


CMM のニッチ市場の拡大
由緒ある三次元測定機は依然として好調で、メーカーはその自動化機能を利用して労働問題を緩和しています

CMM の場合、好調な時期が続いています。 Hexagon Manufacturing Intelligence, North America (ロードアイランド州ノース キングスタウン) のプレジデントであるアンガス テイラー (Angus Taylor) は、次のように述べています。 「市場は本当に爆発しているようです。」
なぜ今なのか?
いくつかの理由があります。今日の CMM は、より広い範囲の温度と振動に耐えることができます。それらはより頑丈で、より小さく、より正確に測定されます。彼らはこれまで以上に速く測定します。また、製造現場は以前とは異なります。 「製造工場自体がきれいになってきています」とテイラー氏は言います。今日の精密機械加工と製造には、よりクリーンな環境が必要です。そうすることで、CMM にとってより使いやすくなります。
おそらく最も重要なのは、それが人にまで及ぶ可能性があることです。
「メーカーは熟練した人材を十分に確保できていないため、CMM を自動測定システムと見なすようになっています」と Taylor 氏は説明します。 「1 人で 20 台の [コンピュータ制御] CMM の測定プログラムを作成できます。」これにより、オペレーターのスキルセットは、おそらく精密固定具を使用してパーツをロードおよびアンロードする方法と、適切な測定プログラムをプルアップする方法を知ることになります。 Hexagon は、製造現場向けに 4.5.4SF、7.10.7SF、および最新の TIGO SF の 3 つの CMM を提供しています。
バーコードとロボットによるマテリアル ハンドリングにより、ロード/アンロードも自動化できます。
Hexagon Manufacturing Intelligence の戦略的開発担当ディレクターである Michael Mariani 氏は、次のように述べています。これは、Hexagon が最近実証したような閉ループ製造セルに統合された計測デバイスを意味します。デモでは、パーツが機械加工され、ロボットによって CMM に移動される様子が示されています。その後、CMM は、公差を維持するために、必要に応じて機械加工操作を調整する方法に関する情報を自動的に提供します。
センサーと成長

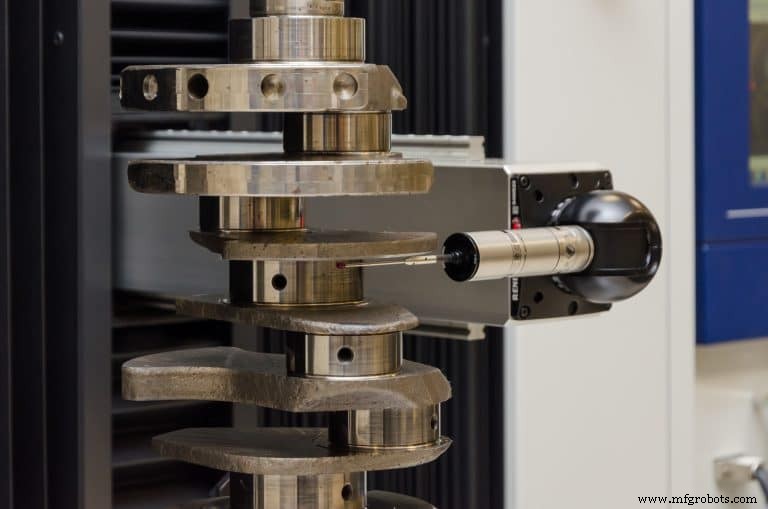
サプライヤーがより多くのセンサーを提供するにつれて、CMM の有用性が高まっています。その多様性は、Hexagon 独自の一連のプローブに反映されています。同社は、干渉レーザー技術に基づく HP-O 光学センサーだけでなく、タッチ プローブ、走査プローブ、表面粗さ測定も提供しています。
センサーとプローブは、レニショー PLC (イリノイ州ウエスト ダンディーおよび英国グロスターシャー州ニューミルズ) の主な事業です。レニショーは、CMM を最初に普及させたタッチトリガー プローブの発明者です。 PH10 3 軸プローブに加えて、同社は 5 軸で動きの速い PH20 と Revo ヘッドを発明して、CMM のスループットを向上させました。同社は、CMM メカニズムが静止したままで局所的な移動を可能にし、移動量を減らしながらデータをより速く収集することでこれを実現しています。また、システムの剛性が低下し、エラーが増加するため、測定が遅くなります。
プローブとセンサーは、必ずしも CMM 上にある必要はありません。これらは、レニショーの Equator のようなフレキシブル ゲージングや、工作機械そのもので使用できます。それでも、CMM は、製品が正確に製造されていることを保証する必要があります。レニショーの CMM 製品ビジネス マネージャーである Michael Litwin 氏によると、工作機械は許容範囲外になる可能性があります。 「NIST 標準アーティファクトへのトレーサビリティが必要です。独立したチェックとして、その CMM はまだ必要です」と彼は言いました。
