


ジグと備品–定義、タイプ、利点、違い

ジグと備品 は、特殊なワーク保持およびツールガイドデバイスを組み込むことにより、反復タイプのワークを生成するための経済的な手段です。
ジグとフィクスチャの定義
ジグと備品 同一部品の割合を増やすのに役立つデバイスです 人間の努力の量を減らします これらの部品を製造するために必要です。センター旋盤は、さまざまな形状やサイズの個々の部品を製造するのに適した工作機械であるとすでに述べましたが、同様の製品を大量に製造するために使用するのは非効率的です。
ジグとフィクスチャの定義を以下に示します:-
ジグ
ジグ :ジグは保持するデバイスです およびワークピースを配置します だけでなく、ガイド およびコントロール 1つまたは複数の切削工具。作業が行われ、ツールが相互に真の位置にくるようにガイドされます。
ジグは、金属製のプレート、構造、またはボックスであり、場合によっては非金属製であり、コンポーネントを次々に同じ位置に保持し、ツールをワークの正しい位置にガイドします。図面、仕様、または操作レイアウト。
つまり、これは工具の保持と切削工具のガイドの両方に使用されます 。
ジグの主な目的は、製品の製造において再現性、精度、および互換性を提供することです。
ジグについて覚えておくべきいくつかの重要なこと:
- 一次元で使用 とりわけ、穴あけ、タッピング、リーマ加工などの機械加工プロセス。
- このシステムは軽量です 複雑な形 。
- ゲージブロックは不要で、ジグのコストが高くなります。
- 大規模な操作が必要になるまで、ジグはマシンテーブルに固定されません。
フィクスチャ
備品 は保持するデバイスです 検査中にワークピースを配置します または製造プロセス。フィクスチャはツールのガイドとしては機能しません。建設中の備品は、さまざまな標準または特別に設計されたワーク保持装置であり、ワークを所定の位置に保持するために機械テーブルに固定されます。ツールは手動またはゲージで作業上の必要な位置に調整されます。
言い換えれば、フィクスチャは、ワークピースを保持、サポート、および任意の操作の目的の位置に配置する、単にワーク保持デバイスです。
主な機能 備品の保持 ワークピースを見つけます 機械加工操作中 、および製品製造における再現性、精度、互換性を提供します。
フィクスチャに関するいくつかの重要なポイント:
- フィクスチャは多次元機械加工プロセスで使用されます フライス盤、研削、旋削など。
- このシステムは、重量が重く、シンプルなデザインであることが発見されました。
- ゲージブロック 取り扱いが簡単で、価格もリーズナブルです。
- フィクスチャには特定のツールがあります フライス盤、シェーパー、スロットマシンで使用されます。
- 器具は取り付けられています マシンテーブルに。
ジグとフィクスチャの違い
以下は、基本的なジグとフィクスチャの違いです。 。
1。 固定具はワークを保持して配置しますが、ツールをガイドしませんが、ジグはツールを保持、配置、およびガイドします。
