


G82 Drilling Canned Cycle with Dwell CNC Milling Example Program
ドエル付きの G82 穴あけサイクルは、穴の底をより正確に加工する必要がある通常の穴あけに使用できます。
そうではなく、穴の底で滞留時間のない掘削サイクルが必要な場合は、G81 掘削サイクルを使用すると時間を大幅に節約できます。
以下は、G82 ドリル サイクルの使用を示す cnc プログラミングの例です。
G82穴あけサイクルCNCミリングサンプルプログラム
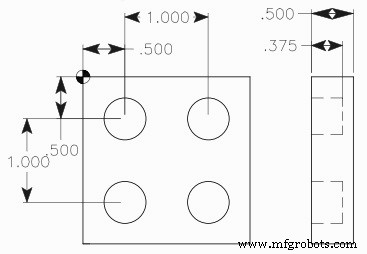
Dwell CNC ミリング サンプル プログラムを使用した G82 穴あけ固定サイクル
O10076 N10 T11 M06 N20 G90 G54 G00 X0.5 Y-0.5 N30 S1200 M03 N40 G43 H11 Z1. M08 N50 G82 G99 Z-0.375 P1 R0.1 F7.5 N60 X1.5 N70 Y-1.5 N80 X0.5 N90 G80 G00 Z1. M09 N100 G53 G49 Z0. M05 N110 M30
注 N50 – Fanuc cnc 制御を備えた CNC マシンは、Haas CNC マシンに使用される P1 の代わりに P1000 を使用します。
CNCマシン
- Fanuc G75 溝入れサイクル CNC プログラム例
- Fanuc G20 の CNC プログラム例によるインチ単位の測定
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- G75 固定サイクル溝入れ CNC プログラミング例
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- CNC G81 ドリル サイクル プログラムの例
- 初心者向け CNC フライス盤プログラミング例
- Fanuc G94 フェーシング サイクル CNC サンプル プログラム
- Fanuc G72 Facing Canned Cycle サンプル プログラム
- ECS G82 穴あけと切りくず処理サイクルのドウェル