同社は、業界標準のタッチおよびスキャン アナログ プローブでさえ、すべてのニーズを満たすことができないことを認識しています。 2018 年 2 月、レニショーは、CMM の REVO 5 軸測定システムで使用する SFP2 表面仕上げ測定プローブを発表しました。 「これにより、表面仕上げ検査が CMM 測定の不可欠な部分となり、スキャンと表面仕上げ測定の切り替えが可能になります」と彼は言いました。 SFP2 は、半径 2 μm のダイヤモンド スタイラス チップを備えたスキッド プローブです。同社によると、その表面測定能力は、Ra で測定して 6.3 μm から 0.05 μm (250 μin. から 2 μin.) の範囲です。
レニショーは、Revo-2 ヘッドで使用するビジョン システム、RVP ビジョン プローブも発表しました。 Litwin によると、エッジ検出を使用して 2D 画像から特徴を測定します。三次元データは、後処理とともにさまざまな角度からいくつかの画像をキャプチャすることによって得られます。 「これは、触覚測定が適していない機能を測定する別の手段を提供します」と彼は言いました。 「これには、複雑な 3D 形状を持つタービン ブレードや板金部品の小さな冷却孔が含まれます。」
「CMM は通常、大規模な機能向けですが、必ずしもより大きなボリュームではありません。多くの市場が、非接触技術を必要とするより小さな機能を推進しています」と、Quality Vision International Inc. (ニューヨーク州ロチェスター) の新製品開発マネージャーである Nate Rose 氏は述べています。

彼は、最新の 5 軸工作機械とアディティブ マニュファクチャリング システムにより、寸法と位置を検証する必要のある複雑で入り組んだ機能を部品に持たせることができると述べました。 「これらの特徴は、分析のためのポイントを収集するためのより大きな触覚プロービングの一部として、光学式の非接触センサーで測定するのが最適な場合があります」と彼は言いました.
そのため、QVI は、レニショーの TP20、TP200、および SP25 コンタクト プローブに加えて、ビデオ システム、ライン スキャン レーザー、レインボー ホワイト ライト センサー、および TeleStar レーザー プローブを CMM のラインで提供しています。
「VersaFlex マルチセンサー ヘッドを使用すると、PH10 で最大 3 つのセンサーを同時に使用できるため、事実上あらゆる方向の機能に到達できます」と Rose 氏は述べています。 「小さな特徴は、その特徴の位置が制御されていない場合、触覚的な方法を助長しないことがあります. VersaFlex でビジョン センサーをアクティブにすることで、最初に特徴を見つけ、それを基準として設定し、次に触覚で測定することができました。ポイント レーザー センサーは、高解像度の表面プロファイルを可能にします。」
他の CMM OEM と同様に、Wenzel America Ltd. (ミシガン州ウィクソム) は、独自の 2 つのセンサーとともに、レニショーの触覚プローブを提供しています。 Wenzel の Phoenix センサーは、構造化光 (白色光技術とも呼ばれる) を使用して 3D 点群をキャプチャします。この白色光センサーは、CMM プローブ ヘッドに取り付けられるほど軽量です。同社のもう 1 つのセンサーは、同じくレニショーの標準プローブ ヘッドに取り付けられる Shapetracer レーザー ライン スキャナーです。
機械と統合
CMM は製造エコシステムに存在します。 Wenzel America の Drew Shemenski 社長は、次のように述べています。 「私たちが見た実際の変化は、品質グループによって管理されているラボにあるマシンから製造チームへの移行です。彼らは現在、機器を担当しており、その所有者です。」
5 月に、Wenzel は SF 87 ショップフロア CMM を導入しました。 Shemenski 氏は、このマシンがマルチセンサー対応であり、Wenzel と Renishaw のすべてのプローブに対応できることを強調しました。同社によれば、CMM の 800 x 700 x 700 mm の測定ボリュームは、金属切断機および成形機の一般的なサイズと一致しています。また、同社によると、測定を高速化するための高い移動速度と加速を誇っています。作業現場の準備をさらに強化するために、温度安定構造と汚れに強いガイドとスケールを備えています。測定スペースは 3 つの側面からアクセスでき、オプションの Wenzel Automation Interface を使用して他の自動化と統合されています。
