


ECS G83 クリアリング サイクルによる深堀り
クリアリングを伴う ECS G83 深堀り
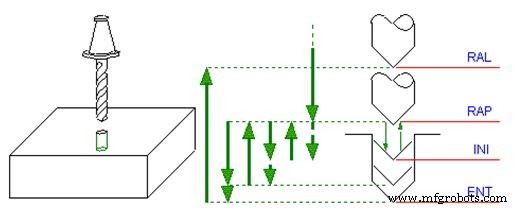
このサイクルは通常、深い穴をあけるのに使用されます。ビットがパラメータ INI で定義された見積もりに到達する最初のドリル .その後、RAP にすばやく戻ります 見積もり。次回は (INI + IND で指定されたエンティティのビットが進みます) )。再び RAP に戻ります .この操作は、ENT クォートに達するまで、増分 IND を減らすたびに繰り返されます。
注: 増分が IND より小さい値に達したとき IND と等しくなるよう強制されます .
サイクル データ入力は、MDI および編集モードで、次のキー シーケンスによってアクティブ化されます。
プログラミング
G83 <ENT=..> <RAP=..> <RAL=..> <INI=..> <IND=..>
パラメータ
| パラメータ | 説明 |
|---|---|
| ENT | 作業フィードで深さの見積もりに到達 |
| ラップ | サイクルの開始時に見積もりに迅速に到達 |
| RAL | サイクルの終わりに見積もりに迅速に到達 |
| INI | 最初の穴あけ見積もり [mm] |
| IND | 穴あけ単位 [mm] |
CNCマシン
- 半分の時間での深い穴:変調支援加工(MAM)を使用
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- G74 ペック穴あけサイクルによる端面溝入れ CNC プログラミング チュートリアル
- ドウェル サイクルによる ECS G89 ボーリング
- リトラクション サイクルによる ECS G87 ボーリング
- 主軸停止サイクルを伴う ECS G86 ボーリング
- ECS G85 ボーリング サイクル
- ECS G83/r 切りくず処理サイクルのドウェルによる深穴加工
- ECS G82 穴あけと切りくず処理サイクルのドウェル
- ECS G81/3 – 3 層掘削サイクル
- ECS G81 標準掘削サイクル