


アルミニウムの高価なチップ制御の問題を解決する方法
アルミニウム合金は、超合金などの金属と比較して機械工にとって簡単ですが、1つの大きな欠点があります。それは、低電力の装置を使用した旋削加工での潜在的にコストのかかるチップ制御の問題です。
アルミニウム合金は、アメリカ鉄鋼協会の被削性チャートで約400点を獲得しています。これは、真ちゅうとマグネシウムを除くすべての金属を上回るレベルです。比較のために、B1112冷間引抜鋼は100で、316ステンレス鋼は45であり、一部のニッケル基超合金は10代前半にスポットがあります。
実際、アルミニウムは非常に優れた性能を発揮するため、機械加工性チャートの多くの出版社は、わざわざアルミニウムをリストすることすらしていません。金属による材料の除去は、多くの場合、利用可能なスピンドルパワーとパーツがどれだけしっかりとグリップされているかによってのみ制限されます。工具寿命が問題になることはめったにありません。
続きを読む: アルミニウム加工を最適化する方法確かに、高シリコンアルミニウム合金は研磨性があり、押し出しに使用される柔らかいもののいくつかは非常に粘着性がありますが、多結晶ダイヤモンド(PCD)切削工具、ダイヤモンドライクカーボン(DLC)コーティング、および適切に混合された水-可溶性切削液はそれらの短い仕事をします。
「スイングが36インチ、中心間が200インチの60馬力の旋盤を使用している場合は、便利なほとんどすべてのインサートをつかんで耕すだけです」と、SandvikCoromantInc.の米国西部/中央地域のターニングスペシャリストであるKeithBrake氏は述べています。ノースカロライナ州メバネで。
「十分に強く押すと、通常、優れたチップを生成できます」と彼は付け加えます。
少なくともその理想的な設定では。
しかし、現実には、今日使用されているそのような機械はほとんどありません。「したがって、ショップは、材料をきれいに、予測どおりに除去し、高品質のワークピースを生成する、低電力の機械用の切削工具ソリューションを見つける必要があります」とブレーキは言います。
「唸る混乱」を危険にさらす
一貫したチップ制御が不可欠な自動化に目を向けるショップが増えるにつれ、最近、回避策が特に重要になっています。重要なのは、工作機械とセットアップに一致するインサート形状を見つけることです、とブレーキは言います。
それがなければ、旋盤のオペレーターは、すべてに巻き付けられた長くて糸状のチップの塊を処理する必要があります。間違ったインサート、間違った送りと速度、またはインサートのチップブレーカーに対して大きすぎるか小さすぎる切り込みの深さを使用すると(チップブレーカーがあると仮定して)、チップパンの内容が一掃されるため、オペレーターが非常停止のためにスクランブリングする可能性があります回転するチャックの周りで、うなり声を上げて生産を停止し、高価なワークピースを廃棄する可能性があります。
不十分なチップ制御の結果は必ずしも劇的ではありませんが、ワークフローを遅くしたり中断したりすることで生産性を低下させます。最悪のシナリオでは、危険であることが判明する可能性があります。
