


真空テーブルに小さな部品を保持するための5つのヒント
したがって、このブログを読んだり、当社のWebサイトをクルージングしたりしている場合は、非常に高性能なCNC真空テーブルを製造していることをご存知だと思います。ラピッドプロトタイピング、看板、フロントパネルなど、多くの業界で必須の備品です。真空テーブルが真に輝く場所は、非常に小さな部品を保持していることです。
私はかつて、見込み客向けに、厚さ0.020インチのアルミニウムの12インチx18インチのシート全体を真空テーブルから飛ばさずに6mmのディスクにカットできることを示すデモを行いました。例として、以下のビデオを参照してください。これらの小さな部品の周囲の最後のカットがシート素材を通過し、シートストックと真空テーブルの間にあるVacuCard紙が露出していることがわかります。これは、ワークピースをカットすることはできますが、真空テーブルの上部。
これらすべてを踏まえると、真空テーブルは優れたワークホールディングソリューションですが、それらを最大限に活用するには特定のアプローチが必要です。
1)レギュラーまたはデンスホールパターンの真空テーブル?
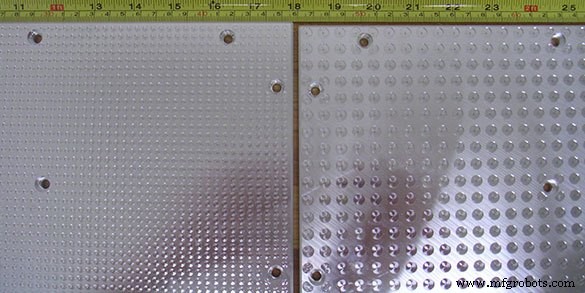
真空テーブルトップは、標準の穴のサイズ(右)または特に小さな部品をテーブルから飛び出さずに保持するように設計された密な穴のパターン(左)で注文できます。シート材を使わずに粉砕したとき。
真空テーブルの最初の特徴は、真空穴の密度です。規則的なパターンと密なパターンの2つのパターンがあります。通常のパターンは、ほとんどのアプリケーションに適していますが、1平方インチよりも小さい部品や、より切断が難しい材料に至る場合は、密な穴のテーブルが適しています。高密度ホールプレートの鍵は、標準プレートの2倍以上の穴があるため、小さな部品での吸引力が向上することです。
2)真空テーブルペーパーを使用する
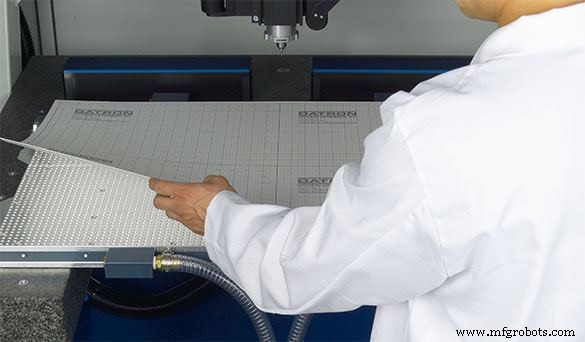
VacuCardと呼ばれる真空テーブルペーパーは通気性がありますが、真空テーブルの表面にフライス盤を入れることなくワークピースをフライス盤で通すことができるほどの厚さです。
次のステップは簡単に思えるかもしれませんが、非常に小さな部品の場合は特に重要です。真空テーブルペーパー(VacuCardまたはVacuFlowとして知られている)を切り込むと、小さな部品には効果がなくなります。紙の切り込みは、空気が漏れる経路を可能にするだけでなく、材料がテーブルに平らに置かれるのを防ぐ隆起したエッジを残します。
3)真空テーブル戦略

バキュームテーブル戦略には、ワークピースがバキュームテーブル上にとどまるように切削抵抗を制限するためのタマネギスキニングとタブ加工の両方の方法が含まれます。
真空テーブルに小片を保持する最も重要な方法の1つは、戦略です。あなたが少しガンホーで、1回のパスで小さなピースを取り出そうとすると、真空を克服するには切断力が高すぎる可能性があります。私は常に2つの方法をお勧めします。オニオンスキニングまたはタブ。どちらも非常にうまく機能します。操作の最後に取り出すために、ピースの下部に少量の材料を残すだけです。これにより、切削抵抗が大幅に減少し、部品の不要な廃棄が防止されます。
4)真空テーブルで使用するツール

バキュームテーブルツールの選択は、明らかに必要なプロセスまたはカットに基づいて行われますが、一般的には小さいほど良いです…そしてフィニッシュカットにはダウンカットツールを検討してください。
成功の可能性を高めるために、ステップ3と組み合わせて慎重に選んだツールを使用してください。私が選んだ武器は、通常、元の工具の3分の1の直径で、高RPMと適度な送り速度を組み合わせたエンドミルです。このような小さな工具を使用すると、切削抵抗がさらに減少し、材料の移動が防止されます。非常に頑固な部品の場合、仕上げカットにダウンカットエンドミルを使用することを検討してください。ダウンカットツールは、フライス盤を引き上げるのではなく、フライス盤で材料を押し下げます。これにより、小片を置くことができます。
5)真空テーブル犠牲層のミル埋め込み領域
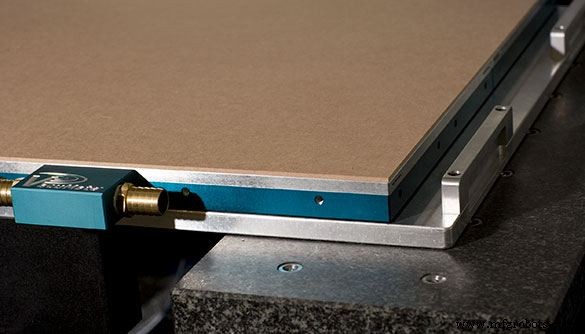
ですから、あなたの役割は保持されておらず、できる限りのことをしましたが、それは起こっていません。心配しないで。希望があります。まず、部品を真空テーブル上に保持できる状態にするために、材料を残す必要があるかもしれませんが、それは問題ありません。次に、MagicBoardまたは多孔質アルミニウムを入手します。どちらも優れた機械加工性、剛性、および真空を通過させる能力を備えています。これらの材料のいずれかを取り、キャビティをフライス加工して部品を保持します。これで、パーツの移動を防ぐために側面を物理的にサポートできるようになりました。これにより、非常に小さなパーツを非常にすばやく切断できます。
だから、それはほとんどそれです。多くの練習と少しの忍耐で、これらの基本的なガイドラインを使用すると、非常に小さなスケールでいくつかの非常に複雑な部品を加工するための道をうまく見つけることができます。 DATRON真空テーブルおよびその他のワークホールディングアクセサリの詳細については、このパンフレットをダウンロードしてください。 真空ワークホールディングに関してよく寄せられる9つの質問をご覧ください
CNCマシン