2。 固定具は一般に構造が重く、機械テーブルにしっかりとボルトで固定されていますが、治具は軽量化されているため、取り扱いが迅速であり、テーブルでのクランプは不要なことがよくあります。
3。 フィクスチャは、フライス盤、研削、プレーニング、または旋削加工でのワークの保持に使用されますが、ジグは、特にドリル、リーマ、またはテーピング操作でのワークの保持と工具のガイドに使用されます。
| ジグ | フィクスチャ |
| 切削工具をガイドします。 | 切削工具のガイドにはなりません。 |
| ほとんどが機械に取り付けられています テーブル。 | 常に取り付けられています マシンテーブル。 |
| ジグは一般的に フィクスチャ。 | フィクスチャは一般的に ジグ。 |
| ジグフィートがその構造に使用されています。 | そのような足はその構造に使用されていません。 |
| ブッシュはガイド用のジグに使用されます 切削工具。 | ブッシュは器具には使用されません。 |
| これは特に掘削に使用され、 リーマとボーリングの操作。 | フライス盤に特別に使用され、 旋削、研削 操作。 |
| ジグは穴あけに広く使用されています マシン。 | フィクスチャはフライス盤、研削で広く使用されています マシン。 |
| ジグはコストがかかります。 | 治具に比べてフィクスチャのコストが低くなります。 |
| 複雑な設計。 | それほど複雑でない設計。 |
ジグとフィクスチャの要素
主な治具と固定具の要素 フォローしている:-
1。本体 :-それは、機械加工されたコンポーネントが配置されているプレート、ボックス、またはフレーム構造です。非常に強くて硬いはずです。
2。要素の検索 :-これらの要素は、切削工具に対して適切な位置にワークピースを配置する作業を行いました。
3。クランプ要素 :-これらのコンポーネントは、ワークピースを目的の位置にしっかりと固定します。
4。粉砕および設定要素 :-ジグと固定具のこれらの要素は、ジグの場合は切削工具をガイドし、固定具の場合は適切な工具の動作を支援します。
5。ポジショニング要素 :-これらの要素には、ジグまたは固定具を機械の適切な位置に固定するために使用されるさまざまな固定装置が含まれます。
6。インデックス要素 :-常に提供されているわけではありません。ただし、さまざまな表面またはさまざまな場所で機械加工操作を実行するために、多くのワークピースをさまざまな位置にインデックス付けする必要がある場合があります。このような場合、これらの要素をジグまたはフィクスチャに組み込む必要があります。
コンポーネント
実行する操作の順序を決定し、ジグとフィクスチャの他の設計の詳細を評価するために、実際のコンポーネントまたはワークピースを調達して調査する必要があります。作業面の1つは、データムとして機能するように機械加工されています 他のすべての測定が行われる表面。
ジグとフィクスチャのタイプ
