


3D プリントでのねじ切りとインサートの追加に関するヒント
インサートを 3D プリント パーツにねじ込み、組み立てる際に知っておくべき基本的なことが 1 つあります。製造できるものとできないものは、パーツとインサートの両方の材料特性によって異なります。心に留めておくべき 2 番目のこと:可能な限り、標準的なタップとインサート用に設計することは有益です。
 SLS および MJF で構築されたコンポーネントには、真鍮のヒート セット インサートが可能です。
SLS および MJF で構築されたコンポーネントには、真鍮のヒート セット インサートが可能です。 ヒートセット インサート付き SLS および MJF パーツ
選択的レーザー焼結 (SLS) またはマルチ ジェット フュージョン (MJF) プロセスを使用して印刷されたナイロン パーツは、標準サイズの真鍮ヒートセット インサートを活用できます。なぜ真鍮?真鍮は焼きなまし温度が低い柔らかい金属です。真鍮のインサートを穴に取り付ける前に、はんだごてですばやく加熱します。これによりナイロンが変形し、インサートの周囲の空隙を流動させて埋めることができるため、冷却後にインサートの周囲をしっかりとつかむことができます。設計に真鍮のヒート セット インサートを使用すると、耐久性を確保するのにも役立ちます。真鍮とは異なるヒート セット インサートが必要な場合は、アルミニウムまたはステンレス鋼製のインサートもオプションです。
SLS および MJF 部品のヒート セット インサート強度
ナイロンに取り付けられたヒートセット インサートの内部引張強度テストを実施しました。多くの変数が作用しますが、より大きな表面積を持つ大きくて長いインサートは、小さいインサートよりも強力です。私たちのテストでは、非常に小さなインサートの場合は約 100 ポンド、場合によっては最大のインサートの場合は 700 ポンド以上の範囲の最大荷重が示唆されています。これにより、ある程度の制限が感じられますが、特定のアプリケーションの機能をテストすることをお勧めします。特に、パーツに突然、繰り返し、または不均一な負荷がかかる場合はそうです。また、同等のねじサイズの長い/背の高いインサートは、短いインサートよりも強度が高いことを知っておくことも重要です。追加される強度の量はインサートのサイズによって異なりますが、当社のテストでは、背の高いインサートは短いインサートと比較して約 30% の引張強度が追加されることが示されています。
圧入インサート付き SLA パーツ
インサートのスタイルは、ステレオリソグラフィー (SLA) プロセスを使用して印刷されたパーツによって異なります。この場合、標準の圧入インサートが使用されます。加熱する必要はありません。代わりに、これらの圧入インサートは、強度と安全性を高めるためにエポキシで補強されています。
SLA、SLS、MJF パーツのタッピング
3D プリントされたプラスチックにタップで穴を開けることは、インサートを組み立てるよりも一般的ではありません。ただし、あなたの場合、一貫した美学を維持することが重要な場合、または金属特性が望ましくない場合は、インサートよりもタッピングが好まれるかもしれません.標準タップサイズを在庫しておりますが、ご要望がございましたらお申し付けください。一般的に在庫されているヒート セット インサート、プレス フィット インサート、およびタップのリストを以下に示します。適切な深さを選択できるよう、ご協力いたします。
在庫インサートとタップ サイズ
| ナイロン パーツ用のストック ヒートセット インサート | SLA 部品用の圧入インサートのストック | SLA 部品に使用可能なタップ サイズ | プラスチック部品に使用できるタップのサイズ | ||
| スタンダード | 指標 | NPT | |||
| 0-80 | 0 - 80 | 0 - 80 | M1.2×.25 | 1/16 - 27 | 2-56 |
| 2-56 | 2 - 56 | 1 - 64 | M1.4×.25 | 1/8 - 27 | 4-40 |
| 4-40 | 4 - 40 | 1 - 72 | M1.6×.35 | 1/4 - 18 | 6-32 |
| 6-32 | 6 - 32 | 2 - 56 | M2×0.4 | 1/2 | 8-32 |
| 8-32 | 8 - 32 | 3 - 48 | M3×0.5 | 3/8 - 18 | 10-24 |
| 10-24 | 10 - 24 | 3 - 56 | M4×0.7 |
| 10-32 |
| 10-32 | 10 - 32 | 4 - 40 | M5×0.8 |
| 1/4"-20 |
| 1/4"-20 | 3/8 - 16 | 4 - 48 | M6×1.0 |
| 1/4"-28 |
| M1.6×0.35 | 1/4 - 20 | 5 - 40 | M8×1.0 |
| 5/16"-18 |
| M2×0.4 | 5/16 - 18 | 6 - 32 | M8×1.25 |
| 3/8"-16 |
| M2.5×0.45 | M1.6 - .35 | 6 - 40 | M12×1.75 |
| 1/8"-27 |
| M3×0.5 | M2 - 0.4 | 8 - 32 | M14×1.0 |
| 1/2"-13 |
| M4×0.7 | M2.5 - 0.45 | 8 - 36 | M18×1.0 |
| M2×0.40 |
