


アーク溶接とは - タイプとその仕組み
アーク溶接とは?
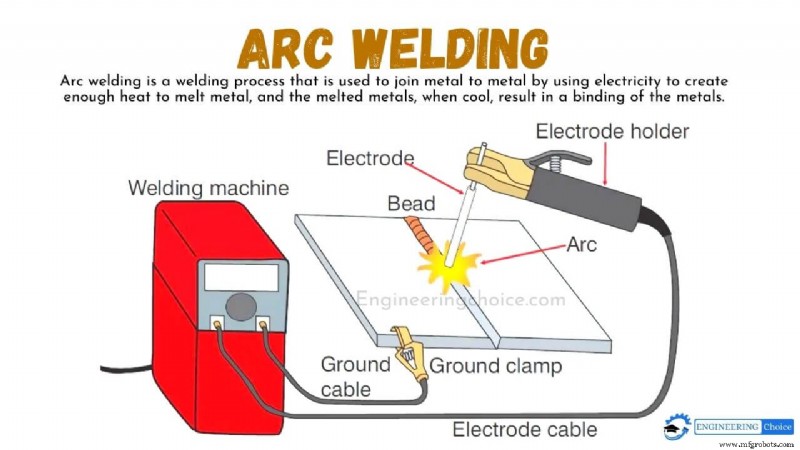
アーク溶接は、電気を使用して金属を溶かすのに十分な熱を発生させ、冷却すると溶けた金属が金属同士を接合する溶接プロセスです。溶接電源を使用して、金属棒(「電極」)と母材の間にアークを発生させ、接点で金属を溶かす溶接です。アーク溶接機は、直流 (DC) または交流 (AC) のいずれか、および消耗電極または非消耗電極を使用できます。
溶接領域は、通常、ある種のシールド ガス、蒸気、またはスラグによって保護されています。アーク溶接プロセスには、手動、半自動、または全自動があります。アーク溶接は 19 世紀後半に開発され、第二次世界大戦中に造船で商業的に重要になりました。今日でも、鋼構造物や車両の製造において重要なプロセスです。
関連: 溶接とは?
アーク溶接の仕組み
アーク溶接は、電気アークを使用して被削材を溶かします。まず、材料にアース線を取り付けます。次に、溶接機は電極リードを被削材に当てます。
溶接機が材料から電極を引き離すと、ガスの電気的破壊により、連続プラズマ放電とも呼ばれるアークが発生します。アーク溶接機は、交流または直流のいずれかを使用し、非常に集中した狭いスポット溶接を作成するために使用されます。
アーク溶接は、金属を接合するために使用される融接プロセスです。 AC または DC 電源からの電気アークは、約 6500°F の強烈な熱を発生させ、2 つのワークピース間の接合部で金属を溶かします。
アークは接合線に沿って手動または機械で誘導できますが、電極は電流のみを流すか、電流を流し、同時に溶接プールに溶けてフィラー材料を接合部に供給します.