使用するジグと固定具の品質、種類、複雑さは、機械加工する作業の種類によって異なります。簡単なダイビングドリンクに必要な生産規模は、以下のとおりです。
タイプジグの
- テンプレートジグ
- プレートジグ
- チャンネルジグ
- 直径ジグ
- リーフジグ
- ラングジグ
- ボックスジグ
1.テンプレートジグ
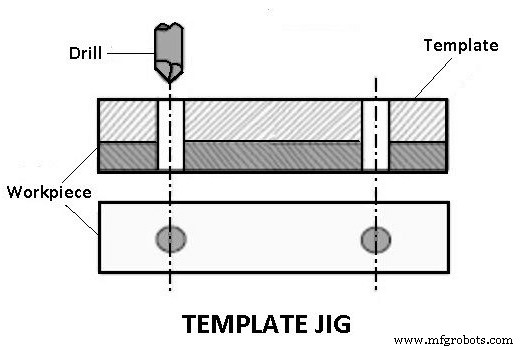
テンプレートジグ すべてのタイプのジグの中で最も単純です。 2つの穴があるプレートは、加工するコンポーネントに固定されるテンプレートとして機能します。ドリルはテンプレートの穴を通してガイドされ、必要な穴がテンプレートと同じ相対位置でワークピースにドリルで開けられます。
2.プレートジグ
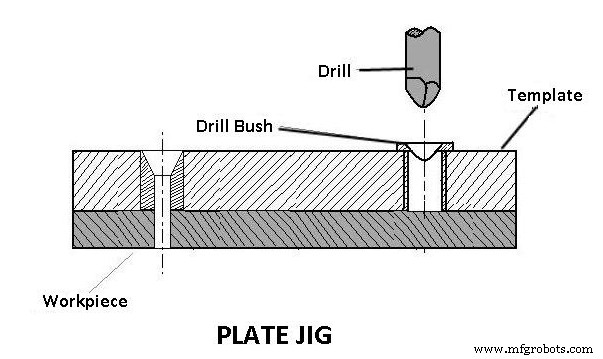
プレートジグ は、ドリルブッシュを組み込んだ改良されたテンプレートジグです。 テンプレート上。プレートジグは、大きな部品の間隔を正確に保ちながら、大きな部品に穴を開けるために使用されます。
3.チャンネルジグ
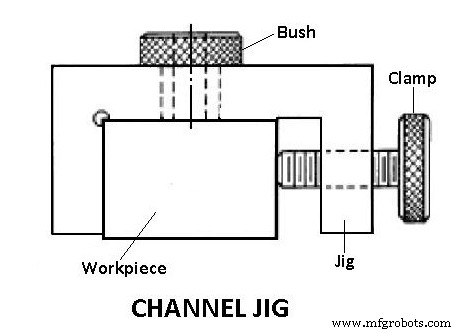
チャンネルジグ チャンネルのような断面のシンプルなジグです 。コンポーネントはチャネルに挿入され、刻み付きノブを回してクランプされます。ドリルブッシュは工具によってガイドされます。
4。直径ジグ
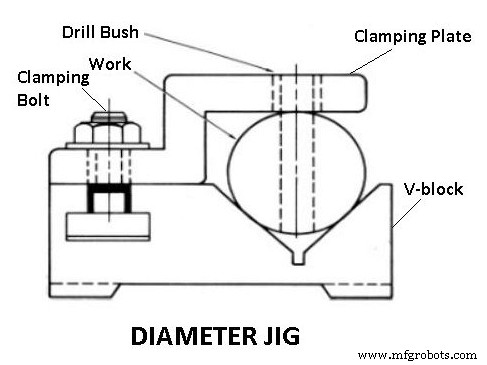
直径ジグ 放射状の穴をドリルするためのツールです 円筒形または球形のワークピースで。
図1に直径治具を示します。ワーク1は固定Vブロック6に配置され、ワークロケーターとしても機能するクランププレート7によってクランプされます。ツールは、ワークに対して放射状に配置されたドリルブッシュ8を介してガイドされます。
5.リーフジグ
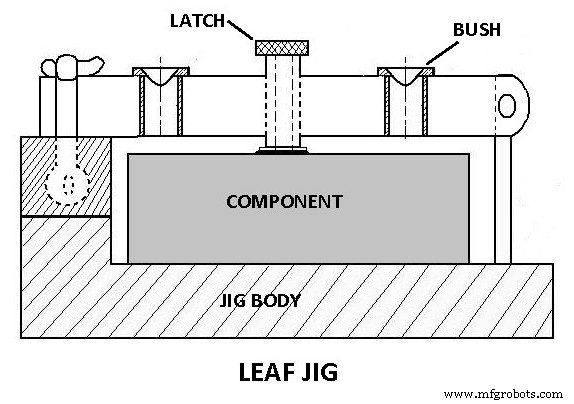
リーフジグ 荷積みまたは荷降ろしのために作業中に開くまたは閉じることができる葉があります。
リーフジグを上図に示します。それは11で本体に蝶番を付けられた葉またはプレート13を持っており、葉は積み込みまたは積み込みの目的でワーク上で開閉することができます。ワーク1はボタン10のそばにあり、固定ネジ12で固定されています。ドリルブッシュ3が工具を方向付けます。
6。リングジグ
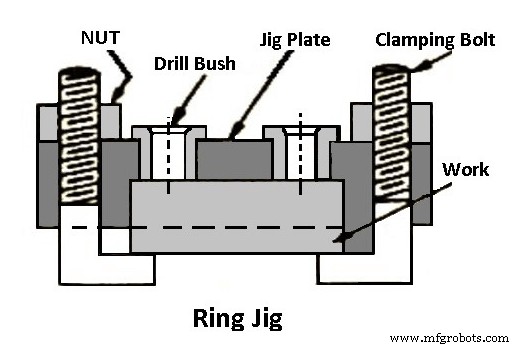
リングジグ 円形フランジ部品に穴を開けるために使用されます 。ワークはドリル本体にしっかりと固定され、ドリルのブッシュに工具をガイドすることで穴が開けられます。
7。ボックスジグ
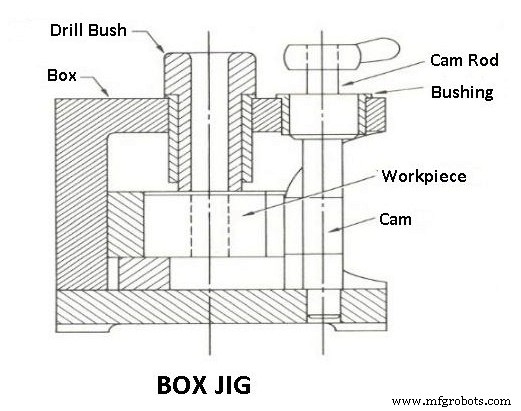
ボックスジグ は箱のような構造で、ワークをしっかりと保持するため、ジグのどちらの面をツールに向けるかによって、1つの設定でさまざまな角度からドリルまたは機械加工を行うことができます。
