


3D プリントのギャップ。それらを修正するための簡単なガイド!
すべての 3D 印刷の専門家または愛好家は、それぞれの印刷体験で最高の結果を得ることを楽しんでいます。
愛好家は、すべての印刷体験で常に高品質の印刷物を手に入れるとは限りません。場合によっては、印刷プロセスの完了後に最終的な 3D 印刷を確認して、ギャップのあるオブジェクトを見つけるだけかもしれません.
3D プリントのギャップ。なぜ発生するのですか?
さらに、3D プリントのギャップは次の原因で発生します。
- 押し出し中
- 低い印刷温度
- 高速印刷
そのため、3D モデルにギャップが発生した場合は、次の作業を行うと役立ちます:
- ベッドの再水平化
- プリンターの温度を上げる
- 印刷速度を下げる
この記事は、3D プリント モデルのギャップとその修正方法に関する包括的なガイドです。続きを読む
3D プリントにギャップがあるのはなぜですか?
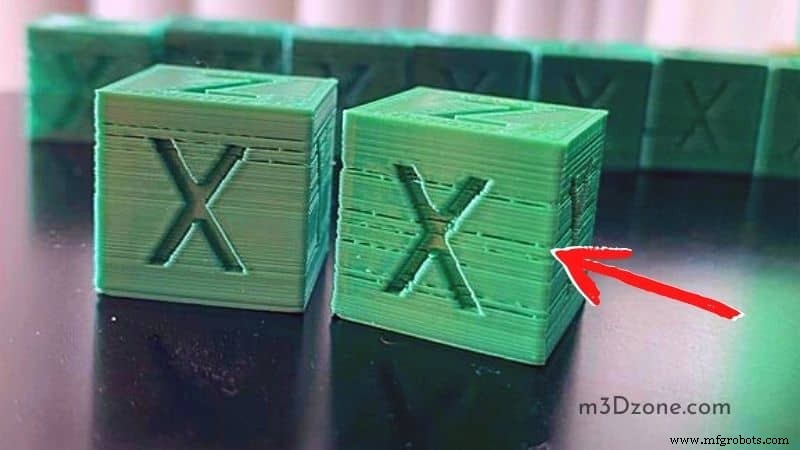
3D プリントの穴と層のギャップ
3D プリント愛好家は、最初のレイヤーをプリントする際に特に注意する必要があります。ほとんどの 3D プリント ギャップは、この段階で発生します。
ノズルはプリンターの造形面に溶融フィラメントを押し出し、積層造形の最初の層を形成します。 3D プリントされたオブジェクトが完成するまで、レイヤーが重ねられていきます。
3D プリント レイヤーのギャップにはさまざまな形があり、他の原因もあります。
大きすぎる Z オフセット
ライン間のギャップは、プリンター ノズルとビルド プラットフォームの間の物理的な距離が大きいために発生します。大きな Z オフセットは、ノズルがプリント ベッドから離れて動作することを意味します。押し出し時にレイヤーラインがつぶれるのを防ぐ効果があります。
そのため、Z オフセットを調整することで、ノズルとプリント ベッドの間の適切な距離を維持できるため、3D プリントのギャップがなくなります。
押し出し中
押出し中のフィラメントは、3D ギャップのもう 1 つの原因です。これは、最上層が後続の層を保持するために必要な強固な基盤を提供しないためです。また、各ラインが期待どおりに出ないのは、押し出しが不十分なためです。
ノズルとビルド プレートの隙間が狭すぎる
場合によっては、3D プリントで材料が不足している領域が発生することがあります。プリンター ノズルとベッドの間のギャップが非常に狭い場合、ビルド プラットフォームに近すぎると、ノズルがビルド表面をこする可能性があります。
さらに、材料のはみ出しを防ぎ、ひどい場合にはノズルの目詰まりやハードウェアの損傷を引き起こします。
この課題を相殺するには、適切な Z オフセット キャリブレーションが必要です。
ビルド プラットフォームの残り物、バンプ、ワープ
3D プリントは、プリンターのビルド プレートまたは表面で行われます。新しい印刷セッションに着手する前に、造形面がきれいであることを確認する必要があります。
そうしないと、小さな隆起、ゆがみ、および残り物によって、3D プリントのギャップにつながる課題が生じる可能性があります。
ベッドの接着不良の問題
プリントベッドの粘着力が不十分だと、押出ラインが造形面に付着しにくくなります。最初の層はプリンター ベッドの表面にくっつくのに苦労し、上の層はしっかりとした土台がないためにゆがみます。
オーバー エクストルージョン
押し出し上のノズルは、深刻な 3D プリント ギャップの問題を引き起こします。ノズルが最上層を最初の層の上に押し出すと、ギャップが形成されます。したがって、押し出し乗数の設定を正しく取得すると役立ちます。
高速印刷
非常に高速な印刷速度でオブジェクトを 3D 印刷すると、ギャップのある 3D 印刷物になる可能性があります。後続のレイヤーを配置するためのソリッド レイヤーがないため、ギャップが形成されます。
誤った撤回設定
3D プリントの収縮設定は、ノズルが押し出すことができるフィラメントの量を最適化します。同時に、ノズルが反動する速度を制御し、不要なフィラメントを引き込みます。
したがって、リトラクション設定が間違っていると、ノズルがビルド プラットフォームに不要なフィラメントを押し出すため、3D プリントのギャップの問題に直面することになります。
フィラメントの質が悪い
低品質のフィラメントを使用すると、ノズルの目詰まりが発生し、押し出しが不十分になります。これは、3D ギャッピングの課題への確実な方法です。
詰まったプリンター ノズル
不十分なリトラクト設定と低品質のプラスチック フィラメントの使用が原因で、プリンター ノズルが詰まっています。押し出し不足につながりやすく、3D プリントのギャップが生じます。
3D プリント パーツの隙間をどのように埋めますか?