金属はアークによって加熱されると空気中の酸素や窒素と化学的に反応するため、溶融金属と空気との接触を最小限に抑えるために保護ガスまたはスラグが使用されます。冷却後、溶融金属は凝固して冶金学的結合を形成します。
DC 対 AC 電流
アーク溶接用の電源は、直流 (DC) または交流 (AC) のいずれかから供給できます。
直流 (DC) アーク溶接は、スティック溶接や低電圧の場合によく使用され、一般に AC よりも好まれます。これは、DC 電流が一方向に着実に流れる電子を使用し、より滑らかで安定したアークを生成するためです。
交流 (AC) アーク溶接では、電子が常に方向を変えるため、電子の揮発性が大きくなります。
AC 電流は、通常、溶接では二次的な選択ですが、アークが吹き飛ばされるのを防ぐため、または電気を長距離にわたって伝送するために、より強い電流が必要な場合など、場合によっては役立ちます。
アーク溶接の種類
アーク溶接の種類は、非消耗電極タイプと消耗電極タイプに大別され、アークの発生と溶接原理も異なります。
消耗アーク溶接と非消耗アーク溶接
アーク溶接で使用される電極 (または「スティック」または「ロッド」) は、消耗品または非消耗品のいずれかです。
消耗電極は電流を伝導するだけでなく、溶加材を接合部に供給します。これは、電極が一緒に溶接されている金属と一緒に溶けるタイプの金属でできていることを意味します。このタイプの溶接は、鉄鋼製品の製造によく使用されます。
一方、非消耗電極は、非常に高い融点を持つタングステンなど、溶接中に溶けない材料でできています。
関連: 溶接電極とは
アーク溶接は、2 つの異なるタイプに分類できます。
| 電極消費量 | 溶接方法 |
| 消耗しない(不溶性)電極タイプ | 1. TIG溶接 2.プラズマ溶接 |
| 消耗(可溶)電極タイプ | 1.シールドアーク溶接 2.マグ溶接 3. MIG溶接 4.エレクトロガス アーク溶接 (EGW) |
さまざまなタイプのアーク溶接プロセス
アーク溶接にはさまざまな種類があります。どのアーク溶接法を使用するかは、主に金属に依存します。以下は、さまざまな種類のアーク溶接技術の概要です:
1.フラックス入りアーク溶接 (FCAW)
このタイプのアーク溶接では、フラックスを充填した管状電極を使用します。エミッシブ フラックスはアークを空気からシールドしますが、ミッシブ フラックスはシールド ガスを必要としません。
FCAW は溶接金属の溶着率が高いため、1 インチ以上の高密度セクションの溶接に最適です。
関連: フラックス入りアーク溶接とは?
2.ガスメタルアーク溶接 (GMAW)
GMAW または MIG 溶接では、アルゴンやヘリウムなどのガスまたは混合ガスでアークをシールドします。電極には酸化を防ぐ脱酸剤が入っているので、多層溶接が可能です。
この方法にはいくつかの利点があります:シンプル、用途が広い、経済的、低温、自動化が容易。これは、薄いシートやセクションの一般的な溶接技術です。
関連: ガスメタルアーク溶接とは?
3.ガスタングステンアーク溶接 (GTAW)
GTAW または TIG 溶接は、最も難しいと見なされることがよくあります。タングステン電極がアークを発生させます。シールドを保護するために、アルゴンやヘリウム、またはこれら 2 つの混合ガスなどの不活性ガスが使用されます。
フィラー ワイヤは、必要に応じて溶融材料を追加します。この方法は、スラグを生成しないため、はるかに「クリーン」であり、外観が重要な溶接作業や薄い材料に最適です.
関連: ガスタングステンアーク溶接とは?
4.プラズマアーク溶接 (PAW)
このアーク溶接技術は、イオン化されたガスと電極を使用して、溶接領域に向けた高温のプラズマ ジェットを生成します。
ジェットは非常に高温であるため、この方法は狭くて深い溶接に適しています。プラズマ アーク溶接 (PAW) も、溶接速度を上げるのに適しています。
関連: プラズマアーク溶接とは?
5.シールドメタルアーク溶接 (SMAW)
SMAW は、最も単純で最も古く、最も適応性の高いアーク溶接方法の 1 つであり、非常に人気があります。アークは、コーティングされた電極の先端が溶接領域に触れると生成され、アークを維持するために引き戻されます。
合金が固まると溶接が形成されるように、熱はチップ、コーティング、および金属を溶かします。この技術は通常、パイプライン作業、造船、建設で使用されます。
関連: シールドメタルアーク溶接とは?
6.サブマージアーク溶接 (SAW)
SAW は、溶接中に厚い層を作成する粒状フラックスを使用して、溶融金属を完全に覆い、火花やスパッタを防ぎます。
この方法は、断熱材として機能するため、より深い熱浸透を可能にします。 SAW は、鋼板または鋼板の高速溶接に使用されます。半自動または自動にすることができます。ただし、水平溶接に限る。
関連: サブマージアーク溶接とは?
