


9つの簡単なステップでPETGコーナーリフティングを修正する方法
すべての3D印刷愛好家は、最高の価値を提供するシームレスな3D印刷プロセスを夢見ています。
3Dプリンターの機械的な問題、ソフトウェアの誤動作、フィラメントの問題など、頻繁に問題が発生することはありません。
たとえば、3D印刷のゆがみは、印刷品質に影響を与える一般的な問題であり、3D印刷愛好家はそれを排除する必要があります。
PETGコーナーリフティングの問題
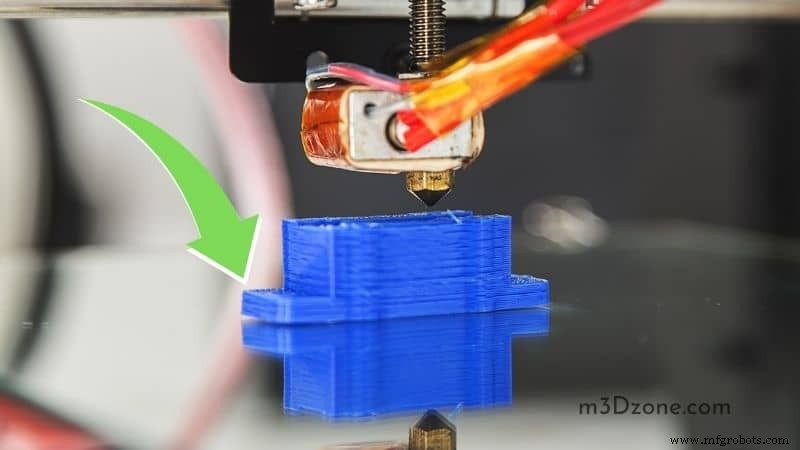
PETGプラスチックフィラメントは、熱でわずかに膨張しますが、冷却すると収縮します。素材の収縮が大きすぎると、印刷面から印刷コーナーが曲がってしまいます。
この記事は、PETGフィラメントに関する十分かつ十分に研究された情報を提供します。さらに、PETGコーナーリフティングの問題 そしてそれを修正する最良の方法。
PETGフィラメントとは何ですか?
PETGはポリエチレンテレフタレートグリコールの略です。
コポリエステル製で耐久性と柔軟性に優れています。 3D印刷サークルでは、PETGはPETフィラメントの強化と見なされています。 PETに「G」を追加するとPET-Gになります。
「G」はグリコール変性の略で、製品を光沢のあるものにし、ガラスのような外観を与える特性です。
PETGフィラメントは、ABSフィラメントの特性も備えており、比較的使いやすいため、より一般的なPLAフィラメントの代替品です。
さらに、成形温度が低いため、真空と熱曲げが容易です。
PETGフィラメントの特徴
PETGフィラメントはこれらの品質で際立っています:
- 柔軟性
- 強さ
- 温度と耐衝撃性
PETGフィラメントの利点
- 強力なフィラメント
- 費用対効果
- 簡単に作成
- 食品安全
- 色付けが簡単
- リサイクル可能
- 無臭の放出
- 無毒
PETGフィラメントのデメリット
- 利用できるブランドはほとんどありません
- ワーピングの問題
- スティッキー
- 高い印刷温度
- ベッドの温度が高い
- 真ちゅう製のノズルには適していません
- 引っかき傷に対する耐性が低い
PETGフィラメントの用途
PETGフィラメントは、産業および医療用途で最も使用されているフィラメントの1つとして際立っています。また、看板やパッケージで目立つように使用されています。
- 医療用ブレースの製造
- 電子機器
- カバーに使用
- ボトルの製造
- グラフィックディスプレイ
3Dフィラメントリフティングとは何ですか?
歪みの結果、3Dプリントのコーナーが浮き上がります。これは、印刷の硬化または冷却プロセス中に発生します。
では、印刷のカールや反りの原因は何ですか?
