


トランペット
背景
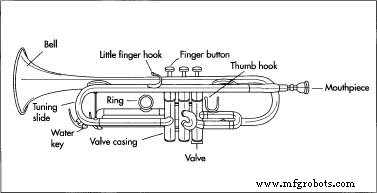
トランペットは、カップ型のマウスピースに唇の振動が響く力強い音色で有名な金管楽器です。トランペットは円筒形のチューブで構成され、ベルに向かってフレアする一次長方形のループに形作られています。最新のトランペットには、3つのピストンバルブと、トーンを調整するためのチューニングスライドとして機能する小さなセカンダリチューブもあります。今日演奏されるほとんどすべてのトランペットはBフラットです。これはトランペットを吹いたときに自然に鳴る音です。中央のCより下のFシャープから2.5オクターブ上(Bで終わる)までの範囲があり、他の金管楽器よりも演奏が比較的簡単です。
最初のトランペットは、おそらく昆虫によってくり抜かれた棒でした。アフリカやオーストラリアなどの多くの初期の文化では、宗教儀式でメガホンとして使用するための中空の真っ直ぐなチューブが開発されました。これらの初期の「トランペット」は、動物の角や牙、または杖から作られていました。紀元前1400年までに<小> エジプト人は、広い鐘を備えた青銅と銀で作られたトランペットを開発しました。インド、中国、チベットの人々もトランペットを作成しました。トランペットは通常、長くて望遠鏡でした。アルプホルンのように、鐘を地面に置いたものもありました。アッシリア人、イスラエル人、ギリシャ人、エトルリア人、ローマ人、ケルト人、チュートン族はすべて何らかの形の角を持っていて、多くは装飾されていました。低くて力強い音を出すこれらの楽器は、主に戦闘や儀式で使用されました。それらは通常楽器とは見なされませんでした。これらのトランペットを作るために、ロストワックス法が使用されました。このプロセスでは、ワックスはトランペットの形をした空洞に配置されました。次に、この型を加熱してワックスを溶かし、代わりに溶けた青銅を注ぎ、厚肉の楽器を作りました。
中世後期(西暦1095- 1270年)の十字軍により、ヨーロッパのほとんどがアラブ文化と接触し、これらがトランパスを導入したと考えられています。 金属の槌で打たれたシートから作られました。トランペットの管を作るために、金属のシートをポールに巻き付けてはんだ付けしました。ベルを作るために、蓄音機のレコードの弧のような形をした湾曲した金属片がダブテールにされました。片面をカットして歯を作りました。次に、これらの歯を交互に広げ、金属片の反対側を持ってきて、歯の間に挟みました。縫い目をハンマーで叩くと滑らかになりました。西暦1400年頃、長くまっすぐなトランペットが曲がっていたため、より小さく、より便利な楽器で同じ音が得られました。溶融鉛をチューブに注ぎ、固化させた。その後、これを叩いてほぼ完璧な曲線を形成しました。次にチューブを加熱し、鉛を注ぎ出した。最初に曲がったトランペットはS字型でしたが、急速に形状が進化して、より便利な長方形のループになりました。
ミュージシャンとトランペットメーカーの両方がトランペットをより用途の広いものにする方法を模索したため、18世紀の後半にさまざまなトランペットが開発されました。現代のトランペットの制限の1つは、色彩的に演奏できないことでした。つまり、半音階と呼ばれる半音階を演奏できませんでした。 1750年、ドレスデンのアントンジョセフハンペルは問題を解決するためにベルに手を置くことを提案し、1777年頃にマイケルウォッゲルとヨハンアンドレアススタインはトランペットを曲げてプレーヤーの手がベルに届きやすくしました。コンセンサスは、これが作成されたということでした 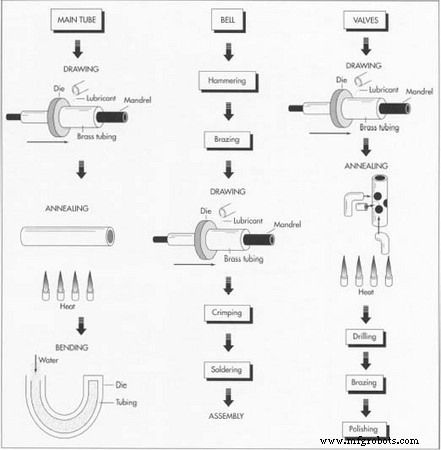 トランペットのさまざまな部品は、引き抜き、ハンマー打ち、曲げ操作で製造されます。製図では、真ちゅう製のチューブを先細の鋼棒(マンドレル)にかぶせ、その長さ方向にダイを引きます。真ちゅう製の部品は、作業性を向上させるために、さまざまな場面で焼きなまし(熱処理)する必要があります。それが解決したよりも多くの問題。キートランペットがそれに続きましたが、それは決して引っ掛かりませんでした、そして、バルブトランペットによって急速に取り替えられました。英語はスライドトランペットを作成しましたが、多くの人はスライドを制御する努力はそれだけの価値がないと考えていました。
