


EDM について本当に知っていますか?
生産現場で毎日 EDM に触れているかもしれませんが、EDM についてよく知っていますか?
まず、放電加工技術がどのようにして生まれたか知っていますか? 1943 年、ラザレンコと彼の妻、旧ソビエト連邦科学アカデミーの学者が、スイッチ接点の火花放電腐食による損傷の現象と原因を研究したとき、彼らは電気火花の瞬間的な高温が局部金属を溶かして気化させる可能性があることを発見しました。
Wire EDM Service も使用しています 工業製品や部品製造の分野で製品の加工工程を効率的かつ迅速に完了する方法を通じて。
では、EDMの原理は何ですか?続きを読んで、電気加工の原理とその微細なメカニズム プロセスを理解しましょう。
EDM と呼べる加工方法は?
EDMとは、パルス放電という微細な過程で発生する高温(瞬間温度10000℃まで)で材料を溶かし、侵食する加工方法です。
パルス放電の微視的プロセス
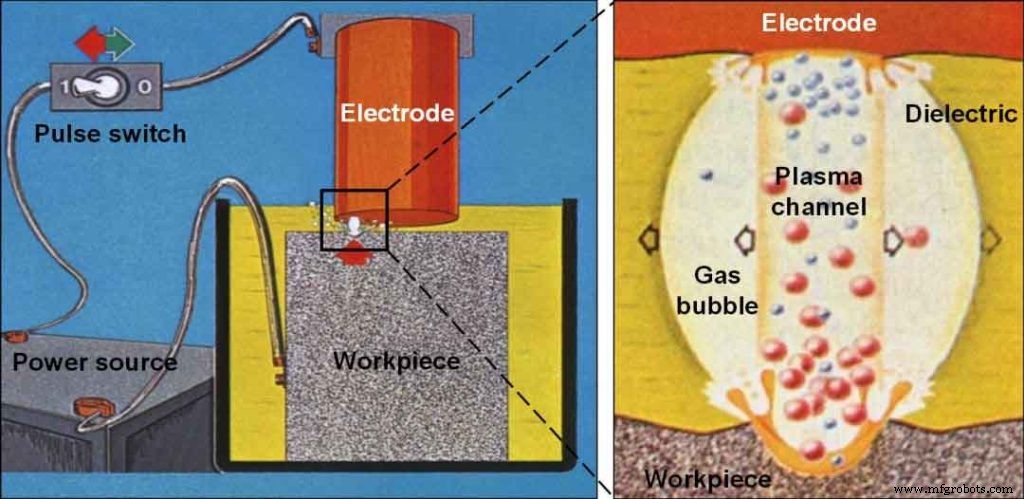
EDM は、放電によって金属を連続的に除去するプロセスです。パルス放電の時間は短いですが、電磁気学、熱力学、流体力学が組み合わさった複雑なプロセスです。要約すると、パルス放電のプロセスは次の段階に分けることができます:
極間誘電体のイオン化、分解、および放電チャネルの形成
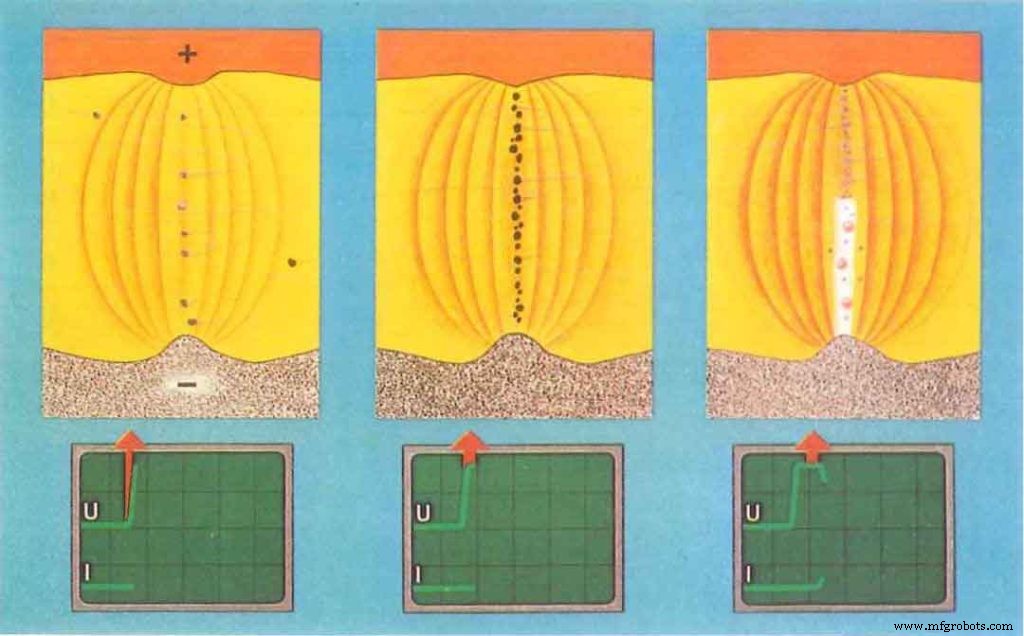
ツール電極とワークピースの間にパルス電圧が印加されると、2 つの電極間に電界が即座に形成されます。電界強度は電圧に比例し、距離に反比例します。電極間の電圧の増加または電極間の距離の減少に伴い、電極間の電界強度も増加します。