7.電気スラグ溶接 (ESW)
垂直プロセスは、1 回のパスで厚板 (25mm 以上) を溶接するために使用されます。 ESW は、フラックスの追加によってアークが消える前に電気アークを開始することに依存しています。ワイヤ消耗品が溶融プールに供給されると、フラックスが溶融し、溶融プールの上に溶融スラグが作成されます。
電流の通過に対する溶融スラグの抵抗により、ワイヤとプレートのエッジを溶融するための熱が発生します。 2 つの水冷銅シューがプロセスの進行を追跡し、溶融スラグが流出するのを防ぎます。
関連: エレクトロスラグ溶接とは?
アーク溶接はどこで使用されますか?
アーク溶接は材料の接合に一般的に使用されており、さまざまな業界で使用されています。
航空宇宙産業では、アーク溶接を使用して、航空機の製造と修理、シートの接合、および精密作業を行っています。自動車産業では、アーク溶接を使用して、排気システムと油圧ラインを接合しています。アーク溶接は、薄い金属間でも非常に強力な接合を実現できます。
建設業界では、アーク溶接を使用して、建物、橋、およびその他のインフラストラクチャ内の強力で持続可能な接続を保証しています。アーク溶接を使用する他の産業は、石油およびガス産業と電力産業です。
ロッドの種類
アーク プロセスでは、さまざまな長所、短所、および溶接品質に影響を与える用途を持つさまざまなロッドが使用されます。ロッドを溶接機に接続し、電流を流してワークピースを接合します。
SMAW などの場合、ロッドが溶けて溶接部の一部になります。これらは消耗電極です。 TIG などの他の例では、ロッドは溶けません。これらは非消耗電極です。
正確なコーティングの種類は異なりますが、ロッドは一般的にコーティングされています。コーティングされていないロッドも利用できますが、これらはあまり一般的ではなく、スパッタが多くなり、アークの制御が難しくなる可能性があります。
コーティングされたロッドは、汚染酸化物や硫黄を削減または排除するのに適しています。 3種類のコーティングには、セルロース、ミネラルが含まれます。または 2 つの組み合わせ。
コーティングされているかどうかにかかわらず、適切なビード品質できれいで強力な溶接を作成するには、適切なロッドを選択する必要があります。
アーク溶接の応用
アーク溶接の用途には次のものがあります。
- 板金の溶接に使用
- 薄い鉄、非鉄金属の溶接用
- 圧力および圧力容器の設計に使用
- 産業における配管の発展
- 自動車および家庭用家具の分野で使用
- 造船業
- 航空機および航空宇宙、車体修復、鉄道のメーカーで使用
- 建設、自動車、機械などの業界
- ガス タングステン アーク溶接は、航空宇宙産業で板金などの多くの領域を接続するために使用されます。
- これらの溶接は、金型や工具の修理に使用され、主にマグネシウムとアルミニウムで作られた金属に使用されます。
- 製造業のほとんどは GTAW を使用して薄いワークピース、特に非鉄金属を溶接しています。
- GTAW 溶接は、長期にわたる耐食性と亀裂に対する極端な耐性が必要な場合に使用されます。
- 宇宙船の製造に使用されます。
- 小径部品や薄肉チューブの溶接に使用されるため、自転車産業に適用できます。
アーク溶接の利点
他の多くの形式と比較して、アーク溶接を使用することには多くの利点があります:
- 高速溶接に適しています。
- 簡易溶接機です。
- AC または DC で動作します。
- 最高の気温。
- 煙や火花が少ない
- シンプルな装備による携帯性
- 他に比べて溶接プロセスが速い
- 強い関節を提供します。
- 歪みはほとんどありません。
- 高い耐食性
- 多孔質で汚れた金属を溶接できます。
- 安価なのは機器です。
- 風や雨の中でも操作できます。
- 電源は電気がある場所で使用でき、電気がなくても発電機を代わりに使用できます。
- スムーズな溶接が実現します。
- 優れた衝撃強度です。
- アーク溶接ビードを使用して、細かい金属にデザインを施すことができます。
- どんな雰囲気でも実行できます。
アーク溶接の欠点
一部の人々が、特定の種類のプロジェクトでアーク溶接以外のオプションに注目する理由はいくつかあります。これらの欠点には次のものがあります。
- 熟練した溶接工を必要とします。
- AI や Ti などの反応性金属には使用できません。
- 薄い金属の溶接には適していません。
- すべての薄い金属がアーク溶接できるわけではありません。
- 十分な訓練を受け、熟練したオペレーターがこの作業を行う必要があります。
- プロセス中の無駄は避けられないため、プロジェクト コストが増加します。
よくある質問
アーク溶接とは?
