


CNC ミリング G70 ボルト穴サークル プログラムの例
G70 ボルト ホール サークル コマンドを使用すると、等距離の円で簡単にドリル/タップ/ボア加工を行うことができます。
各穴の位置を把握したり計算したりする必要はありません。
必要なのは、半径がわかっていることだけです。円の開始角度、最初の穴の開始角度、および穴の総数。
G70 ボルト ホール サークル フォーマット
G70 I J L
I =ボルト穴の円の半径 (+CCW / – CW)。
J =最初の穴の開始角度 (3 時の位置で水平から 0 ~ 360° CCW)。
L =ボルト穴の円の周りに等間隔に配置された穴の数。
CNC ミリング G70 ボルト穴サークル プログラムの例
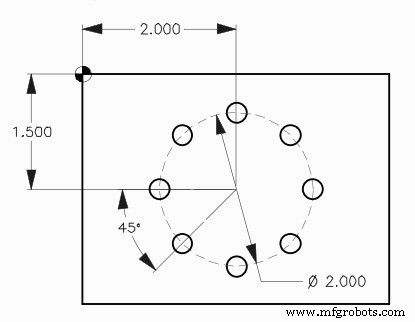
次の cnc プログラムの例では、G81 ドリル サイクルを G70 ボルト ホール サークル G コードと組み合わせて使用し、半径 1 (インチ) の円に等間隔で 8 つの穴をドリルします。
G70 ボルト ホール サークル プログラムの例
O0009 N1 T1 M06 N2 G90 G54 G00 X2. Y-1.5 (Center position of bolt hole circle) N3 S1451 M03 N4 G43 H01 Z1. M08 N5 G81 G99 Z-0.45 R0.1 F8. L0 N6 G70 I1. J0. L8 N7 G80 G00 Z1. M09 N8 G53 G49 Z0. M05 N9 M30
CNCマシン
- ファナック CNC プログラム例
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- CNC ミリング サンプル プログラム
- CNC ミリング円弧補間 G02 G03 G コード プログラムの例
- 初心者向け CNC フライス盤プログラミング例
- CNC プログラム例のスロット ミリング
- 角度に沿った G72 ボルト穴 CNC サンプル プログラム
- Haas CNC G71 ボルト穴円弧コマンド サンプル プログラム
- 開始角度の設定方法 – G70 ボルト穴の円の例
- G83 Peck Drilling Cycle with G70 Bolt Hole Circle サンプル プログラム
- G70 ボルト ホール サークル – CNC ミル プログラミング