ツール電極とワークピースの微細な表面は凹凸があり、電極間の距離が非常に小さいため、電極間の電界強度は非常に不均一であり、最も近い突出点または先端の電界強度2 つの電極は一般に最大です。電界強度が一定量まで増加すると、誘電体が破壊され、放電ギャップ抵抗が絶縁状態から数分の一オームまで急速に減少し、ギャップ電流が急速に最大値まで上昇します。
チャネルの直径が小さいため、チャネル内の電流密度は高くなります。ギャップ電圧はブレークダウン電圧から火花維持電圧 (一般に約 20 ~ 30 V) まで急速に低下し、電流は 0 から特定のピーク電流まで上昇します。
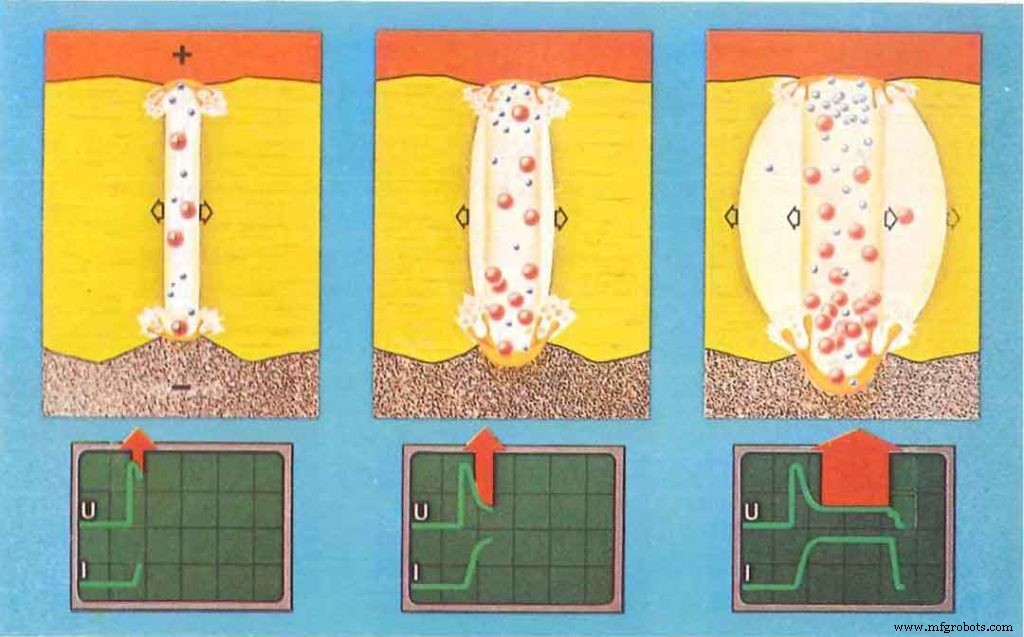
媒体の熱分解、電極材料の融解、気化の熱膨張
電極間媒体がイオン化・分解されて放電チャネルが形成されると、パルス電源により、放電加工機内のチャネル間の電子が正極に高速で流れ、陽イオンが負極に流れます。
電気エネルギーは運動エネルギーになり、運動エネルギーは衝突によって熱エネルギーに変換されます。そのため、流路内の正極と負極の表面がそれぞれ瞬間的な熱源となり、非常に高温になります。チャネルの高温が作動流体媒体を蒸発させ、次に熱分解がそれを分解して蒸発させます。
これらの気化した作動流体と金属蒸気は、放電ギャップ内で急激に体積が増加し、気泡になります。これらの泡は急速に熱膨張し、爆発の特徴を持っています。
EDM プロセスを観察すると、放電ギャップから気泡が発生し、作動流体が徐々に黒くなり、わずかで鮮明な爆発音が聞こえることがわかります。
これは、EDM が主に熱膨張と局所的な微小爆発に依存して、電極材料を溶融および蒸発させ、材料の表面を腐食させて、切断の目的を達成するためです。
電極材料の取り扱い
