


エンドミルを殺す8つの方法
実行が速すぎたり遅すぎたりすると、ツールの寿命に影響を与える可能性があります
ツールと操作に適した速度と送りを決定することは複雑なプロセスになる可能性がありますが、適切なツール寿命を確保するために、マシンの実行を開始する前に理想的な速度(RPM)を理解する必要があります。ツールの実行速度が速すぎると、チップサイズが最適でなくなったり、ツールに壊滅的な障害が発生したりする可能性があります。逆に、RPMが低いと、たわみ、仕上がりの悪さ、または単に金属除去率の低下を引き起こす可能性があります。仕事に最適なRPMがわからない場合は、ツールの製造元に問い合わせてください。
速度と送りのもう1つの重要な側面である、ジョブに最適な送り速度は、工具の種類とワークピースの材質によって大きく異なります。送り速度が遅すぎると工具を実行すると、切りくずを切り直して工具の摩耗を加速するリスクがあります。送り速度が速すぎると工具を実行すると、工具が破損する可能性があります。これは特にミニチュアツールに当てはまります。

従来の荒削りが必要または最適な場合もありますが、一般的に高効率フライス盤(HEM)より劣っています。 HEMは、より低いラジアルカット深さ(RDOC)とより高いアキシャルカット深さ(ADOC)を使用する荒削り技術です。これにより、摩耗が刃先全体に均等に広がり、熱が放散され、工具が故障する可能性が低くなります。工具寿命を劇的に延ばすだけでなく、HEMはより良い仕上がりとより高い金属除去率を生み出し、ショップの総合的な効率向上を実現します。
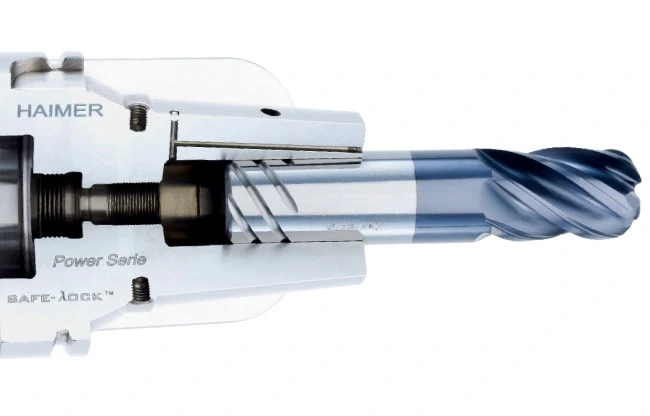
適切な実行パラメータは、最適ではないツール保持状況への影響が少なくなります。機械と工具の接続が不十分な場合、工具の振れ、引き抜き、および部品の廃棄が発生する可能性があります。一般的に、ツールホルダーがツールのシャンクと接触するポイントが多いほど、接続はより安全になります。油圧式および焼きばめ式のツールホルダーは、HelicalのToughGRIPシャンクやHaimerSafe-Lock™などの特定のシャンクの変更と同様に、機械的な締め付け方法よりもパフォーマンスが向上します。
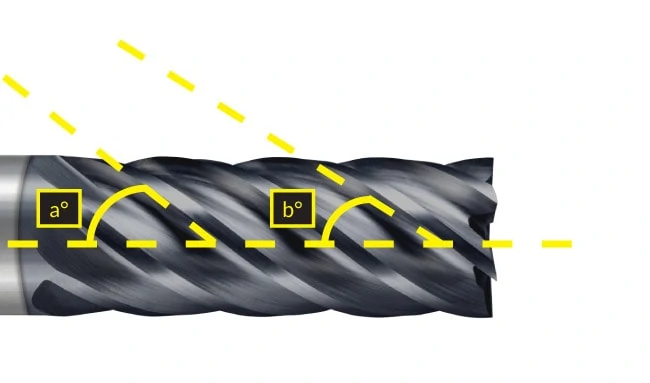
さまざまな高性能エンドミル、可変らせん、または可変ピッチの形状の機能は、標準のエンドミル形状の微妙な変更です。この幾何学的な特徴により、各工具の回転と同時にではなく、刃先がワークピースに接触するまでの時間間隔を変えることができます。このバリエーションは、高調波を低減することでチャタリングを最小限に抑え、工具寿命を延ばし、優れた結果を生み出します。

わずかに高価ですが、ワークピースの材料に最適化されたコーティングを施したツールがすべての違いを生む可能性があります。多くのコーティングは潤滑性を高め、自然な工具の摩耗を遅らせますが、他のコーティングは硬度と耐摩耗性を高めます。ただし、すべてのコーティングがすべての材料に適しているわけではなく、その違いは鉄系材料と非鉄系材料で最も顕著です。たとえば、アルミニウムチタンナイトライド(AlTiN)コーティングは、鉄系材料の硬度と耐熱性を向上させますが、アルミニウムとの親和性が高いため、切削工具にワークピースが付着します。一方、二ホウ化チタン(TiB2)コーティングは、アルミニウムとの親和性が非常に低く、最先端の堆積や切りくずの詰まりを防ぎ、工具寿命を延ばします。
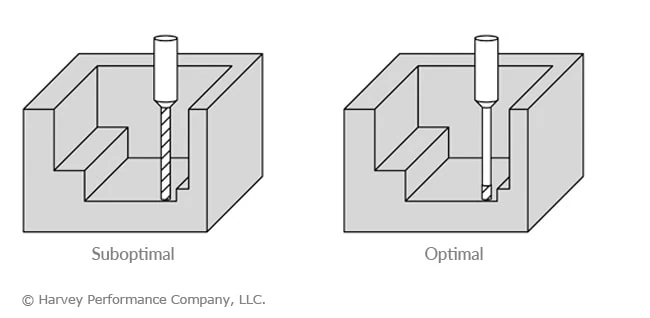
一部の作業、特に仕上げ作業では、長い切削長(LOC)が絶対に必要ですが、切削工具の剛性と強度が低下します。原則として、ツールのLOCは、ツールが元の素材をできるだけ多く保持するために必要な長さだけにする必要があります。ツールのLOCが長くなると、たわみの影響を受けやすくなり、その結果、ツールの有効寿命が短くなり、破損の可能性が高くなります。
無料のリソース:50ページ以上の高効率フライス盤(HEM)ガイドブックを今すぐダウンロード
見た目は単純ですが、ツールのフルート数は、そのパフォーマンスと実行パラメータに直接かつ顕著な影響を及ぼします。フルート数が少ない(2〜3)工具は、フルートの谷が大きく、コアが小さくなります。 LOCと同様に、切削工具に残っている基板が少ないほど、切削工具は弱くなり、剛性が低くなります。フルート数が多い(5以上)工具は、当然コアが大きくなります。ただし、フルートの数が多いほど良いとは限りません。アルミニウムや非鉄の材料では、フルートの数が少ないことが一般的に使用されます。これは、これらの材料の柔らかさが金属除去率を高めるための柔軟性を高めるだけでなく、チップの特性も理由の1つです。非鉄材料は通常、より長く、より糸状の切りくずを生成し、フルートの数が少ないと、切りくずの再切削を減らすのに役立ちます。強度が向上し、切りくずの再切削の心配が少ないため、硬い鉄の材料には通常、フルート数の多い工具が必要です。これらの材料は、はるかに小さな切りくずを生成することが多いためです。
CNCマシン