3Dプリントのプリントベッドの横に大きな面がある場合、または最初のレイヤーの上にフットプリントレイヤーが広い場合は、反り力が大きくなります。その結果、変形した低品質の3Dプリントが作成されます。
さらに、より高い充填レベルのフィラメントは、より大きな力とより多くの材料濃度を持っています。したがって、簡単に反りが発生する可能性があります。
3Dプリントで浮き上がる原因は何ですか?
第1層
最初のレイヤーは、FDM3Dプリントにとって重要です。これは主に、後続のレイヤーまたは上位レイヤーが配置される基本的な基盤を形成します。
プリンタベッドを完全に接着すると便利です。
そうしないと、最初の数層の接着が不十分なため、3Dプリントがビルドプレートから外れ、PETGの反りが発生します。
加熱ベッド/プリントベッド温度
3Dプリンターの加熱されたベッドが非常に熱くなる場合は、印刷のゆがみが発生する可能性があることを示す危険信号であるため、注意してください。
焦げたプリントベッドは、重い上層に下層を圧縮させます。圧縮すると、下の層がたるんで外側に流れる傾向があり、その結果、反りが生じます。
印刷ベッドの温度を最適な値に調整して、印刷物が浮き上がらない最高の印刷品質を実現します。
特に、PETGのガラス床転移温度は摂氏70〜80度です。したがって、この温度範囲を超えて加熱ベッドを加熱することは避けてください。
ノズル温度
ノズル温度は、反りを確実に減らす上で重要な役割を果たします。反りの問題に対する一番の解決策は、接着力の向上です。
なぜユーザーはノズルの印刷温度の調整を忘れがちだと思いますか?
3Dプリンターのユーザーは、過熱したフィラメントを使用した印刷の方が快適であるため、ノズルの印刷温度を調整するのを忘れています。層の接着力を高め、反りを防ぐのに役立ちます。
重要なことに、押出機の温度印象は、冷却ファンと同じように機能します。冷却設定により、ノズルは溶融PETGフィラメントの温度を下げることができます。
さらに重要なことに、押出機の温度が低いと、プリントベッドの接着力が低下します。逆に、ノズルの温度が高いとプラスチックが液体になり、その過程でベッドの接着性が向上します。
ウェットPETGフィラメント
ほとんどの3D印刷フィラメントは吸湿性です。つまり、周囲温度のために湿気を吸収します。フィラメントはさまざまなレベルで水を飲み、PETGはパックの真ん中に残ります。
PETGフィラメントはあまり水を吸収しません。ただし、フィラメント内の湿気は印刷品質に悪影響を及ぼします。
さらに重要なことに、湿ったPETGフィラメント領域は、リストのトッピングを歪めることで多くの印刷の問題を引き起こします。
高速印刷
高い印刷速度は、3Dプリントのゆがみの主な原因です。重要なことに、印刷速度が遅いと、プリンタが過剰な熱を放出する時間が与えられます。歪みをなくしても、印刷物が冷える結果になります。
対照的に、高速で印刷すると、プリンタは熱を放出できません。そのため、印刷オブジェクトは均一に冷却され、反りが発生します。
エンクロージャーの使用を無視する
印刷エリアを暖かく保ちたい場合は、エンクロージャーを使用してください。加熱されたベッドの周囲の温度を均一に保つのに役立つ場合は、単純な段ボール箱の形にすることができます。
したがって、印刷オブジェクトを均一に冷却するのに役立ち、PETG印刷のゆがみの可能性を排除します。そのため、特定の3Dプリンターでエンクロージャーを使用しない場合、コーナーリフティング印刷の問題が発生します。
PETGが持ち上がるのを防ぐにはどうすればよいですか?
