


G81 ドリル サイクルによる 2 ステップ ブロックのドリル
ステップ ブロックを経済的に穴あけする方法を示す G81 穴あけサイクル プログラムの例。
CNC プログラム コードは自明であり、複雑な技術は使用されていません。
G81 ドリル 2 ステップ ブロック
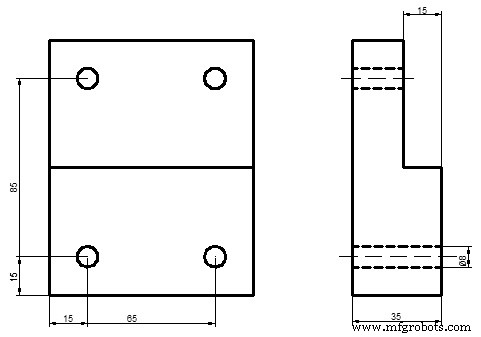
G81 穴あけ 2 ステップ ブロック
N10 T4 M6 (TWIST DRILL 8”) N15 G90 G54 G00 X15 Y15 N20 S1000 M3 F100 N25 G43 H01 Z2 M8 N30 G81 R2 Z-42 N35 X65 N40 Y85 R-13 N45 X15 N50 G80 Z50 M5 N55 M30
CNCマシン
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- Fanuc G76 ねじ切りサイクルによるテーパーねじ切り
- G74 ペック穴あけサイクルによる端面溝入れ CNC プログラミング チュートリアル
- G92 ねじ切りサイクルによるテーパーねじ切り
- G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで穴あけを繰り返す
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- ECS G83/r 切りくず処理サイクルのドウェルによる深穴加工
- ECS G83 クリアリング サイクルによる深堀り
- ECS G82 穴あけと切りくず処理サイクルのドウェル
- ECS G81/3 – 3 層掘削サイクル
- ECS G81 標準掘削サイクル