


水平回転と縦回転の違い
CNC 旋盤は、最も広く使用されている CNC 工作機械の 1 つです。主に、シャフト部品、ディスク部品の内外円筒面、任意の円錐角を持つ内外円錐面、複雑な回転内外曲面、円筒、円錐ねじ、その他の切削プロセスなどの対称回転部品の処理に使用されます。 .
最も一般的な旋削輪郭でさえ、さまざまなプロセスがあります。一部の CNC システムでは、これらのプロセス オプションは、「横旋削」、「縦旋削 (「レシプロ旋削」とも呼ばれます)」、および「溝切り」に含まれています。クラスの中で、以下を一緒に理解しましょう。
1.水平回転
横旋削の特徴:
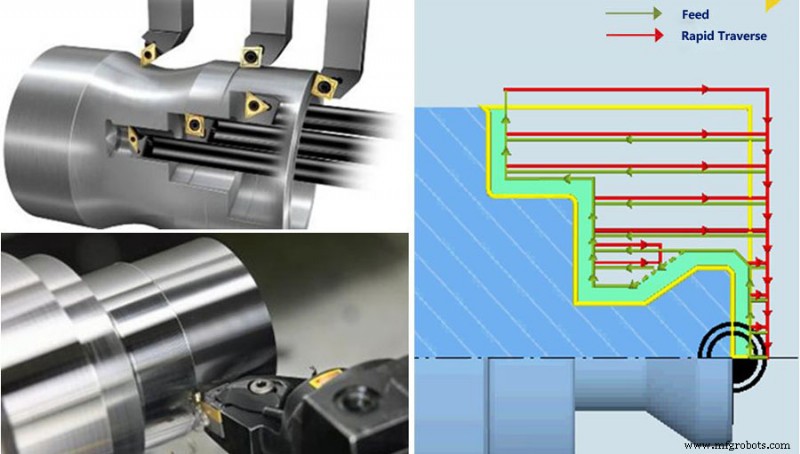
- 水平旋削では、旋削工具の移動方向は工作物の回転軸と平行です。
- 主軸の場合、工具の移動方向は右から左です。機械にサブスピンドルが装備されている場合、工具の移動方向は左から右です。
- 横旋削は、外側の円と内側の穴の加工に使用できます。ただし、内側の穴を加工する場合は、最初に下穴をあける必要があります。
- 外円加工の他、端面加工も可能です。
2.縦旋削、溝切り、切り込み
側面と端面の縦方向の回転特性 (「往復切削」とも呼ばれます):
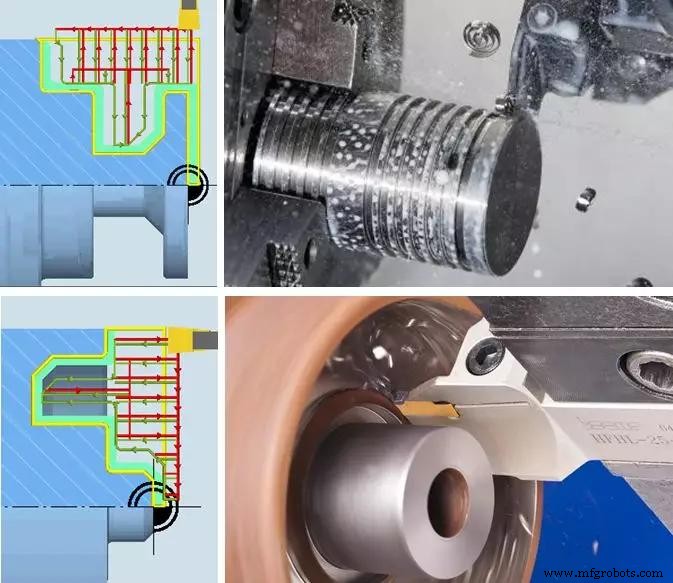
- 工作物の側面で縦旋削を行う場合、スリット旋削工具の送り方向は、工作物の回転軸に対して垂直です。
- 工作物の端面の縦旋削では、スリット旋削工具の送り方向は工作物の軸と平行です。
- スリッティング旋削工具には 3 つの刃先があるため、半径方向および軸方向の材料除去プロセスが可能な限り中断されません (急速な移動ストロークが最小限に抑えられるため)。
- 溝入れナイフとスリットナイフの刃の形状と刃の形状が異なります。
側面と端面の溝切り機能:
- 溝入れの際は、横送り方向のみにカットしてください。
- 側溝切削の機械加工プロセスは、回転軸の方向に対して垂直です。
- 面溝切削の機械加工プロセスは、回転軸の方向と平行です。
- 溝入れ工具は、工具の軸に対して垂直にかかる力にのみ耐えることができます。
- 溝切り加工は、主に溝を加工するために使用されます。通常 (絶対ではありませんが)、機械加工される溝は、溝入れ工具と同じ幅です。
3. まとめ
水平回転:
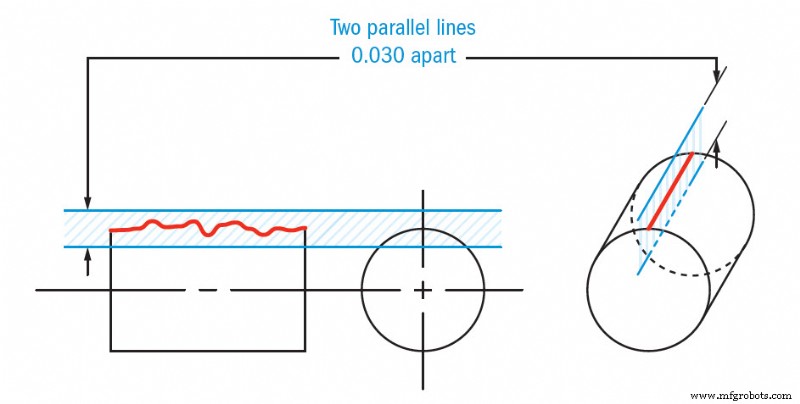
+ 大きな横送り、つまり大きな切りくず断面積を実現できます
+ 荒加工中に高い送り速度を達成できます
+ 完全な切りくず排出効果
-すべての輪郭が横旋削用の限られたツールで処理できるわけではなく、処理中にさらに多くのツールを交換する必要がある場合があります
縦方向の回転:
+ 空の切断ストロークを避ける
+ 工具交換作業の削減
+ アプリケーションの高い柔軟性
-工具の制限により、すべての輪郭を加工できるわけではありません
-切りくず排出効果が理想的でない場合があります (切りくずがスタックする可能性があります)
どのプロセスをいつ使用するか?
縦旋削は一般的に使用されます。たとえば、深い溝や 90° コーナー構造を持つ部品の機械加工などです。これらの構造の機械加工は、このプロセスによってのみ行うことができます。
水平方向の回転は、一般に円弧遷移のある流線型の輪郭構造に使用されます。
製造プロセス