タイプ備品の
以下は器具の種類です :-
1.ターニングフィクスチャ
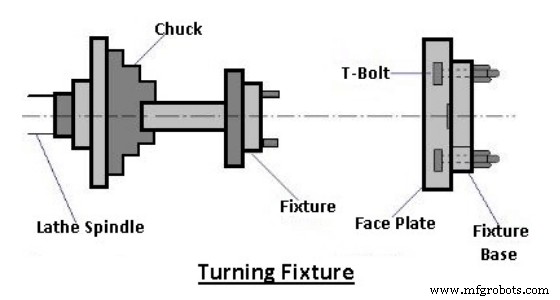
これらの固定具は通常、機械のスピンドルのノーズまたはフェースプレートに取り付けられ、ワークピースはそれらによって所定の位置に保持されます。必要に応じて、フィクスチャはアンバランスフィクスチャのバランスをとるためにカウンターウェイトを必要とする場合があります。
2.フライス盤
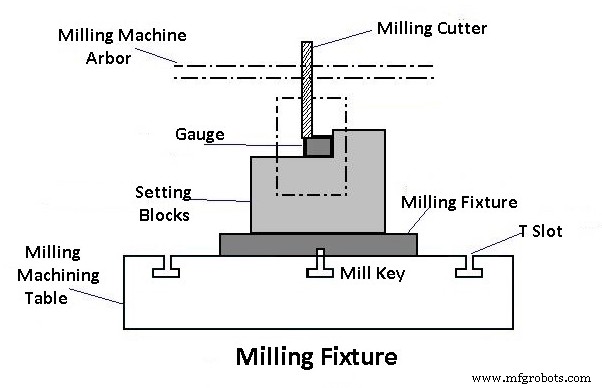
フライス盤 通常、機械のスピンドルのノーズまたはフェースプレートに取り付けられ、ワークピースはそれらによって所定の位置に保持されます。テーブルは、カッターに対して正しくシフトおよび配置されています。操作を開始する前に、ワークピースはフィクスチャのベースに配置され、クランプされます。
3.ブローチ器具
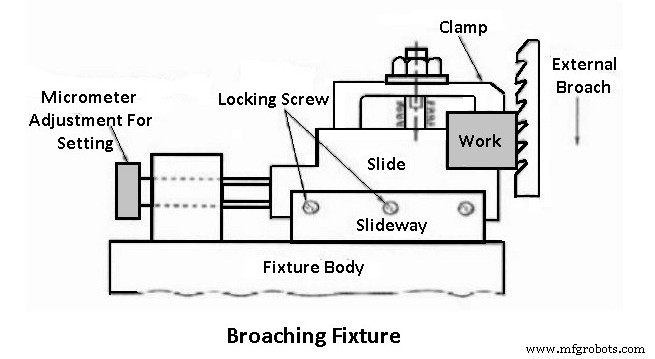
ブローチ器具 さまざまなタイプのブローチ盤で、キー溝ブローチ、穴ブローチなどの操作中にワークピースの位置を特定、保持、およびサポートするために使用されます。
4.退屈な備品
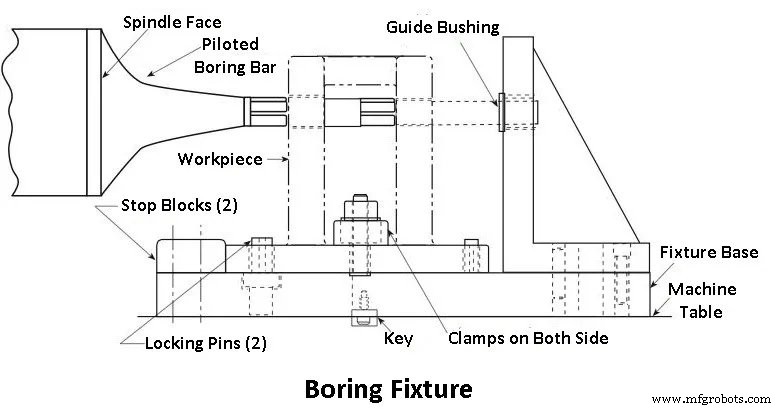
このフィクスチャには、ジグとフィクスチャの設計に関する一般的な原則のほとんどすべてが組み込まれています。それらの構造は、フライス盤のように重い切削荷重に耐える必要がないため、フライス盤のように重い切削荷重に耐える必要がないため、フライス盤の構造ほど頑丈である必要はありません。
5.研削器具
さまざまなタイプの固定具が研削盤で使用され、操作中にワークピースを見つけ、保持し、サポートします。これらの固定具は、チャック、マンドレル、成形ジョーチャック、磁気チャックなどの標準的な作業保持装置である可能性があります。
たとえば、回転台を備えた垂直表面グラインダーは、通常、回転台に固定具が固定されています。同様に、往復テーブルを備えた表面グラインダーでは、プレーンまたはストリングフィクスチャを提供することができます。ドリル研削アタッチメントは、ドリルジオメトリ研削に使用される標準的な固定具の明らかな例です。
研削に使用する固定具の種類に関係なく、クーラントの供給と排出、ホイールドレッサーの取り付け、および回転固定具の場合は適切にバランスをとる必要があります。
これらのタイプの固定具は、マンドレル、チャック、成形ジョー付きチャック、磁気チャックなどの標準的な作業保持装置である可能性があります。
6.器具のタッピング
タッピング器具 は、ドリル穴のめねじを切断するための同一のワークピースを配置してしっかりと固定するように特別に設計されています。奇妙な形の不均衡なコンポーネントは、特にタッピング操作がそのような部品で大規模に繰り返される場合は、常にそのような固定具の使用を必要とします。