レイヤー間のギャップをなくす方法
穴やあばたのように見えるレイヤー間のギャップをなくすには、プリンターの押し出しのキャリブレーションと引き込みの設定を適切に設定する必要があります。
また、フィラメントが湿気を吸収して劣化するのを防ぐために、フィラメントを乾燥した状態に保ち、適切に保管する必要があります。
層の分離
さらに重要なことは、次の方法で層の分離をなくすことです:
- ノズルの温度を最適な値に調整する
- 印刷速度を下げて、2 つ以上のレイヤーを結合できるようにする
- ABS およびナイロン フィラメント用のプリンター エンクロージャを使用して、反りを防ぎます
最上層の隙間 (内部が部分的に空洞) をなくす方法
最上層のギャップは、最後に印刷するレイヤーを指します。基本的に、最上層はモデルとその部分的に中空の内部を閉じます。
3D プリント モデルの最上層のギャップをなくすには;
- 押し出しのキャリブレーションを最適化する
- インフィルの割合を増やすと、ライン間のギャップが解消されます
壁の隙間をなくす方法
部分的に中空の内部は、隙間に住むことができる薄い壁で構成されています。これらのギャップに対処するには、Cura 3D スライサーを使用してインフィル オーバーラップを使用し、簡易 3D スライサーを使用している場合はアウトライン オーバーラップを使用できます。
印刷速度を下げ、部分的に中空の充填率を上げることで、壁の隙間をうまくなくすことができます。
3D プリントの後処理段階でギャップを埋めたい場合があります。 3D 業界には、この取り組みに役立つ製品がいくつかあります。
PLA プリントのギャップをどのように埋めますか?
PLA 3D プリントの 5 つのトップ フィラー
1.アポクシースカルプト
3D プリントのギャップを埋めるための人気のある製品であり続けています。なめらかで混ぜやすいです。混合するのに特別なツールやテクニックは必要ありません。
重要なのは、彫刻用粘土の利点と、エポキシの強度と接着特性を兼ね備えていることです。
3D プリントの隙間に必要な、永続的で自己硬化性の防水ソリューションを提供します。
2.ボンド グレージング
この 3D プリント ギャップ フィラーは、耐久性があり使いやすく、市場で最も人気のあるものの 1 つです。さらに、動作が速く、使用中に収縮の兆候が見られることはほとんどありません。

滑らかな仕上がりで、3D プリントの穴や継ぎ目を埋めるのに最適です。さらに、チューブからすぐに使用できます。ミキシングなどの追加作業は必要ありません。
染みがなく、わずか 3 分で作業でき、充填後 30 分で研磨できます。
3.ボンド ボディ フィラー
ボンド ボディ フィラーは結合の目的に役立ちます。硬化が速く、3D プリントに永続的な耐久性を提供します。

また、フィラーは収縮を防ぎ、塗布後数分で形を整えます。
強度が高く使いやすいため、自動車業界で人気があります。
4.エルマーズ プロボンド フィラー
市場で最も簡単に使用できるフィラーの 1 つです。

塗ってから15~30分で乾きます。その他のメリット:
- お手入れ簡単
- 無臭
- 強い粘着力
5. Rust-Oleum Automotive 2-in-1 フィラーとサンディング可能なプライマー
DIY を含む業界、特に 3D 印刷業界で広く使用されています。耐久性があり長持ちする結果を可能にする 2-in-1 フォーミュラです。
その主な利点は次のとおりです。
- 耐久性
- 簡単な使い方
- 簡単な研磨
- 素晴らしい仕上がり
最初のレイヤーのギャップをどのように修正しますか?