アーク溶接は、電気を使用して金属を溶かすのに十分な熱を発生させ、冷却すると溶けた金属が金属同士を接合する溶接プロセスです。溶接電源を使用して、金属棒(「電極」)と母材の間にアークを発生させ、接点で金属を溶かす溶接です。アーク溶接機は、直流 (DC) または交流 (AC) のいずれか、および消耗電極または非消耗電極を使用できます。
アーク溶接はどのように機能しますか?
アーク溶接は、電気アークを使用して被削材を溶かします。次に、溶接機は電極リードを被削材に当てます。溶接機が材料から電極を引き離すと、電気アークが発生します。これは、ガスの電気的破壊による進行中のプラズマ放電としても知られています。
アーク溶接にはどのような種類がありますか?
さまざまな種類のアーク溶接:
- フラックス入りアーク溶接 (FCAW)
- ガスメタルアーク溶接 (GMAW)
- ガス タングステン アーク溶接 (GTAW)
- プラズマアーク溶接 (PAW)
- シールド メタル アーク溶接 (SMAW)
- サブマージ アーク溶接 (SAW)
- エレクトロ ガス アーク溶接 (EGW)
アーク溶接の用途は?
アーク溶接の用途には次のようなものがあります:
- 板金の溶接に使用されます。
- 薄い鉄、非鉄金属の溶接
- 圧力および圧力容器の設計に使用
- 産業における配管の発展
- 自動車および家庭用家具の分野で使用されます。
- 造船業
アーク溶接の利点は何ですか?
アーク溶接の利点は次のとおりです。
- 高い溶接速度。
- 歪みが非常に少ない
- 関与する煙や火花が少ない
- スムーズな溶接を実現
- あらゆる雰囲気で実行できます。
- 低コスト。
- 優れた耐衝撃性
- より高い耐食性。
4種類のアーク溶接とは?
溶接には主に 4 つのタイプがあります。 MIG – ガスメタル アーク溶接 (GMAW)、TIG – ガス タングステン アーク溶接 (GTAW)、スティック – シールド メタル アーク溶接 (SMAW)、フラックス入り – フラックスコアード アーク溶接 (FCAW)。ここでは、各タイプの溶接について詳しく説明します。
アーク溶接とは?
アーク溶接は、電気アークを使用して熱を発生させて金属を溶かして接合する一種の溶接プロセスです。電源は、直流 (DC) または交流 (AC) 電流を使用して、消耗電極または非消耗電極と基材との間に電気アークを発生させます。
アーク溶接は何に最適ですか?
アーク溶接は、サイズ 4 mm 以上の重金属に最適であり、重機の修理、鉄骨の組み立て、パイプラインの溶接、製造業および建設業で使用されます。
アーク溶接は MIG よりも強力ですか?
スティック溶接は、より厚い材料に対してより優れた溶け込みを提供するため、MIG 溶接よりも強力であると主張する人もいます。ただし、MIG 溶接は、厚い金属にはそれほど効果的ではありませんが、優れた溶接を提供できます。また、薄い金属を良好な仕上がりで溶け落ちのリスクが少ない接合に適しています。
最強の溶接は?
TIG 溶接は、MIG 溶接や他のアーク溶接方法よりもきれいで正確な溶接ができるため、強度が高くなります。とはいえ、溶接作業ごとに異なる方法が必要になる場合がありますが、TIG は一般に強度が高く、品質が高いため、作業で必要な場合は MIG または別の方法を使用する必要があります。
アーク溶接は MIG と同じですか?