7.デュプレックスフィクスチャ
これは、2つの類似したコンポーネントを同時に保持し、それらを2つの別々のステーションで同時に加工できるようにするフィクスチャに付けられた名前です。単一のワークピースが単一のステーションで加工されている間。
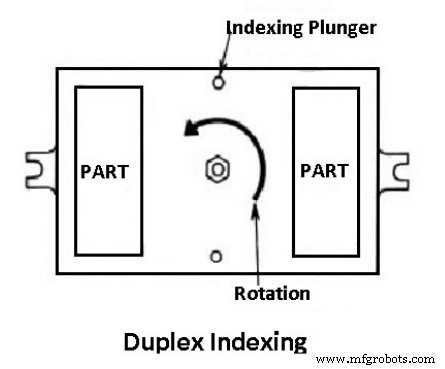
両方の操作は、要件に応じて類似または非類似の場合があります。両方のステーションでの加工が完了すると、フィクスチャは180度のインデックスが付けられ、最初のコンポーネントが2番目の操作のために2番目のステーションに転送され、完成したコンポーネントが最初のステーションに転送されます。
次に、完成したコンポーネントがここにアップロードされ、新しいコンポーネントに置き換えられ、最初の操作が実行されます。このサイクルは無期限に繰り返され、コンポーネントの比較的高速な大量生産が可能になります。
8.溶接器具
溶接器具 これらは、溶接構造の歪みを防ぎながら、適切な位置に溶接されるさまざまなコンポーネントを保持およびサポートするように注意深く設計されています。
このため、位置決め要素は慎重に配置する必要があります。クランプは軽くてしっかりしている必要があり、クランプ要素は溶接領域から離して配置する必要があります。溶接応力に耐えるには、固定具が非常に安定していて剛性が高い必要があります。
9.アセンブリフィクスチャ
アセンブリフィクスチャの目的 組み立て中にさまざまなコンポーネントを適切な相対位置にまとめることです。たとえば、2枚以上の鋼板を相対位置にまとめてリベットで留めることができます。
メカニカルアセンブリフィクスチャは、機械的操作の実行中にコンポーネントを保持するために使用されるフィクスチャです。対照的に、コンポーネントが結合のために保持される他のタイプの固定具があります。たとえば、溶接固定具は、組み立て固定具でもありますが、熱間接合専用です。
10.フィクスチャのインデックス作成
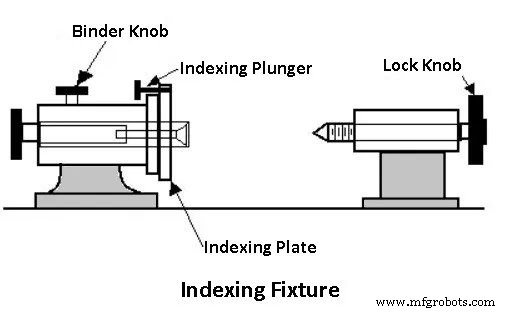
いくつかのコンポーネントは、機械加工された表面またはフォームが等間隔になるように、さまざまな表面で機械加工する必要があります。このような要素は、加工するサーフェスの数と同じ数でインデックス付けする必要があります。使用される保持装置(ジグまたは固定具)は、インデックス機構に対応するように設計されています。 インデックスフィクスチャ そのようなデバイスを含むフィクスチャです。
ジグとフィクスチャの原理
治具や固定具の設計が成功するかどうかは、実際の作業を行う前に慎重に検討する必要のあるいくつかの要因の分析に依存します。以下は重要な要素です これは、治具または固定具の設計で考慮する必要があります :
1。 コンポーネントの研究。
2。 機械の種類と容量の研究。
3。 位置決め要素の研究。
4。 荷積みと荷降ろしの配置の研究。
5。 クランプ配置の研究。
6。 クランプ要素を操作するための動力装置の研究。
