


レーザービーム溶接VSプラズマアーク溶接
レーザービーム溶接
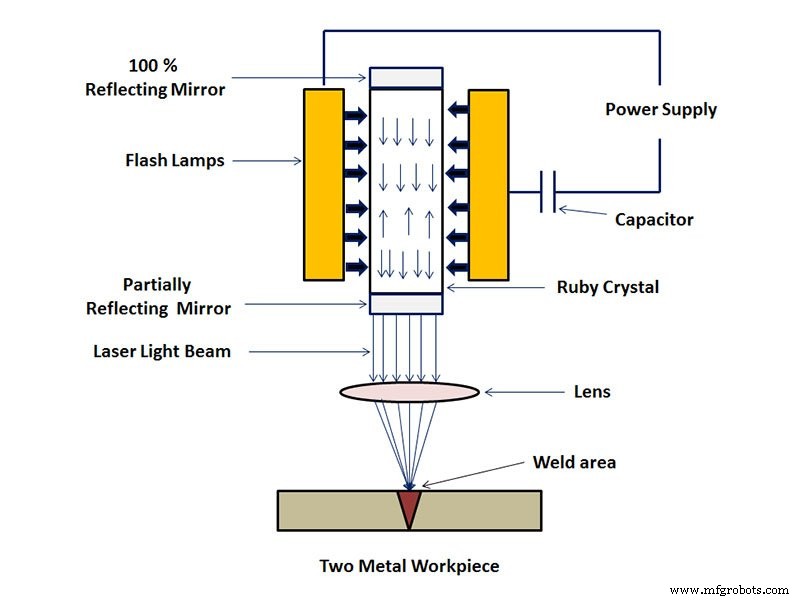
レーザービーム溶接は、高エネルギー密度のレーザービームを熱源として使用する効率的で正確な溶接方法です。レーザービーム溶接は、連続またはパルスレーザービームによって実現できます。レーザー溶接の原理は、熱伝導溶接とレーザー深溶接に分けることができます。 104〜105 W / cm2未満の出力密度は熱伝導溶接です。このとき、溶け込み深さは浅く、溶接速度は遅いです。電力密度が105〜107 W / cm2を超えると、金属表面が熱の作用で「穴」に埋め込まれ、深溶け込み溶接が形成されます。速い溶接速度と大きなアスペクト比の特徴。
レーザービーム溶接では、通常、連続レーザービームを使用して材料の接続を完了します。冶金学的物理プロセスは、電子ビーム溶接と非常によく似ています。つまり、エネルギー変換メカニズムは「キーホール」構造によって完成されます。十分に高い出力密度のレーザー照射下では、材料は蒸発して小さな穴を形成します。蒸気で満たされたこの小さな穴は黒体のようで、入射ビームのほとんどすべてのエネルギーを吸収します。キャビティ内の平衡温度は約250℃です。熱は高温キャビティの外壁から伝達され、キャビティの周囲の金属を溶かします。小さな穴は、光線の下で壁の材料が継続的に蒸発することによって生成される高温の蒸気で満たされています。小さな穴の4つの壁が溶融金属を囲み、液体金属が固体材料を囲みます。 (ほとんどの従来の溶接プロセスとレーザー伝導溶接では、エネルギーが最初に発生します(ワークピースの表面に堆積し、次に移動によって内部に輸送されます)。穴の壁の外側の液体の流れと壁層の表面張力は一定です。穴の空洞内で蒸気圧が継続的に発生し、動的バランスを維持します。光ビームは小穴に連続的に入り、小穴の外側の材料は継続的に流れます。光ビームが移動するとき、小穴は常に安定しています。つまり、小さな穴と穴の壁を取り巻く溶融金属は、先行ビームの前進速度で前方に移動します。溶融金属は、小さな穴によって残されたギャップを埋めてから凝縮し、溶接は上記のプロセスはすべて非常に高速であるため、溶接速度は1分あたり数メートルに簡単に達する可能性があります。
機能
1.レーザービーム溶接は融接であり、エネルギー源としてレーザービームを使用し、溶接継手に影響を与えます。
2.レーザービームは、フラットな光学要素(ミラーなど)によってガイドされ、反射型の集束要素またはレンズを使用して溶接シームに投影されます。
3.レーザービーム溶接は非接触溶接です。運転中に圧力は必要ありませんが、溶融池の酸化を防ぐために不活性ガスが必要です。溶加材が時々使用されます。