トランペットのさまざまな部品は、引き抜き、ハンマー打ち、曲げ操作で製造されます。製図では、真ちゅう製のチューブを先細の鋼棒(マンドレル)にかぶせ、その長さ方向にダイを引きます。真ちゅう製の部品は、作業性を向上させるために、さまざまな場面で焼きなまし(熱処理)する必要があります。それが解決したよりも多くの問題。キートランペットがそれに続きましたが、それは決して引っ掛かりませんでした、そして、バルブトランペットによって急速に取り替えられました。英語はスライドトランペットを作成しましたが、多くの人はスライドを制御する努力はそれだけの価値がないと考えていました。
バルブ機構を発明する最初の試みは、1788年に特許を取得したチャールズクラゲットによって試みられました。しかし、最初の実用的なものは、1818年にハインリヒシュテルツェルとフリードリッヒブルメルによって発明されたボックス管状バルブでした。ロータリーバルブ、現在東ヨーロッパでのみ人気のあるフォーム。今日最も好まれているトランペットであるピストンバルブトランペットを発明するために管状バルブを改良したのは1839年のフランソワペリネットでした。バルブは、チューブの長さを効果的に変更するため、完全にクロマチックなトランペットを確保しました。バルブが開いていると、空気がチューブを完全に通過します。閉じたバルブは、空気を短い補助チューブに迂回させてからメインチューブに戻し、経路を長くします。 3つのバルブの組み合わせにより、クロマチックトランペットに必要なすべてのバリエーションが提供されます。
最初のトランペット工場は1842年にパリのアドルフサックスによって設立され、その後すぐにイギリスとアメリカの大規模な製造業者が続きました。ギュスターヴオーギュストベッソンによって開発された標準部品は、1856年に利用可能になりました。1875年にC. G.コンはインディアナ州エルクハートに工場を設立し、今日まで米国のほとんどの金管楽器はこの都市で製造されています。
今日、一部のオーケストラは、Bフラットトランペットの使用だけに満足していません。ナチュラルトランペット、ロータリートランペット、標準のBフラットよりも高い音のトランペットが復活しました。しかし、全体として、現代のトランペットは、過去の低くてパワフルで不正確なトランペットとは対照的に、高くて鮮やかな半音階の楽音を生み出します。
原材料
金管楽器はほとんどの場合真ちゅうで作られていますが、金はしっかりしています。 または、特別な機会のためにシルバートランペットが作成される場合があります。使用される真ちゅうの最も一般的なタイプは、70%の銅と30%の亜鉛である黄銅です。他のタイプには、金真ちゅう(80%の銅と20%の亜鉛)、および銀真ちゅう(銅、亜鉛、およびニッケルから作られています)が含まれます。真ちゅうを冷間で使用できるようにするには、合金に含まれる比較的少量の亜鉛が必要です。一部の小規模メーカーは、トランペットの特定の部分(ベルなど)の製造にアンブロンズ(銅85パーセント、スズ2パーセント、亜鉛13パーセント)などの特殊な真ちゅうを使用します。一部のメーカーは、基本的な金管楽器を銀メッキまたは金メッキします。
真ちゅう製でないトランペットはほとんどありません。通常、ネジはすべて鋼製です。水の鍵は通常コルクで裏打ちされています。バルブとスライドの摩擦面は、クロムまたはモネルなどのステンレスニッケル合金で電気メッキされている場合があります。バルブはフェルトで裏打ちされている場合があります。バルブキーはマザーオブパールで装飾されている場合があります。
デザイン