7。 治具と部品の間に必要なクリアランスの検討。
8。 インデックス作成デバイスの研究。
9。 ツールガイドとカッター設定要素の研究。
10。 誰にでもできる取り決めの研究。
11。 排出装置の研究。
12。 削りくず除去装置の研究。
13。 剛性と振動のプログラムの研究。
14。 テーブル固定配置の検討。
15。 安全装置の研究。
16。 ジグベース、ボディまたはフレームの製造方法の研究。
ジグとフィクスチャの利点
以下は、治具と固定具を使用する利点です。 大量生産作業で。
1。 加工前のマーキング、測定、その他の設定方法が不要になります。
2。 ワークが自動的に配置され、手動で調整することなく工具がガイドされるため、加工精度が向上します。
3。 交換可能な同一部品の製造が可能です。これにより、組み立て作業が容易になります。
4。 1回のセットアップで多数のワークを加工できるため生産能力が向上し、場合によっては多数の工具を同時に動作させることができます。ヒートセットとワークの位置決めにより、ハンドリング時間が大幅に短縮されます。治具や治具のクランプ剛性が高いため、加工速度、送り、切り込み深さを上げることができます。
5。 取り扱い作業が最小限に抑えられ、簡素化されるため、オペレーターの労力とその結果としての疲労が軽減されます。
6。 工具や作業の設定作業を機械化することで、半熟練のオペレーターが操作を行います。これにより人件費を節約できます。
7。 それは完成品の品質管理への支出を削減します。
8。 プロセスを完全または部分的に自動化することにより、機械加工の全体的なコストを削減します。
ジグとフィクスチャのデメリット
- 時間の経過とともに劣化する可能性があります。
- もう1つは、初期設定のコスト(および時間)が高いことです。
- また、多くの材料を使用し、かさばることがあります。
ジグとフィクスチャのアプリケーション
- 自動車部品の量産用。
- 製造業での連続生産における部品の検査。
- 鉄鋼プラントでインゴットを切断します。
- 冷凍業界では、それが使用されています。
- ポンプの組み立て工程では使用されます。
- フランジの穴あけおよび必要な角度への穴の穴あけ用。
- 多軸加工用。
- ジグは、大量の穴あけ、リーマ加工、タッピングに使用されます。
- 輪郭を加工するためのツールをガイドするため。
- フライス盤、大量旋削、および研削作業に使用される器具。
ジグとフィクスチャに使用される材料
次の材料は、ジグとフィクスチャを作成するために使用されます:
- 焼入れ鋼
- ねずみ鋳鉄
- プラスチック
- カーバイド
- エポキシ樹脂
- ステンレス鋼
- ブロンズ
- 低融点合金鋼
そのため、要素、タイプ、長所、短所、およびジグとフィクスチャに使用される材料を含む、ジグとフィクスチャに関連するすべてのものをカバーしました。
記事が気に入った場合は、友達と共有し、コメントセクションでフィードバックを送ってください。
産業技術