


ロック
背景
ロックは、初期の頃から泥棒に対してドアを固定するために使用されてきました。旧約聖書には錠への言及がいくつか含まれており、錠の最初の考古学的証拠は約4、000年前のものです。これらはピラミッドに描かれたエジプトの錠です。これらの最も初期のロックはピンタンブラーとして知られているタイプであり、実際には現在使用されている一般的なドアロックとそれほど違いはありません。エジプトの錠前は、ドアに取り付けられた重い木製の住宅で構成されていました。木製のボルトがロックを通り抜け、スロットに落ちてしっかりと固定された鉄のピンで固定されました。鍵は、端から突き出たペグが付いたまっすぐな木片でした。キーを挿入して上に押すと、キーのペグがロックのピンを持ち上げ、ボルトが解放されました。
ギリシャ人は紀元前700年頃に簡単なドアロックを開発しました。 これは、ラッチストリングを使用して、ドアのブラケットを通してボルトを引っ張っていました。ひもを引くことで、住宅所有者はドアを外側からロックすることができました。それから、ひもは鍵穴を通して詰め戻されました。キー自体は、長さが2〜3フィートの鎌形の金属片でした。キーをロックの穴に取り付けて、ボルトを外側から引き戻すことができます。このロックの主な欠点は、湾曲したスティックまたは自分のキーを持っている人なら誰でもそれを開くことができるということでした。そして、大きな金属製の鍵は面倒でした。
ローマ人はギリシャの錠前システムを採用しましたが、重い鍵を奴隷に鎖でつなぎ、次に奴隷を戸口に鎖でつなぐことで、重い鍵の問題を解決しました。最終的に、ローマ人はワードロックと呼ばれる新しい種類のロックを開発しました。ワードロックでは、ワードと呼ばれる切り欠きと溝が鍵穴に切り込まれ、対応する切り欠きと溝で鍵が切り込まれました。適切な鍵だけが鍵穴に収まり、その先端がボルトにかみ合って引き抜かれました。ワードロックは前任者よりもはるかに小さく、キーは十分に小さかったため、スレーブがそれを処理する必要はありませんでした。しかし、古典的なローマのトーガにはポケットがなかったため、鍵はまだ持ち運びが簡単ではなく、通常は指輪に取り付けられていました。ワードロックは13世紀までにヨーロッパで普及し、18世紀まで使用され続けました。彼らは、選ぶのが簡単であり、決心した泥棒にとってほとんど障害ではなかったという事実にもかかわらず、固執しました。
ローマ人はまた、鍵がボルトを回してシャックルのバネを解放する南京錠を使用していました。これらはトランクのロックに使用されました。同様のロックは、同じ時代に中国、インド、ロシアで発明されました。中国人もコンビネーションロックを発明しました。数字や文字が刻まれた可動リングがあり、リングが適切な記号の順序で配置された場合にのみ、掛け金が解放されました。ダイヤル錠はヨーロッパへの道を見つけ、中世、特に宅配便の発送ボックスで使用されていました。
中世のヨーロッパの錠前屋は美しく複雑な錠を作りましたが、それは構築するのに驚くほど長い時間の作業を要し、実際のセキュリティはほとんど提供されませんでした。錠前屋は、ジャーニーマンレベルに到達するために10年間見習いをしました。マスターのランクに到達するために、錠前屋は彼のギルドによる承認のために傑作ロックを完了する必要がありました。これらの傑作は完成するのに何千時間もかかり、結果は一般的に機能的というよりもはるかに装飾的でした。盗難に対する保護を強化するロックは、1788年に英国の鍵屋であるロバートバロンがダブルアクションレバータンブラー錠として知られる特許を取得した18世紀後半まで開発されませんでした。バロンの錠には2つの内部レバーがバネで固定されていました。 。これらのレバー、またはタンブラーには、ボルトに引っ掛かり、ボルトを閉じたままにするノッチがありました。キーには、レバーのノッチに対応するノッチもありました。右のキーを挿入すると、両方のタンブラーが持ち上げられ、ボルトを引くことができました。他の発明者は、この設計にさらに多くのタンブラーを追加し、以前のワードロックよりも選択がはるかに困難であることが判明しました。
1821年に生まれたアメリカの錠前屋であるLinusYale Jr.は、現代のピンタンブラー錠を発明したことで、1861年に錠の設計を大幅に改善しました。設計の原則は、エジプトの錠に似ていました。このロックには回転シリンダーがあり、高さの異なる一連の5本のバネ駆動ピンによってボルトにしっかりと固定されています。キーには、5つのピンの高さに対応する5つのノッチがあります。正しいキーを挿入すると、ピンが水平になり、シリンダーを回してボルトを外すことができます。間違ったキーを挿入すると、ピンが引っ掛かります。エールロックを選ぶのは非常に困難であり、ロックの部品は機械で安価に大量生産することができました。その発明から数年以内に、エールロックが標準となり、事実上すべての以前のロック技術に取って代わりました。
