


精密機械加工における熱処理工程の配置方法
精密機械加工企業の存続可能性と競争力を向上させるためには、多くの要因の中で、重要なのは高度な技術に依存することです。現代産業の発展に伴い、ますます多くの企業が職人技に注意を払い始めています。クラフト ドキュメントは精密機械加工企業の基盤であり、その正確性は非常に重要です。プロセス ファイル内の 1 つのシンボルと 1 つのデータと同じくらい小さいので、機械製造テクノロジ ファイルのサイズ要件、幾何公差要件、CNC 加工プログラムのシンボルとコードなど、非常に重要です。精密機械部品の加工では、正確なプロセス文書の使用は、製品の加工品質と生産の安全性に直接影響します。職人の怠慢が原因で、小さな間違いであっても、精密機械部品の廃棄につながり、企業に一定の経済的損失をもたらすことがあります.

精密機械加工の工程では、製品の性能を効果的に向上させるために、熱処理工程の位置を調整する際に、残りの部品のほとんどを確実に除去する必要があります。部品を焼入れして硬化させるだけでなく、その後の加工に余裕を持たせることで、製品の品質をより確実にすることができます。精密機械加工工程における熱処理は、用途により予備熱処理と熱処理に大別できます。予備熱処理の目的は、機械的特性を改善し、内部応力を除去し、熱処理の準備をすることです。これには、焼きなまし、焼きならし、焼き入れと焼き戻し、および時効処理が含まれます。
1 <強い>。予備熱処理
予備熱処理の目的は、ブランク製造工程で発生する内部応力を除去し、金属材料の切削性能を向上させ、最終熱処理に備えることです。予備熱処理には、焼入れ焼き戻し、焼鈍、焼きならしなどが含まれ、これらは通常、粗加工の前後に配置されます。荒削りの前に配置することで、材料の切削性能を向上させることができます。粗加工後の配置は、残留内部応力を除去するのに役立ちます。
アニーリングとノーマライズのプロセス位置
通常、ブランク製作後、カット工程前に配置されます。
精密部品の場合、切削工程での残留応力をなくすために、切削工程の間に応力除去焼鈍も配置する必要があります。
焼入れ焼戻しの工程位置
この種の熱処理は、最終処理として使用でき、その後の表面焼入れまたは変形しやすい部品の全体焼入れのための組織を準備することもできます。通常、荒加工の後、仕上げまたは中仕上げの前に配置されます。
2.最終熱処理
最終熱処理は、通常、荒加工後、中仕上げ後、仕上げ前後に配置する必要があります。浸炭焼入れ、焼入れ焼戻しなどの変形量の大きい熱処理を仕上げ前に設け、仕上げ時の熱処理を補正する。変形した。仕上げ後に窒化などの変形の少ない熱処理も可能です。この種の熱処理の後、部品の硬度は高くなり、可能な限り元に戻す必要があります。一般的に、それらは半仕上げの後、研磨の前に配置されます。
全体的な焼入れと表面焼入れプロセスの位置配置は基本的に同じです。
焼入れ部品の変形、酸化、脱炭は研削時に除去する必要があるため、研削代を確保する必要があります (たとえば、直径 200mm 以下で長さ 1000mm の焼入れ部品の場合、研削代は一般的に 0.35 です)。 ~0.75mm).
表面硬化部品の場合、コアの機械的特性を改善し、微細粒マルテンサイト組織の表面焼入れ組織を得るために、多くの場合、最初に焼きならしまたは焼入れ焼戻し処理を行う必要があります。表面硬化部の変形が少ないため、研磨代も全体硬化部より小さくする必要があります。
のために 例:
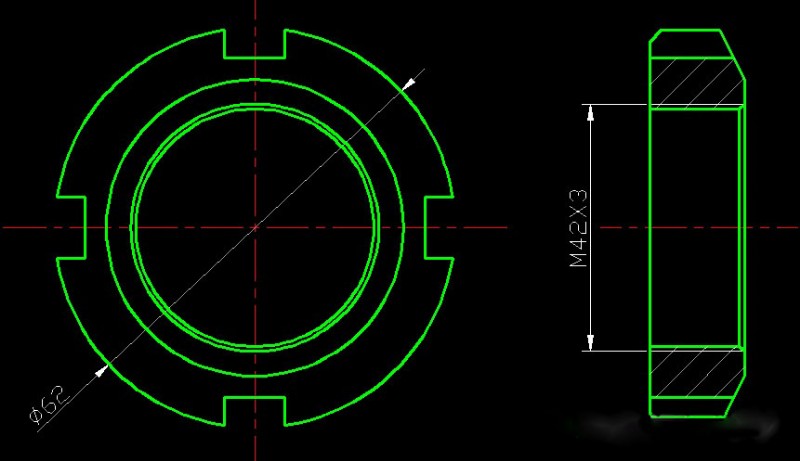
上の写真は45鋼製のロックナットで、ノッチ硬度はHRC35~40が必要です。ノッチとめねじをすべて加工してから全体として焼き入れ焼き戻しを行うと、ノッチの硬度は要件を満たすことができますが、めねじが変形し、精度が保証されなくなります。熱処理後に切削すると硬度が高くなり被削性が悪くなります。 .
熱処理方法と処理順序を次のように変更すると、焼入れ焼戻し処理ノッチノッチ高周波焼入れメネジに変更され、技術的要件を満たすことができ、部品の変形を減らすことができます。
3.エイジングケア
時効処理の目的は、内部応力を除去し、ワークの変形を減らすことです。エイジングケアは、自然エイジング、人工エイジング、コールドトリートメントの3つに分けられます。時効処理は、一般的に荒加工の後、仕上げの前に配置されます。より高い精度が要求される部品については、半仕上げ後に時効処理を手配できます。氷冷処理は、通常、焼き戻し処理の後、仕上げ後、またはプロセスの最後に配置されます。
4.表面処理
表面の防食または表面の装飾のために、表面をコーティングまたは青くする必要がある場合があります。この表面処理は通常、プロセスの最後に配置されます。
上記は、精密機械加工と熱処理工程の配置の関連内容です。お役に立てば幸いです。
製造プロセス