を与えないアルコールまたは物質を使用してください。
4。ベッドの温度を上げる
この研究では、ホットベッドの温度を実験し、最良の付着を達成するためにどれが最適なものであるかを確立しようとしました。結論は、最良の温度は、使用されるフィラメントの転移温度をわずかに超える温度であると述べています。 。一例として、PLAの場合、その遷移温度は60ºCです。この提案によると、ソフトウェアで60〜65℃の温度を確立する必要があります。
最も一般的なフィラメントの理想的な温度:
- PLA :60°C
- PETG :80°C
- ABS :105°C
- TPU :その組成のため、このフィラメントはそれ自体で十分な接着力を生成するため、印刷ベースを加熱しないことをお勧めします。
5。接着剤またはヘアスプレーを使用する
スティックのり、ヘアスプレー、さらには砂糖水など、よく推奨される「家庭薬」がいくつかあります。目的は、印刷ベースへの付着を改善する物質を作成することです。
どちらが良いですか?
接着性に関しては、固定スプレーは通常、ガラスまたはミラーベースに適用すると非常に良い結果をもたらします。それらの問題は、エアロゾルの提示により、ファンや電子機器など、清掃が困難な不要な領域に固定液が広がることです。
よりクリーンで実用的な代替手段は、スティックのりです。時間通りに適用され、掃除が簡単です。その欠点は、価格とベッドをより頻繁に掃除する必要があることです。
6。初期レイヤーのクールダウンをオフにする
レイヤークーラーまたはレイヤーファン 、最初の層で突然の熱衝撃が発生し、ベースとの結合が弱くなり、印刷の途中で外れてしまう可能性があります。
ほとんどのラミネートプログラムには、数層のクーラーを無効にするオプションがあります。または、高く印刷するにつれてクーラーを段階的にするオプションもあります。
7。つばまたはいかだを使用する
どちらのオプションも、加熱されたベッドと接触する表面を増やすため、非常に効果的です。スカートとオブジェクトの間にスペースが残っていない限り、スカートの線が多いほど、その効果は高くなります。
いかだは、その一部として、最初のレイヤーの面積が非常に小さい小さなオブジェクトを印刷する場合に特に推奨されます。
8。紙のマスキングテープを使用する
画家の紙テープ、特に青いテープは、印刷中に部品を保持するのに特に適した粗さを持っています。さらに、温度の影響を受けず、複数の印刷に再利用できます。不利な点として、破片を取り除くとき、それは剥がれたり壊れたりする可能性があり、それを取り外して新しいテープを貼る必要があり、やや面倒なプロセスです。
最善の解決策は何ですか?
ベッドが正しく水平になると、3つの要素の組み合わせにより、反りが過去のものになります。
- 使用する材料の転移温度よりわずかに高い温度の加熱床の使用。
- 接着剤スプレーまたはスティックのりの塗布。
- 印刷全体を通して温度を安定させるためのカバーの配置。
個人的な推奨事項として、多くのプリンタには通常、加熱されたベッドに配置される柔軟な磁気ベースが付属していますが、ガラスはベースとして使用するのに最適な材料の1つです 。その巨大な平坦度が保証され、その硬度はそれが使用によって変形しないことを意味します。また、お手入れも簡単で、交換も安価です。髪の固定スプレーと特によく合います。
劣化したこれらの特殊ベースの1つを交換することを検討している場合は、少なくともしばらくの間ガラスを試すことをお勧めします。
追加の問題:レイヤーの分離
膨張収縮振幅が大きい材料を使用するときに発生する可能性のある別の問題は、層の分離です。これは、ベースへの接着は良好であるが、熱安定性条件が適切でない場合に発生します。フィラメントは不均一に収縮し、一部の層は他の層よりも強く「引っ張られ」、最終的に互いに分離します。
層の分離を解決する方法:
- カバーを使用する :物体の周囲の温度を一定に保つことにより、温度勾配が小さくなり、層が均一に冷却され、同時に同じように収縮します。
- 線の高さを減らす :層が高すぎると、新しく押し出されたフィラメントが最後の層に対して適切に平らになりません。層の高さを低くすると、層間の接着力を高めることができます。
- プリンタを予熱します :作業を開始する前に、カバー内のエンクロージャーの温度が安定している必要があるため、ベッドの温度を印刷中に使用する温度まで上げて、少なくとも10分待つことをお勧めします。
- 部品が完全に冷えるまで、プリンタのドアを開けないでください: 急冷すると、印刷が完了した後でも層が分離する可能性があります。
結論
反りは、特に冷却中に急激に収縮する傾向があるフィラメントを使用する場合、初心者や経験豊富なユーザーの間で非常に一般的な印刷の問題です。それは、あるコーナーでピースを曲げたり持ち上げたりすることで構成され、通常、それらは仕事全体を台無しにします。これは、ベッドを正しく水平にすることから始まり、印刷全体を通してオブジェクトとベースをしっかりと接着することで終わる方法に従うことで回避できます。カバーを使用し、ある種の接着剤を塗布することで、反りのリスクを最小限に抑えます。
3Dプリント