20世紀には、銀行の金庫で使用されるタイマーロック、押しボタンロック、キーのようなクレジットカードで動作する電子ロックなど、さらに洗練されたロックが開発されました。次の製造プロセスは、標準のピンタンブラー錠用です。これは、正面玄関やファイルキャビネットの引き出しに見られる種類のロックです。
原材料
標準の5タンブラーキーロックは、さまざまな強力な金属でできています。ロックの内部メカニズムは、通常、真ちゅうまたはダイカスト亜鉛で作られています。ロックを固定するためにロックから突き出ているタングであるカムは、通常、鋼またはステンレス鋼でできています。ロックの外側のケーシングは、真ちゅう、クロム、鋼、ニッケル、またはその他の耐久性のある金属や合金でできています。
製造
プロセス
デザイン
- 1ロックには、低セキュリティから高セキュリティまでのグレードがあります。安全性の低いロックは一般的に安価な材料で作られ、その部品は大量生産することができます。低セキュリティロックを製造する会社は、2つまたは3つの利用可能なモデルを持っており、それらをカスタマイズするために必要な部品を在庫している場合があります。低セキュリティを超えて、ロックメーカーは一般的にいわゆる相手先ブランド供給(OEM)であり、ロックの部品と最終製品を製造することを意味します。この種のメーカーは、最も基本的で一般的な部品のみを在庫として保持している可能性があり、その注文のほとんどはカスタム設計を必要とします。
このプロセスは、メーカーが顧客の仕様を評価することから始まります。たとえば、顧客は特定のサイズのドアに合うようにロックを注文し、マスターキーでロックを開くことができるように要求します。次に、ロックの製造元は、その顧客のニーズに最適な設計を考え出します。場合によっては、顧客が過去にある会社からロックを購入したことがあり、現在は別のメーカーからより多くの同一のロックを求めており、より経済的にすることを約束しています。次に、ロックの製造元は顧客の元のロックを調べて、リバースエンジニアリングプロセスと呼ばれるプロセスを実行します。メーカーの設計チームは、既存のロックから製品をそれに合わせる方法を考え出します。多くの場合、顧客の最初の錠前会社は、錠の構造の側面について特許を取得しています。第二の製造業者は、他社の特許を侵害せずにそれを複製することはできません。そのため、設計者は最初の会社の製品を「設計」し、顧客のオリジナルと一致し、同じ目的を果たすが、異なるメカニズムを使用するロックを作成します。ほとんどの場合、中セキュリティおよび高セキュリティのロックはこの設計段階を通過するため、ロックの作成には時間のかかるプロセスになります。低セキュリティロック以外のものを製造している評判の良いメーカーは、仕様が与えられてからロックが梱包されて出荷されるまで、注文用のロックを製造するのに8〜12週間かかる場合があります。
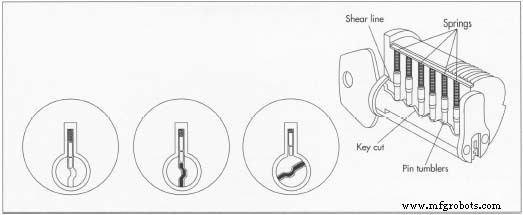 標準のエールロックの断面図。このロックには回転シリンダーがあり、高さの異なる一連の5本のバネ駆動ピンによってボルトにしっかりと固定されています。キーには、5つのピンの高さに対応する5つのノッチがあります。正しいキーを挿入すると、ピンが水平になり、シリンダーを回してボルトを外すことができます。間違ったキーを挿入すると、ピンが引っ掛かります。
標準のエールロックの断面図。このロックには回転シリンダーがあり、高さの異なる一連の5本のバネ駆動ピンによってボルトにしっかりと固定されています。キーには、5つのピンの高さに対応する5つのノッチがあります。正しいキーを挿入すると、ピンが水平になり、シリンダーを回してボルトを外すことができます。間違ったキーを挿入すると、ピンが引っ掛かります。
キー
- 2標準の5タンブラーキーロックの場合、最初にキーが作成されます。ロックメーカーはキーブランクを購入し、各キーの隆起または組み合わせをカットします。各キーには、異なるレベルにカットされた5つのバンプがあります。これらのレベルは番号で示されます。ローカットは1つ、次は2つ、次に3つです。多くの場合、レベルは4つだけですが、一部のメーカーは7つまで使用する場合があります。キーに4つのレベルがある5タンブラーのキーロックは、キーのリッジのさまざまな可能な組み合わせである4〜5乗(1024)を生成します。 5つの尾根は各レベルの高さでリストされ、キーの組み合わせと呼ばれるものが得られます。 12341の組み合わせのキーは、最初の尾根がレベル1、2番目の尾根が2、次の尾根が3というようにカットされます。ロックメーカーはランダムなリストから組み合わせを選択し、各キーを異なる方法でカットします。