3Dプリントの際にプリンターエンクロージャーを使用する
3D印刷プロセス中にワープをゼロにすることに熱心な場合は、3Dプリンターエンクロージャーを使用してください。加熱されたチャンバーは、3Dプリンターがプリントベッド周辺の温度変化を回避するのに役立ちます。
ビルド表面の温度をそのままにしておくと、3Dプリントを均一に冷却できます。重要なのは、反りが止まるということです。
安全性、ほこり、ノイズ、および有毒ガスの保護に役立つため、印刷時にエンクロージャーを使用すると便利です。
加熱ベッドの温度を調整する
ベッドの温度を上げると、PETGの反りが止まります。それはどのように起こりますか?プリントベッドの温度を上げると、温度の急激な変化が制御されます。その過程で、モデル上で均一に熱を放出するのに役立ちます。
摂氏70〜80度の加熱床温度に関するPETGプラスチックメーカーの要件に従うことを忘れないでください。
ビルドプレートに接着剤を使用する
3D印刷オブジェクトの動きにより、材料が収縮し、反りが発生します。したがって、歪みを避けるために、適切な接着剤をプリントベッドに塗布して、プリントオブジェクトをプリントベッドに貼り付けます。
また、プリントベッドの表面に使用できる適切な接着剤が数多く市場に出回っています。
- スティックのり
- 青い画家のテープ
- PEIベッド表面
最初の数層の冷却をオフにする
印刷プロセス中に反りの問題が発生したくない場合は、最初の数層の冷却システムを必ずオフにしてください。
冷却設定を下げて、冷却プロセスを確実に遅くします。また、プリンターレイヤーの高さを変更して、プリンターファンがCura設定で直接通常の速度に達するようにすることもできます。
重要なのは、プロセスの早い段階で印刷物のカールに気付いた場合は、ファンの開始を遅らせることです。
ビルドプラットフォームを平準化する
急速な冷却と材料の収縮によって引き起こされる圧力により、印刷エッジがゆがみます。反りをなくす最善の方法は、3Dプリントを行うときは常に平らで平らなプリントベッドを使用することです。
きちんと水平にされたビルドプラットフォームは、ビルドプレートへの材料の接着を改善します。スティックのりのような接着剤をフラットプリントベッドに追加すると、プリントのカールを気にせずに3Dプリントを行うことができます。
3Dプリントで持ち上げることによって引き起こされる問題は何ですか?
3Dプリントの浮き上がりは、ビルドプラットフォームの瞬間的または急速な温度変化により、深刻な品質問題を引き起こします。
印刷オブジェクトの寸法を変更して、目的を果たせないようにします。
さらに、低品質の印刷を提供するため、全体的な印刷品質に悪影響を及ぼします。
9つの簡単なステップでのPETGコーナーリフティングソリューション
- zオフセットを調整してプリントベッドを水平にします
- ビルドプレートにPVA接着剤の層を広げて、オブジェクトを印刷して貼り付けるのを助けます
- 掃除を簡単にするために、画家のテープのストリップを使用してください
- つばを追加して表面積を増やします。また、ビルドプレートの印刷グリップも向上します
- マウスの耳をプリントコーナースティックに配置します
- ドアや窓を閉めて、室温の変動を防ぎます
- 印刷のカールに気付いた場合は、最初の数層の冷却ファンをオフにしてください
- 印刷速度とノズル温度を下げる
- 加熱されたプリントベッドを使用して温度を均一にします
結論
反りまたは3Dコーナープリントの浮き上がりは、3Dプリントベッド周辺の瞬間的かつ急速な温度変化が原因で発生します。また、材料の収縮により反りが発生します 。
印刷部品の反りを防ぐには、印刷ベッド周辺の急激な温度変化を避け、材料の収縮を避けるように努めるのが最善です。
3Dプリント
- マグネシウムをTIG溶接する方法:6つの簡単なステップで
- エンダー3のベッドレベリングの問題;それらを修正する方法!
- エンダー3:USB経由で印刷する方法(SDカードなし)
- 1 kgの3Dプリンターフィラメントはどのくらい持ちますか?
- 3D プリンター ノズルの漏れ:修理方法!
- コーナーでのはみ出し (カール):簡単に修正する方法!
- 3D フィラメントがノズルに付着するのを防ぎ、修正する方法
- 5つの簡単なステップで画像から3Dモデルを作成する方法
- 3D プリントのギャップ。それらを修正するための簡単なガイド!
- いくつかのステップで車のエアコンを修理する方法
- 5つの簡単なステップで自動車保険に加入する方法