4.レーザービーム溶接をMIG溶接と組み合わせて、レーザーMIG複合溶接を形成し、MIG溶接と比較して入熱を大幅に削減しながら、大きな溶け込み溶接を実現できます。
アプリケーション
レーザー溶接機の技術は、自動車、船舶、飛行機、高速鉄道などの高精度製造分野で広く使用されています。それは人々の生活の質を大幅に改善し、家電業界を精密工学の時代へと導きました。
プラズマアーク溶接
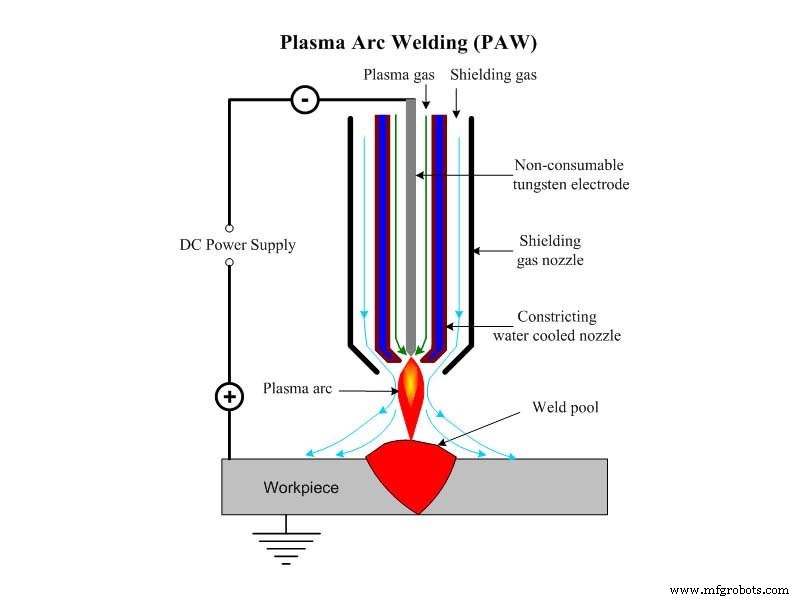
プラズマアーク溶接とは、プラズマアーク高エネルギー密度ビームを溶接熱源として使用する融接法のことです。溶接中、イオンガス(イオンアークを形成する)とシールドガス(溶融池と溶接シームを空気の有害な影響から保護するため)は純粋なアルゴンです。プラズマアーク溶接で使用される電極は、一般的にタングステン電極であり、金属(溶接ワイヤ)を充填する必要がある場合があります。一般的には直流正接続方式(タングステン棒を負極に接続)を採用しています。したがって、プラズマアーク溶接は本質的に圧縮効果のあるタングステンガスシールド溶接です。
プラズマアーク溶接は、エネルギー集中、高生産性、高速溶接速度、小さな応力変形、安定した電気的絶縁の特性を備えており、薄いプレートやボックス材料の溶接に適しています。特に、さまざまな耐火性、酸化しやすい、熱に弱い金属に適しています。材料(タングステン、モリブデン、銅、ニッケル、チタンなど)。
ガスはアークの加熱により解離し、水冷ノズルを高速で通過する際に圧縮され、エネルギー密度と解離度を高め、プラズマアークを形成します。その安定性、発熱量、温度は一般的なアークよりも高いため、溶け込みと溶接速度が速くなります。プラズマアークを形成するガスとその周囲のシールドガスは、通常、純粋なアルゴンを使用します。さまざまなワークピースの材料特性に応じて、ヘリウム、窒素、アルゴン、または両方の混合物を使用するものもあります。
機能
1.マイクロビームプラズマアーク溶接は、フォイルと薄板を溶接できます。
2.小さな穴の効果により、片面溶接と両面自由成形をより適切に実現できます。
3.プラズマアークは、高いエネルギー密度、高いアークカラム温度、および強力な浸透能力を備えています。斜角溶接なしで10〜12mmの厚さの鋼を実現できます。一度に両面成形で溶接できます。溶接速度が速く、生産性が高く、応力変形が小さい。
4.装置は比較的複雑で、ガス消費量が多く、グループはワークピースのクリアランスと清浄度に厳しい要件があり、屋内溶接にのみ適しています。
アプリケーション
プラズマ溶接は、工業生産、特に銅と銅合金、チタンとチタン合金、合金鋼、ステンレス鋼、モリブデン、および航空宇宙やその他の軍事およびチタンなどの最先端の産業技術で使用されるその他の金属の溶接で広く使用されています。合金ミサイルシェル、航空機の薄肉コンテナなど。
CNCマシン