ほとんどのトランペットは初心者向けであり、かなり高品質の楽器をリーズナブルな価格で提供するために大量生産されています。一般的に使用される手順は、可能な限り正確な優れたトランペットのレプリカを作成することです。一方、プロのトランペット奏者は、より高価で優れた楽器を要求しますが、特別なイベント用のトランペットは、ほぼ普遍的に装飾され、華やかなデザインが刻まれています。カスタムメイドのトランペットの需要を満たすために、メーカーは最初にミュージシャンに次のような質問をします。どのようなスタイルの音楽が演奏されますか?トランペットはどのタイプのオーケストラまたはアンサンブルで演奏されますか?トランペットの音量はどれくらいにする必要がありますか?その後、製造業者は、独自のベル、チューニングスライドの特定の形状、またはさまざまな合金やメッキを提供できます。トランペットが作成されると、ミュージシャンはトランペットを演奏し、必要になる可能性のある小さな調整を要求します。その後、トランペットのメインパイプをわずかにテーパー状にすることができます。プロのトランペット奏者は通常、注文したトランペットが対応するように設計されている必要があるお気に入りのマウスピースを持っています。
製造
プロセス
メインチューブ
- 1トランペットのメインチューブは、標準の機械加工可能な真ちゅうから製造されており、最初に棒状の先細のマンドレルに取り付けられ、潤滑されます。次に、ドーナツのように見えるダイが全長にわたって引き下げられ、適切にテーパーが付けられ、成形されます。次に、成形されたチューブが焼きなましされ、動作可能になるように加熱されます(華氏約1,000度または摂氏538度)。これにより、真ちゅうの表面に酸化物が形成されます。酸化した残留物を除去するには、曲げる前にチューブを希硫酸に浸す必要があります。
- 2メインチューブは、3つの異なる方法のいずれかを使用して曲げることができます。一部の大手メーカーは、油圧システムを使用して、ダイに配置されたわずかに曲がったチューブを通して高圧水(約27,580キロパスカル)を押し出します。水がチューブの側面を押して、金型に正確にフィットします。他の大手メーカーはボールベアリングを送っています チューブを通して正確なサイズの。小規模なメーカーはピッチを
 トランペットはほとんどの場合真ちゅうで作られていますが、特別な機会のために純金または銀のトランペットが作成される場合があります。使用される真ちゅうの最も一般的なタイプは、70%の銅と30%の亜鉛である黄銅です。他のタイプには、金真ちゅう(80%の銅と20%の亜鉛)、および銀真ちゅう(銅、亜鉛、およびニッケルから作られています)が含まれます。合金に存在する比較的少量の亜鉛は、寒いときに機能するブロスを作るために必要です。チューブを冷ましてから、レバーを使用してチューブを標準曲線で曲げてから、ハンマーで形を整えます。
トランペットはほとんどの場合真ちゅうで作られていますが、特別な機会のために純金または銀のトランペットが作成される場合があります。使用される真ちゅうの最も一般的なタイプは、70%の銅と30%の亜鉛である黄銅です。他のタイプには、金真ちゅう(80%の銅と20%の亜鉛)、および銀真ちゅう(銅、亜鉛、およびニッケルから作られています)が含まれます。合金に存在する比較的少量の亜鉛は、寒いときに機能するブロスを作るために必要です。チューブを冷ましてから、レバーを使用してチューブを標準曲線で曲げてから、ハンマーで形を整えます。
ベル
- 3ベルは、正確なパターンを使用して真ちゅうのシートから切り取られています。次に、平らなドレスの形をしたシートをポールに打ち付けます。チューブが円筒形の場合、両端は突合せ継手にまとめられます。チューブがフレアし始めると、両端が重なり合ってラップジョイントを形成します。次に、接合部全体を華氏1,500〜1,600度(摂氏816〜871度)のプロパン酸素炎でろう付けして密封します。大まかな鐘の形を作るために、一端は鍛冶屋の金床の角の周りに打ち込まれます。次に、ベルがマンドレル上で回転している間、チューブ全体がメインチューブとまったく同じようにマンドレル上に描画されます。ベルの縁の周りに細いワイヤーを配置し、その周りに金属を圧着して、エッジをくっきりとした外観にします。次に、ベルがメインチューブにはんだ付けされます。