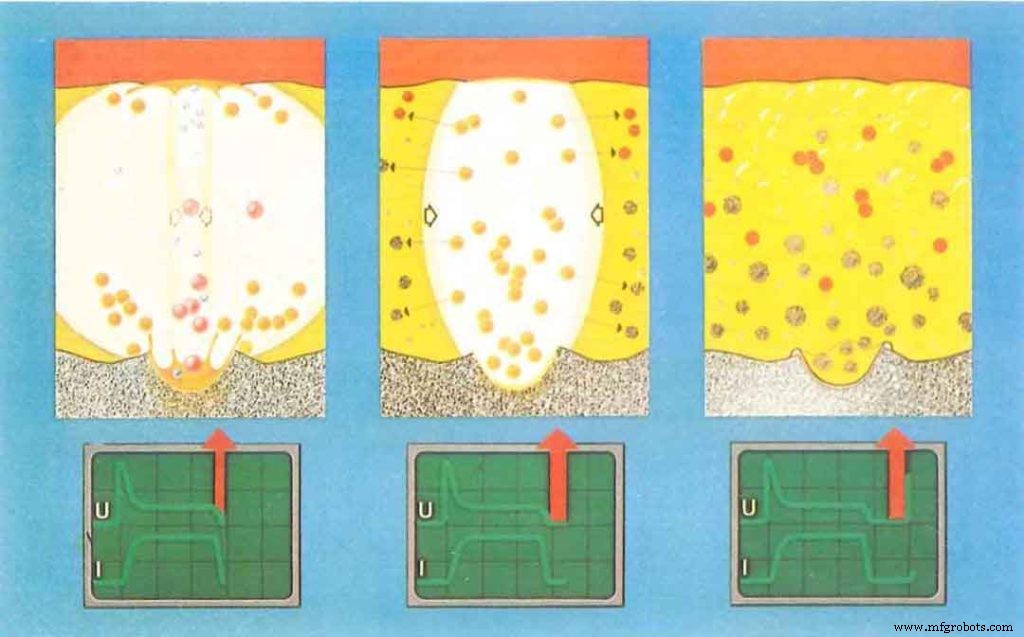
EDMの作業プロセス中、EDMチャネルの表面の放電点と正と負の電極の瞬間的な高温により、作業液が気化し、金属材料が溶けて気化します。このような熱膨張により、高い過渡圧力が発生します。
流路中央部の圧力が最も高くなるため、気化したガスは外側に向かって連続的に膨張し、高圧の溶湯と水蒸気が押し出されて作動流体に投入されます。
表面張力と凝集力の作用により、投げられた物質は表面積が最小になり、凝縮すると細かい球状の粒子に凝縮します。
溶けて気化した金属が電極の表面から飛び散ると、飛び散ります。大部分が作動流体に投入され、小さな粒子に収縮することを除いて、そのごく一部は飛散し、めっきされ、反対側の電極表面に吸着されます。
相互の飛散、メッキ、および吸着のこの現象を使用して、特定の条件下での処理中のツール電極の損失を軽減または補償することができます。
金属材料をエッチングして投げるプロセスは、これよりもはるかに複雑です.
極間媒体のイオン化
パルス電圧が終了すると、パルス電流も急速にゼロに低下しますが、この後、間質媒体が脱イオン化する、つまり、放電チャネル内の荷電粒子が再結合して中性粒子になるまでの短い時間が必要です。
放電チャンネル内の媒体の絶縁耐力を急速に回復させ、電極表面温度を下げるなどの対策により、次回同じ場所で放電を繰り返すことによるアーク放電を回避します。
EDM プロセスが正常に実行されることを確認するには、一般に、2 つのパルス放電の間に十分なパルス間隔時間が必要であることがわかります。
さらに、ブレークダウンと放電のポイントには、分散と転送のためのスペースが必要です。そうしないと、1 つのポイントの近くでのみ放電し、アークを形成しやすくなります。
産業技術