「今日の CMM 市場は好調です」と、Mitutoyo America Corp. (イリノイ州オーロラ) の製品スペシャリスト、CMM である Gene Hancz 氏は同意します。ミツトヨは、標準、高精度、超高精度の他に、ブリッジ、アーム、水平型の CMM を提供しています。 「標準精度のブリッジ CMM は、当社の機械の主力製品です」と彼は言いました。
三次元測定機の使用方法に変化が見られましたか? 「間違いなく、製造現場に続きます」と彼は言いました。 「(一般的な使用のための)ウォークアップ マシンであろうと、ロボット セルに統合されたものであろうと。」彼が見た統合設備は、手動配置による単純なものから、部品測定プログラムを自動的に供給および実行するロボットセルを使用した完全自動化までさまざまです。
他の CMM サプライヤと同様に、ミツトヨは、3 つの異なるモデルの Mach シリーズなど、製造現場での展開用に CMM を提供しています。 Mach-3A は、インライン測定用に設計された水平アームです。水平アームはスペースを節約します。 Mach-V シリーズは、製造ラインで使用するように設計されており、加工調整のために工作機械に事前/事後フィードバックを提供します。
CMM を提供する興味深いアプローチは、取り付け可能な CMM である Mach Ko-Ga-Me です。 「CNC フライス盤内であっても、あらゆる治具設計に取り付けることができます」と Hancz 氏は説明します。測定範囲はわずか 120 x 120 x 80 mm で、最大 2 μms の精度で 340 mm/秒の速さで移動できるため、取り付け可能な CMM は小さな部品に最適です。
「プローブ技術は拡大を続けており、利用可能なものはすべて提供しています」とハンツ氏は述べています。 「当社で最も人気があるのはレニショー SP25 スキャニング アナログ プローブで、最大 100 mm/秒でデータを収集します。」ミツトヨでは、スキッドタイプの表面粗さ測定プローブもご用意しております。 CMM Surftest プローブは、ミツトヨのポータブル表面仕上げユニット SJ-210/310 シリーズから派生したものです。標準、小穴、超小穴、深溝、歯車検出器の 5 種類のプローブが利用可能です。
Carl Zeiss Industrial Metrology LLC (ミネソタ州メープル グローブ) の製品管理マネージャーである David Wick 氏は、次のように述べています。 Zeiss は 4 月に、粗さ測定プローブ Rotos センサーを発表しました。これにより、CMM タッチ、スキャン、および光学式非接触センサーのスイートが追加されます。非接触センサーには、カメラ センサーと共焦点白色光センサーが含まれます。
Rotos 表面測定プローブは、LVDT 検出器と 2 つの連続回転/傾斜軸を備えたスキッドレス接触表面テクスチャ センサーです。測定機と特定のスタイラスに応じて、Zeiss は、0.25 ~ 1.0 mm/s の範囲の速度で 0.03 μm までの Ra 粗さ値を測定すると述べています。

Zeiss はまた、現場生産用の CMM の製品ラインも提供しています。これらは、GageMax、CenterMax、および DuraMax です。 Wick 氏によると、DuraMax は DuraMax LTE、DuraMax CNC、回転テーブル付きの DuraMax CNC、DuraMax HTG の 4 つのモデルに拡張されました。 HTG は、100°F (38°C) までの環境で使用するためのものです。 CMM にはスキャニング プローブが装備されており、フットプリントが小さく、測定ボリュームに簡単にアクセスできます。
CenterMax はブリッジ スタイルの CMM であり、自動車のパワートレインや航空宇宙部品など、高度に設計された部品の大量生産に特に役立つと Wick 氏は述べています。 「新しい表面粗さ測定プローブ [Rotos] を CenterMax に追加しました。 [現在] 1 つのセットアップで、ユーザーは直径や穴などの特徴を測定し、重要な表面粗さを測定できます」と彼は言いました。
