


ファナック G71 ターニング サイクル
ファナック G71 ターニング サイクル
G71 ターニング サイクルは、CNC 旋盤部品からの粗い材料の除去に使用されます。 G71旋削サイクルで大径切削が容易に。切断は単純な直線で行うことも、複雑な輪郭も非常に簡単に機械加工することができます。
CNC 機械工が制御できる G71 ターニング サイクル パラメータを通じて
- 切込みの深さ
- 高さを下げる
- x 軸と z 軸の仕上げ代
- 切削送り、主軸速度のサイクル
プログラミング
G71 U... R... G71 P... Q... U... W... F... S...
パラメータ
最初のブロック
| パラメータ | 説明 |
|---|---|
| う | 切込み。 |
| R | 高さを下げる |
2 番目のブロック
| パラメータ | 説明 |
|---|---|
| P | 輪郭の開始ブロック番号。 |
| Q | 輪郭の終了ブロック番号。 |
| う | x 軸の仕上げ代。 |
| 西 | Z 軸の仕上げ代。 |
| F | G71 サイクル中の送り速度。 |
| S | G71 サイクル中の主軸速度。 |
G71 ターニング サイクルの概要
- G71 ターニング サイクルは、P Q ブロックで指定された輪郭全体を繰り返し切削します。
- すべてのカットの深さは、最初のブロックの U 値によって制御できます。
- 2 番目のブロック U W は、G70 仕上げサイクルで仕上げ切削を行う場合に指定できる仕上げ代です。
- F は切削送り、S は G71 ターニング サイクルで使用される主軸速度 (2 番目のブロックで指定) です。
注 – P Q ブロック内で指定された F と S は、G71 ターニング サイクルでは使用されず、後で呼び出された場合に G70 仕上げサイクルで使用されます。
G71 ターニング サイクル作業
N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
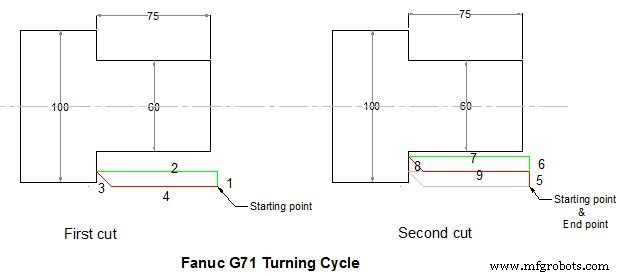
G71 ターニング サイクルが実行されると、操作全体が次の順序で実行されます。
ファーストカット
1 – 工具は X 軸 U (切削深さ) にプログラムされた送りで開始点から深く移動します。
2 – 工具は Z 軸に送りで移動します (Z 軸の終点)。は P Q ブロックで与えられます)
3 – ツールは x 軸と z 軸の両方で R 量を急速にリトラクトします (45 度)。
4 – ツールは z 軸で開始点まで急速に移動します。 /P>
レイターカット
5 – 工具は最後の切削深さまで急速に移動します。
6 – 工具は X 軸の U 深さ (切削の最初のブロックの U 深さ) で送り付きで移動します。
7 – 送り付きの工具は移動します。
8 – ツールは x 軸と z 軸の R 量 (45 度) で急速にリトラクトします。
9 – ツールは開始点に急速に移動します。
この一連の操作は、x 軸の目的点に到達するまで続けられます。
仕上げ代が指定されている場合、ツールは指定された正確な直径と長さを作成しません。 P Q ブロックしますが、それだけの余裕が残ります。この仕上げ代は、後で G70 仕上げサイクルを呼び出して加工できます。
ファナック G71 ターニング サイクル
ファナック G71 の例
これは、G71 ターニング サイクルの使用方法を示す cnc パート プログラムです。これは、上記の図面のプログラムです。
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
このプログラムでは、G71 ターニング サイクルは、以下に示す P Q ブロック内で指定された輪郭を繰り返し続けます
N80 G00 X60 N90 G01 Z-75
これらの 2 つの cnc プログラム ブロックは、X60 の深さまで、Z-75 の長さで材料を除去する必要があることを示しています。 X 軸の仕上げ代は U3 ですが、Z 軸の仕上げ代 W0 はありません。
G70 仕上げサイクル
仕上げ代を指定して G71 ターニング サイクルをプログラムした場合、その仕上げ代は G70 仕上げサイクルで除去できます。
G70 仕上げサイクルは G71 の方法で輪郭全体を繰り返しますが、1 回の切削で仕上げ代を除去します。
G70 仕上げサイクルを使用する理由
材料は G71 ターニング サイクルで除去できますが、最後の切削で別の切削送りとスピンドル速度が必要な場合は、G70 仕上げサイクルを使用することをお勧めします。
G70 仕上げサイクルは F 値と S 値を使用します。これらは P Q プログラムされたブロック内で与えられます。 (G71 は、G71 の 2 番目のブロック内で指定された F S 値を使用します。)
ファナック G70 の例
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75 F0.15 N100 G00 X200 Z100 N110 G92 S1200 N120 T3 G96 S150 M03 N130 G00 X106 Z5 N140 G70 P80 Q90 N150 G00 X200 Z100 N160 M30
G70 G71 の例

G71 荒削りサイクルの例
O0004 G00 X200 Z10 M3 S800 G71 U2 R1 F200 G71 P80 Q120 U0.5 W0.2 N80 G00 X40 S1200 G01 Z-30 F100 X60 W-30 W-20 N120 X100 W-10 G70 P80 Q120 M30
CNCマシン