幸い、SandvikCoromantなどがソリューションを提供できます。
アルミCNC旋削
「アルミニウムを旋削する場合、最初の選択肢は通常、チップを制御し、堆積物と戦うのに役立つ、ポジティブな形状と鋭いエッジラインを備えた、研磨されたコーティングされていないインサートです」とブレーキは言います。 「しかし、1つのインサートと1つの形状ですべてが完璧に行われた場合、それほど多くの異なる切削工具を作成する必要はありません。そのため、アルミニウムにはコーティングされたグレードとコーティングされていないグレードの両方があり、無数の形状とチップブレーカースタイルがあります。正しい旋削パラメータを適用すれば、プライムターニングラインでもある程度の成功を収めています。」
ノースカロライナ州ヘンダーソンビルにあるKyoceraPrecisionToolsInc.のIndexableToolsDivisionのテクニカルセンターエンジニアリングマネージャーであるToddRuckerは、優れたアルミニウム旋削加工を誇る企業であると述べています。ポートフォリオ。
ただし、仕上げカットでチップ制御に苦労している機械工にとっては、驚くかもしれません。
「最近、APと呼ばれるものをポジティブインサートラインに追加しました」と彼は言います。 「これは、チップを適切に制御することがほぼ不可能な、非常に軽い切り込み深さ用に設計されています。 APには、刃先に非常に近いディンプルを備えた成形チップブレーカーがあります。これらは実際にはチップを破壊するのではなく、カッティングエリアから離れる素敵なタイトスパイラルにカールします。」
展開展開展開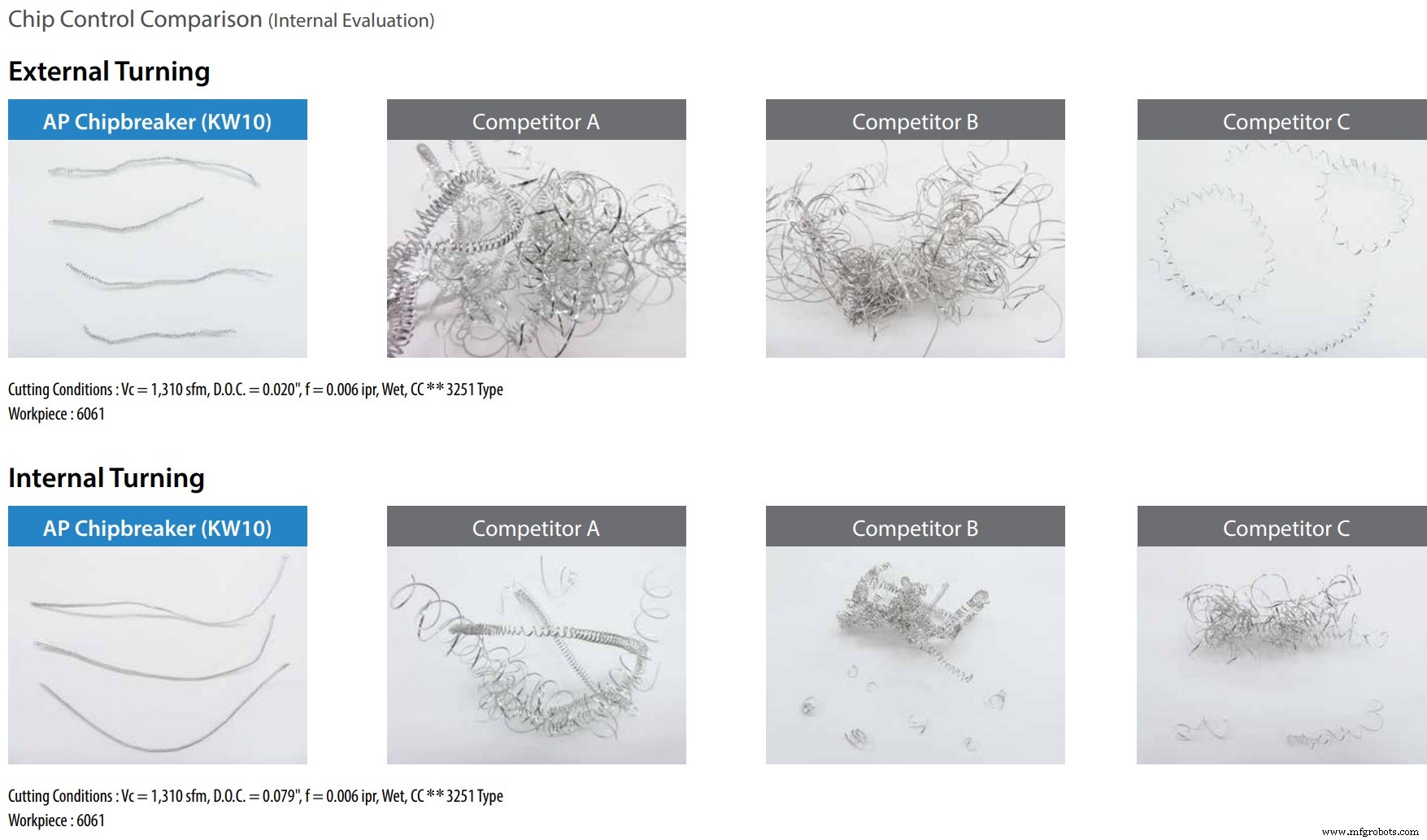 画像提供:Kyocera Precision Tools
画像提供:Kyocera Precision Tools 適切なパラメータでダイヤルする
どちらの専門家も、ブレーキが以前にほのめかしたこと、つまり正しいパラメーターを使用することを推奨しています。
「アルミニウムを旋削するときは、速度と送りが依然として非常に重要です」とラッカー氏は言います。 「走りが速すぎると、材料が熱くなり、しなやかになり、チップが壊れにくくなります。実行速度が遅すぎると、エッジが蓄積し、効率的な切断動作が妨げられます。そのため、ショップは常に意図した切り込みの深さに合わせて設計されたインサートを選択し、メーカーの推奨事項に従う必要があります。」
もう1つの推奨事項は、タレットに取り付けられているツールのブランドやタイプとは関係ありません。高圧クーラント、つまりHPCです。
これらの切削工具メーカーやその他の企業は、切削液を正確に作業ゾーンに向ける内部チャネルを備えた工具ホルダーを開発しました。 1000 psi(70 bar)の範囲で適用した場合、糸状のアルミニウムチップはチャンスがありません。
「HPCはそれ自体で工具寿命を延ばし、構成刃先を減らし、何を切断するかに関係なく信頼性を向上させます」とブレーキは言います。 「また、HPC用に特別に設計されたインサート形状とツールホルダーを使用すると、旋削加工を可能な限り最高レベルの生産性に引き上げることができます。」
産業技術