バルブ
- 4ナックルと付属のチューブは、チューブとベルと同様に、最初にマンドレルに描かれます。ナックルは30度、45度、60度、および90度の角度に曲げられ、小さい方のチューブは曲げられ(メインチューブを曲げるために使用される油圧またはボールベアリング方式のいずれかを使用)、アニールされ、酸で洗浄されてはんだ付けから酸化物とフラックスを取り除きます。バルブケースは、太いチューブから長さにカットされ、両端にねじが切られています。次に、ピストンの穴と一致する穴を開ける必要があります。小さなメーカーでさえ、今では穴をどこに引くべきかを正確に測定する利用可能なコンピュータプログラムを持っています。バルブケースは、ヘッドがピンポイントまたは回転鋸のいずれかで穴を切るドリルで切断できます。その後、ピンが金属のスクラップディスクを突き刺します。次に、ナックル、チューブ、バルブケースを、それらを正確に保持するジグに配置し、ブロートーチを使用してそれらの接合部をはんだとフラックスの混合物で塗装します。酸浴後、アセンブリはバフ研磨機で研磨され、さまざまなざらつきのワックスとさまざまな粗さのモスリンディスクが高速で回転します(通常2,500rpm)。
アセンブリ
- 5これでトランペット全体を組み立てることができます。バルブスライドのサイドチューブはナックルに結合され、メインチューブはフェルールを重ねてはんだ付けすることで端と端をつなぎ合わせています。次に、ピストンが挿入され、バルブアセンブリ全体がメインチューブにねじ込まれます。次に、マウスピースが挿入されます。
- 6トランペットは、洗浄、研磨、ラッカー塗装、または電気メッキのために送られます。最後の仕上げは、目立つチューブに会社の名前を刻印することです。レタリングはカーボン紙で金属に転写され、熟練した彫刻家がエッチングに合わせて金属を彫ります。
- 7トランペットは、特別注文の場合は個別に、高校のバンドの場合は大量に出荷されます。それらは厚いプラスチックの泡の包装または他の断熱材で注意深く包まれ、断熱材でいっぱいの重い箱(包装ピーナッツなど)に入れられ、貨物として顧客に郵送または送られます。
品質管理
トランペットの最も重要な特徴は音質です。約1x 105メートルの厳しい公差を満たすことに加えて、製造されるすべてのトランペットは、楽器の音色とピッチをチェックしながら、楽器が目的のダイナミックレンジ内で調整されているかどうかを確認するプロのミュージシャンによってテストされます。ミュージシャンは、トランペットの最終的な使用法に応じて、小さなスタジオから大きなコンサートホールまで、さまざまな音響設定でテストプレイを行います。大手トランペットメーカーはプロのミュージシャンをフルタイムのテスターとして雇っていますが、小規模メーカーは自社または顧客に製品のテストを任せています。
クリアなサウンドのトランペットの作成と保守に関連する作業の少なくとも半分は、お客様が行います。デリケートな楽器は特別な取り扱いが必要であり、その固有の非対称性のために、不均衡になりがちです。したがって、機器を不用意に損傷しないように細心の注意を払う必要があります。へこみを防ぐために、トランペットはケースに入れられ、ベルベットで裏打ちされたトランペット型の空洞によって所定の位置に保持されます。トランペットは、1日1回、または演奏するたびに注油する必要があります。潤滑剤は通常、バルブ内部の灯油、キーメカニズムの鉱油、スライドの車軸グリースに似た石油誘導体です。マウスピースとメインパイプの汚れは毎月清掃し、3か月ごとにトランペット全体を石鹸水に15分間浸す必要があります。次に、特別な小さなブラシで全体をこすり洗いし、すすぎ、乾燥させます。
トランペットの寿命を維持するために、トランペットは時々修理を受ける必要があります。大きなへこみは局所的なアニーリングとハンマーで取り除くことができ、小さなへこみはハンマーで打ち抜いてボールを通過させて最終サイズをテストし、亀裂にパッチを当て、摩耗したピストンを再メッキして元のサイズに戻すことができます。
製造プロセス