内部メカニズム
- 3次に内部メカニズムを作成します。これらは、この特定のロック順序に適合するように設計されており、それらを作成する機械は、再工具またはリセットする必要がある場合があります。小さな内部部品、特にピンは非常に細かい公差で製造する必要があるため、機械工は大きな仕事を始める前に試運転を行う場合があります。その後、必要に応じてマシンをリセットできます。真ちゅう製の小さな部品の機械加工には多くのステップが必要です。それらは鋳造され、次に溝が付けられ、隆起し、宝石で飾られ、そして磨かれるかもしれません。精密工具がこれらの作業を処理し、金属をプラスマイナス0.001インチの許容範囲内に切断します。
その他の部品
- 4メーカーはロックの他の部分も製造しています。キーがはまるシリンダー、またはプラグ、ガードプレート、ワッシャー、ボルトまたはカム、およびケーシングはすべて、設計仕様に従って、ダイカストしてからさらに機械加工することによって作成されます。部品の数はロックの設計によって異なりますが、小さくて比較的単純なロックでも30の個別の部品があり、これらの部品の一部には複数の工具が必要です。ロックコンポーネントを作成するプロセスには、数週間かかる場合があります。
アセンブリ
- 5すべての部品の準備ができたら、ロックを手作業で組み立てます。ロックワーカーは、明るいテーブルに座って、ビンにロックのピースのキットを置き、その前にスタンドの鍵を置きます。経験豊富な作業員は、キーを見ただけでキーの組み合わせがわかります。作業者はまず、ロックのプラグまたはシリンダーに、キーの組み合わせに対応するピンを充填します。作業者は、アセンブリピックと呼ばれる小さなツールを使用して小さなバネを挿入し、次にロックピンを挿入して小さな部品を保持します。アセンブリピックには、一方の端に小さなドライバーがあり、もう一方の端にポイントがあり、作業者はそれを使用して、それらが属する場所の繊細な部品を製造します。一度
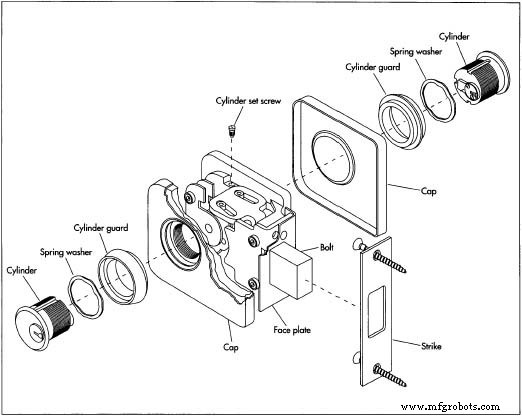 一般的なロックの断面。プラグはキーの組み合わせに応じて充填され、作業者はロックの周りの他の部品をスナップまたはネジで固定します。熟練労働者ですが、特別な訓練は必要なく、これらの労働者は錠前屋ではありません。
一般的なロックの断面。プラグはキーの組み合わせに応じて充填され、作業者はロックの周りの他の部品をスナップまたはネジで固定します。熟練労働者ですが、特別な訓練は必要なく、これらの労働者は錠前屋ではありません。
最終ステップ
- 6ロックが完全に組み立てられると、作業者はキーでロックをチェックして、ロックが機能することを確認します。この時点で品質管理ステーションに渡され、その後、ほこりや磨きがかけられる場合があります。労働者は完成した錠を包装し、輸送のために箱に入れます。
品質管理
ロック製造における品質管理の最も重要な側面は、小さな機械加工部品が指定された正確なサイズであることを確認することです。新しいカスタムオーダーの場合、機械工は通常、部品の試用サンプルを作成します。これらの各サンプルは、正確なゲージを使用して手動で検査および測定できます。すべてが順調に進んでいると思われる場合は、機械工が残りの注文を実行し、500または1,000パーツごとに1つがチェックされます。作業者はロックを組み立てた後、キーを使用してロックをテストし、正しく機能することを確認します。品質管理の専門家も、この段階でロックをスポットチェックする場合があります。
未来
多数のロックを使用する大学や大企業の本社などの多くのエンティティは、電子パスキーシステムに変換しています。これらは、磁気スワイプカードを使用してドアを開きます。カードにはバーコードを付けることができ、コンピューターを使用して各ドアから誰が入るかに関する情報を保存できるため、一部の関係者のプライバシーの問題が発生します。他のハイテクロックは、音声アクティベーションまたは手のひらまたは指紋認識で開きます。そのような錠は比較的高い安全性を提供しますが、一般的に一般市民の家には高すぎて手の込んだものです。しかし、この種の電子的およびコンピューター制御のロックへの傾向は1990年代後半に高まっており、将来的には間違いなく普及するでしょう。
製造プロセス