


円補間プログラミング例 1
この円弧補間プログラミングの例 では、円弧補間とは何か、およびそのプログラミング方法を示します。
この演習を行う前に、まず円補間の概念とプログラミングを読む必要があります 記事(以下にリスト)。記事を読むと、この例が非常に単純で基本的な作業であることが理解できるでしょう。
円補間の概念とプログラミングの記事
- 円弧補間の概念とプログラミング パート 1(概念)
- 円補間の概念とプログラミング パート 2(R の使用)
- 円弧補間の概念とプログラミング パート 3(I J K の使用)
- 円補間の概念とプログラミング パート 4 (Unknown R)
- 円弧補間の概念とプログラミング パート 5(例)
- 円弧補間の概念とプログラミング パート 6(使用と演習)
円弧補間プログラミング例 1 (R の使用)
円弧補間のプログラミング例
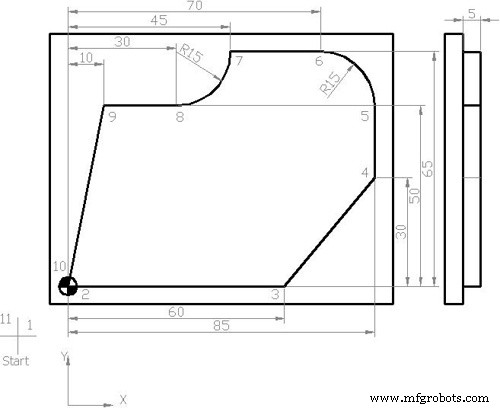
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 M08 (Liner motion) N40 X60 Y0 (Liner motion) N45 X85 Y30 (Liner motion) N50 X85 Y50 (Liner motion) N55 G03 X70 Y65 U15 (Circular motion G03 for Counter Clockwise motion and U for arc radius) N60 G01 X45 Y65 (Liner motion) N65 G02 X30 Y50 U15 (Circular motion G02 for Clockwise motion and U for arc radius) N70 G01 X10 Y50 (Liner motion) N75 X0 Y0 (Liner motion) N80 G40 X-20 Y-20 N85 G00 Z50 M09 N90 Y100 N95 M30
完成品
加工プロセスが完了すると、ジョブは次のようになります。
機械加工部品
CNC プログラムの説明
この cnc プログラム ブロック番号で。 N35 から N50 (ポイント 2-3、3-4、4-5) は直線運動 (線形補間) であり、そのために、CNC G コード G01 (線形補間) を提案します。
ポイント 5-6 は G01 コードでは不可能です。これは、工具がまっすぐに進まず、工具が円を描いて移動しているためです。この目的のために、CNC 機械工は円弧補間コード G02/G03 を持っています。
G02/G03 G コード cnc を使用する前に機械工は、
(1) 終点
(2) 始点と終点の間の半径の正確な値を知っている必要があります。
ポイント 6 で必要な値は次のとおりです。
(1) X=70、Y=65 (エンドポイントとして)
(2) R=15 (半径として)。
この情報を取得した後、次の CNC プログラム ブロック コードを記述します。ポイント 5 から 6.
最初の円運動 G02-G03、2 番目は終点の X、Y 値、3 番目は R (半径) です。このようにして、必要な結果を得ることができます。
ポイント 6-7 は再び直線運動であり、ポイント 7-8 は円運動であるため、上記と同じことを行いますが、コードを記述する前に、運動方向が時計回りか反時計回りかを確認してください。この運動は時計回りなので、コード G02.
その後、他のポイントは直線的な動きです。
インクリメンタル寸法システム プログラム
これは同じ cnc プログラムですが、G91 インクリメンタル寸法システムを使用しています。
N35 G42 X0 Y0 M08 (Liner motion) N40 G91 X60 Y0 (Liner motion) N45 X25 Y30 (Liner motion) N50 X0 Y20 (Liner motion) N55 G03 X-15 Y15 U15 (Circular motion G03 for Counter Clockwise motion and U for arc radius) N60 G01 X-25 Y0 (Liner motion) N65 G02 X-15 Y-15 U15 (Circular motion G02 for Clockwise motion and U for arc radius) N70 G01 X-20 Y0 (Liner motion) N75 X-10 Y-50 (Liner motion)
CNC Gコード/Mコード/S、F、Dの説明
G00 :早送り。
G54 :ゼロオフセット番号。 1.
G64 :連続パス モード。
G90 :絶対寸法システム。
G17 :X-Y プランの選択。
G42 :カッター半径補正の有効化 (右側の移動)
G40 :カッター半径補正無効
G02 :円弧補間時計回り
G03 :円弧補間反時計回り (反時計回り)
S :スピンドル速度
F :軸モーション フィード
M :カッター モーション (3=時計回り、4=反時計回り)
D :ツール番号
M08 :クーラント オン
M09 :クーラント オフ
M30 :メインプログラム終了
CNCマシン