1 つのプローブ、1 つのマシン
センサーの組み合わせを備えた CMM の有用性を顧客が見出しているため、Alicona Corp. (イリノイ州バートレット) は、単一のセンサーのより多くの用途を見つけるという、わずかに異なる方針をとっています。同社の技術の中核は、焦点変動を利用した非接触センサーです。
この手法は、限られた焦点深度を使用して高解像度の表面データを提供します。この技術は、カラーデータも提供するため、共焦点イメージングや光学セクショニングに似ていますが、より高度です。表面形状と粗さの両方を測定します。同社によると、これは制作環境で特に役立ちます。

アリコナは、形状と形状を測定するための代替手段として採用し、その用途を拡大しました。範囲が狭いため、同社はフォームを測定するために、大きなオブジェクト上で正確に移動できる必要がありました。そのため、Alicona は、μCMM 座標測定機と呼ばれる精密 3 軸ステージに 3D フォーカス変動測定器を取り付けました。必要に応じて、高度な Real3D Rotation Unit である電動回転ユニットを追加すると、5 軸システムが提供されます。同社は、ISO10360:8 仕様に従って、EMPE =(0.8 + L/600) μm の精度データを公開しています。
「私たちのセンサーの独自の機能により、CMM の世界で現在非常に一般的になっている戦略、つまり複数のセンサーを 1 つの CMM フレームに統合する戦略に従うことを控えることができます。フォーカス バリエーションの機能により、1 つのセンサーを使用できます。 [また、複数のセンサーをいじる必要がある場合よりも、より堅牢で壊れにくく、より使いやすい [デバイス] を提供します」と Scherer 氏は述べています。
コンテキスト内の CMM
Zeiss の Wick は、CMM のより大きな未来を見据えています。 「新しいツールと拡張されたマルチセンサー機能はもちろん成長しますが、それらがエコシステムにどのように適合するかが重要になってきています」と彼は言いました。 「特にヨーロッパでは、お客様が近くの工作機械と一緒に CMM を操作して情報を交換している例が数多くあります。」
マシニング センターにオフセットを提供できる CMM は便利ですが、さらなる統合と機械のコラボレーションの機会が他にもあると彼は考えています。インダストリー 4.0 と呼ばれるものに CMM を組み込んだ完全なスマート ファクトリの実装は、世界中であまり見られません。
「米国では、さらに遅れをとっています」と彼は言いました。しかし、それはすぐに変わるかもしれません。 「今後 1 年か 2 年で、CMM ベンダーが自社のマシンでより多くの自動化オプションを提供するようになると予想しています。おそらく、ProfiNet または ProfiBus と通信できるようにするためのアドオン ボックスです」と彼は言いました。機械レベルでの情報交換により、スマート ファクトリーが実現します。
Wenzel の Shemenski は、CMM のプログラミング方法のアップストリーム統合もより重要になると考えています。 「プログラムの早い段階で GD&T を CAD モデルに適用することを組み込んだモデルベースの設計技術が現実のものになりつつあります。解決すべきねじれがあり、上流の設計者はそれを責任の増大として認識する必要がありますが、これは注目すべき傾向です」と彼は言いました.
これにより、有効な GD&T が有効な CAD モデルに関連付けられている限り、測定プログラムの作成の自動化が可能になります。 「エキサイティングなトレンドは、GD&T が添付された CAD モデルから自動的に測定プログラムを作成することです」と、Hancz 氏は同意しました。この記事のためにインタビューしたすべての OEM サプライヤーは、CMM のパーツ プログラムを作成するための計測ソフトウェアを使用しています。現在のところ、GD&T はあまり使用されていない機能ですが、次のトレンドは、設計者が上流の設計プロセスで GD&T の考え方を変える方法である可能性があります。お楽しみに。
自動制御システム