MIG (ガス メタル アーク溶接、または GMAW とも呼ばれます) およびスティック (シールド メタル アーク溶接、または SMAW) 溶接は、TIG とともに最も一般的に使用されるアーク溶接プロセスの 2 つです。また、いくつかの類似点はありますが、特定のアプリケーションでは、一方が他方よりもはるかに優れた結果を生み出すことがあります.
アーク溶接は簡単ですか?
母材金属とワイヤの間の電流によって発生するアークは、ワイヤを溶かして母材と接合し、外観が美しく、クリーニングの必要がほとんどない高強度の溶接を生成します。 MIG 溶接は簡単に習得できるプロセスで、薄い金属にも厚い金属にも使用できます。
アーク溶接はスティック溶接と同じですか?
アーク溶接は、シールド メタル アーク溶接 (SMAW)、手動メタル アーク溶接 (MMAW)、またはスティック溶接としても知られています。タングステン不活性ガス (TIG) は、ガス タングステン アーク溶接 (GTAW) とも呼ばれます。
最も習得しやすい溶接は?
MIG 溶接機は、溶接ガンを介して事前に選択された速度で供給されるスプール上のワイヤ溶接電極で設計されているため、初心者に最適なタイプの 1 つです。半自動または自動プロセスとして、ガス メタル アーク溶接 (GMAW または MIG) が最も習得しやすいです。
アーク溶接は強いですか?
アークは、母材とワイヤの間を流れる電流の助けを借りて生成されます。高い充電電流がワイヤと金属のベースを溶かし、それらの間に接合部を形成します。この技術で作成された溶接は非常に頑丈で、クリーニングの必要はほとんどありません。
溶接できない金属は?
うまく融接できない材料の組み合わせの例としては、アルミニウムと鋼 (炭素鋼またはステンレス鋼)、アルミニウムと銅、チタンと鋼などがあります。それらの冶金学的特性を変えるためにできることは何もありません。それらの葉はあなたのプロセスを変えます。
アーク溶接の欠点は何ですか?
短所:
- 効率の低下 – 一般に、アーク溶接では他の多くのタイプよりも多くの廃棄物が生成されるため、場合によってはプロジェクト コストが増加する可能性があります。
- 高いスキルレベル – アーク溶接プロジェクトのオペレーターには高度なスキルとトレーニングが必要ですが、すべての専門家がこれを持っているわけではありません。
アークには何種類ありますか?
アーク溶接は、ガスシールドアーク溶接を含め、溶接棒・ワイヤが溶融するかしないかにより、消耗式(可溶)電極式と非消耗式(非溶融式)電極式に大別されます。上記の分類は一例です。
アーク溶接機がくっつき続けるのはなぜですか?
棒状の溶接棒がくっつくのは、アークの熱が溶融棒と水たまりの間の融合を防ぐのに十分なほど高くないためです。アンペア数の設定が低いか、アーク長が短すぎることが主な理由です。
AC アーク溶接と DC アーク溶接の違いは何ですか?
直流溶接は、交流溶接に比べて溶接出力が滑らかで、スパッタが少なく、アークが安定する傾向にあります。また、溶接金属により深く浸透し、ほとんどの場合 AC 溶接よりも強力な接合を提供します。残念ながら、DC 溶接は適切な熱を生成できないため、アルミニウムの溶接には適していません。
製造プロセス
- トグルプレスとは何ですか?どのように機能しますか?
- 消磁器とは何ですか?それはどのように機能しますか?
- 研磨ジェット加工とは何ですか?それはどのように機能しますか?
- トランスファーモールディングとは何ですか?どのように機能しますか?
- ソーラーインバーターとは何ですか?
- トランスミッションとは何ですか?それはどのように機能しますか?
- 3Dプリントとは何ですか?-タイプとその仕組み
- アーク溶接とは何ですか?-タイプ、およびそれはどのように機能しますか
- スポット溶接とは何ですか?-定義、それはどのように機能しますか
- CNCボーリングミルとは何ですか?どのように機能しますか?
- 産業用クラッチとは何ですか?