3D プリントの最初のレイヤーのギャップを修正するには、最初のレイヤーのギャップの主な原因を逆転させる必要があります:
ビルドプレートが水平であることを確認してください
プリンタ ベッドが平らで水平であることを常に確認してください。プラスチック フィラメントは、ゆがんだプリンター ベッドに取り付けられず、最初の層に隙間ができます。ベッドの圧縮スプリングを調整するか、より頑丈なものに交換してください。
ビルド プレートの位置を安定させるために、シリコン製のレベリング カラムを入手できます。
印刷温度を上げる
ノズル温度が低いと、ノズルからプリント ベッドへのフィラメントの流れが悪くなる可能性があります。そのため、印刷温度を上げていただけると助かります。フィラメントの適切な流れを保証します。
それでもギャップの問題が発生する場合は、フィラメントの直径がプリンターの仕様に準拠しているかどうかを確認してください。
線幅設定の調整
適切な線幅設定を使用することで、3D プリントのギャップをすばやく解消できます。たとえば、Cura スライサーを使用している場合、最初のレイヤーの線幅のデフォルトのスライサー設定は 100% です。ただし、一部のユーザーは、120% に設定するとより良い結果が得られるとほのめかしています。
フロー押出率をチェック
メーカーの推奨事項に確実に準拠するように、プリンターの押出設定を設定する必要があります。また、十分なフィラメントがスムーズに押し出されるように、ノズルの詰まりを取り除いてください。
さらに、エクストルーダー モーターが正常に動作していると便利です。機能不全の押出機モーターは、十分なプラスチック押出に影響を与えます.
Z オフセットの調整
ギャップの問題がなくなったかどうかを確認しながら、Z オフセットをゆっくりと調整できます。同様に、ギャップの問題がなくなるまで Z オフセットを調整しながら、テスト印刷を行うことができます。
その後、この特定の時点で設定値を維持して、最良の結果を得ることができます。
第 1 層の 3D プリントのギャップを解消するその他の方法:
- BLタッチ
- 実証済みのプリンター プロファイルの使用
- スライサー設定の変更
3D プリンターの継ぎ目を隠す方法
Z シームまたは 3D プリントのギャップを処理するには、主に 2 つの方法があります。まず、縫い目の原因を逆にすることで防ぐことができます。特に、継ぎ目の可視性は、モデルのサイズや形状などのさまざまな要因によって異なります。
次に、3D プリントの継ぎ目を隠す最善の方法は、スライサーの設定を調整することです。
最上層のギャップを修正する方法
トップ レイヤーは、3D プリント オブジェクトの重要なコンポーネントです。押し出しの問題や押し出し機のスキップなど、さまざまな要因により、3D プリントにギャップが生じる場合があります。
最上層のギャップを修正するには、次のことができます:
- スライサー設定でトップ レイヤーの数を増やす
- 印刷速度を速くまたは遅く調整する
- 品質とフィラメントの直径を確認する
- プリンターの機械的な問題を修正する
- 充填密度を上げる
- 詰まったノズルを修正する
結論
3D プリント愛好家は、日常業務でプリント ギャップに直面することがよくあります。速いまたは遅い印刷速度、不安定な表面、および予期しない温度変化により、ギャップの問題が発生します。
同様に、プリンター ノズルの詰まりが 3D プリントのギャップの主な原因です .
これらの課題を修正すると、3D プリントのギャップがなくなり、高品質の 3D オブジェクトが得られます。
3Dプリント
- 最も一般的な3D印刷ワークフローのボトルネック–およびそれらを修正する方法
- 金属3D印刷が直面する5つの一般的な問題–そしてそれらをどのように修正できるか
- マークワンでインサートを使用するためのカールカラブリアのガイド
- Otto DIY + ArduinoBluetoothロボットで3Dプリントが簡単
- 9一般的な溶接の問題とその修正方法
- 3D プリントは簡単ですか?
- エンダー3のベッドレベリングの問題;それらを修正する方法!
- スカート vs つば vs ラフト。それらをいつ使用するか!
- Cura アダプティブ レイヤー;それらは何であり、どのように使用するか!
- RTC モジュール:簡単なプロジェクトの絶対ガイド
- リークを検出して修正する方法