| M5×0.8 | M3 - 0.5 | 10 - 24 | M20×1.5 |
| M2.5 x 0.45 |
| M6×1 | M3.5 - 0.6 | 10 - 28 |
|
| M3×0.50 |
| M8×1.25 | M4 - 0.7 | 10 - 32 |
|
| M3.5×0.60 |
| M5 - 0.8 | 12 - 24 |
|
| M4×0.70 | |
| M6 - 1.0 | 1/4 - 20 |
|
| M5×0.80 | |
| M8 -1.25 | 1/4 - 28 |
|
| M6×1.00 | |
| 3/8 - 16 |
|
| M8×1.00 | ||
|
|
| 3/8 - 18 |
|
| M8×1.25 |
|
|
| 3/8 - 24 |
|
| M10×1.00 |
|
|
| 5/16 - 18 |
|
|
|
|
|
| 5/16 - 24 |
|
|
|
|
|
| 7/16 - 20 |
|
|
|
|
|
| 7/16 - 14 |
|
|
|
|
|
| 1/2 - 12 |
|
|
|
|
|
| 1/2 - 20 |
|
|
|
|
|
| 3/4 - 16 |
|
|
|
|
|
| 5/8 - 18 |
|
|
|
|
|
| 9/16 - 18 |
|
|
|
|
|
| 15/16 - 16 |
|
|
|
プラスチック 3D プリント部品のタッピングとインサートの設計
必要なタップまたはインサートのタイプとサイズを決定する際は、ねじのサイズ、ピッチ、および深さの要件を明確に示す技術図面をご提供ください。ヒート セット インサートを設計する際は、最適なフィットを得るために、下の表のガイドラインに従ってください。はめ込みのサイズや深さを保証することはできませんが、部品の表面と同じ高さであることを保証します。場合によっては、特定のお客様の要件に合わせてカスタム治具を作成しました。
ヒート セットおよびプレス フィット インサートの設計要件:
- 最小肉厚 :0.030 インチ (0.762 mm)
- 隣接する地物までの最小距離 :0.250 インチ (6.35 mm)
- 隣接するフィーチャの最大高さ :4.0 インチ(101.6 mm)
金属 3D プリント パーツのねじ山を追いかける vs. 叩く
金属プロトタイプ用の機能的なスレッドを探している場合は、スレッドの構造をモデル化して印刷する必要があります。構築後、そのらせん構造をハンドタップで追跡して、機能を確保できます。これは、多くの非精密アプリケーションで十分に機能し、完全な機械加工のセットアップが不要になるため、はるかに安価で高速です。一部のお客様は、スレッド自体を追跡することを選択しますが、比較的低コストで実行できます。自己追跡スレッドの欠点は、スレッドの位置合わせと品質がそれほど正確ではないことです。印刷されたスレッドの向きが間違っていると、最終的な位置の精度や位置合わせがわずかに失われる可能性があります。このため、パーツに生産設計要件がある場合は、精度を確保するために最終ねじ山をビルド後に機械加工することをお勧めします。機械加工されたねじは、はるかに厳しい公差を保持できます。材料を選択する際、インコネル 718 とコバルト クロムのねじ山を追跡することは、これらの金属がタップ自体よりも硬いため難しいことに注意してください。これにより、これら 2 つの材料で小さなねじ山が特に困難になります。
 これは実際のパーツで、印刷、チェイス、タップ加工されたスレッドで期待できる精度の違いを強調しています。
これは実際のパーツで、印刷、チェイス、タップ加工されたスレッドで期待できる精度の違いを強調しています。 金属部品の追跡またはタップの利点
| スレッドの追跡 | スレッドのタッピング |
| リードタイムの短縮 | ✔ |
|
| 経済的な価格 | ✔ |
|
| 機能プロトタイプ | ✔ |
|
| 精密部品 |
| ✔ |
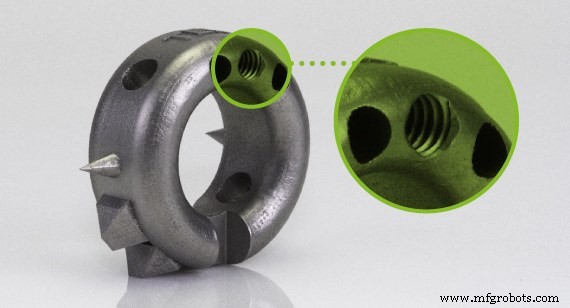 金属 3D プリント部品ではねじ切りが可能ですが、インコネルで構築された部品ではねじ切りが難しい場合がありますそしてコバルトクロム材料。
金属 3D プリント部品ではねじ切りが可能ですが、インコネルで構築された部品ではねじ切りが難しい場合がありますそしてコバルトクロム材料。 金属 3D プリント部品のタッピングとインサートの設計
部品の見積もりを取得したら、技術図面に必要なすべてのねじ情報を提供することが重要です。ねじのサイズ、ピッチ、適合クラス、および位置の要件を明確に示す技術図面を見積もって確認できます。
特別リクエストの挿入物など
以上が、私たちが 3D プリントのお客様に通常どのように対応しているかの概要です。とはいえ、すぐに使えるデザインのリクエストがある場合は、遠慮なくお問い合わせください。使用したいインサートをいつでも発送していただくことも、注文することもできます。大型部品用の大型インサートを調達することもできます。ダウエルピンの組み立てが必要ですか?私たちはあなたをカバーしています。ただ尋ねてください。私たちは常に、お客様の設計要件を念頭に置いて部品をレビューします。また、当社のアプリケーション エンジニアが、3D プリント パーツのねじ切りと挿入に関して、リード タイム、コスト分析、および設計目標をガイドするためにここにいることを忘れないでください。
Rachel Hunt は、Protolabs の 3D プリントのサービス ライン マネージャーです .
産業技術