


アニラム G172 長方形プロファイル サイクル
アニラム G172 長方形プロファイル サイクル
Anilam G172 Rectangular Profile Cycle は、長方形の内側または外側のプロファイルをクリーンアップします。
プログラミング
G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn
パラメータ
| パラメータ | 説明 |
|---|---|
| X | 中心の X 座標。座標が入力されていない場合、CNC は現在の位置でポケットを中央に配置します。 |
| Y | 中心の Y 座標。座標が入力されていない場合、CNC は現在の位置でポケットを中央に配置します。 |
| H | ポケットのフライス加工を開始する前の絶対 Z 位置。これは、表面から 0.1 インチ (または 2 mm) 上にある必要があります。 |
| M | 長方形の完成した長さ。必須 |
| 西 | 四角形の仕上がり幅。必須 |
| Z | 完成したプロファイルの絶対深さ。値が必要です。 |
| あ | 0 =内側 1 =外側 |
| R | ランピング移動の半径。必須 |
| う | コーナー半径の設定。プログラマーが負の値を入力すると、切断方向と始点と終点の両方が逆になります。オプション。 |
| B | 各パスに使用される最大 Z 軸増分。オプション。 |
| S | フィニッシュ パスの前に機械が残したストックの量。デフォルト:0。プログラマーが負の値を入力すると、CNC は仕上げパスを作成せずにストックを離れます。オプション。 |
| 私 | Z 軸送り速度。オプション。 |
| J | ラフパス送り速度。オプション。 |
| K | 仕上げパス送り速度。オプション。 |
| P | 重役を撤回 |
操作
実行すると、CNC はランプ #1 の開始位置まで急速に進み、H (Z StartHgt) まで急速に進み、次に最初の切削の深さまで送ります。
マシンは、ランプ #1 に沿ってプロファイルに送り込み、指定された M (長さ) と W (幅) に長方形をカットし、ランプ #2 に沿ってワークから離れて傾斜します。
内側のプロファイルをカットする場合、グラフィック メニューにランプの動きが表示されます。
図に示すように、外側のプロファイルを切削する場合、ツールはランプ #1 に沿ってプロファイルに入り、ランプ #2 に沿ってプロファイルから離れます。
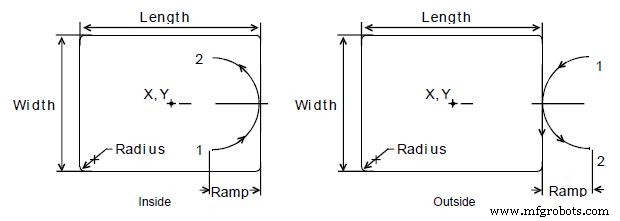
内側と外側のプロファイル ランプ移動
Rectangular Profile Cycle は、ツールの直径を自動的に補正します。 G172 ブロックの前に正しい工具直径を有効にします。
メモ
値を入力すると、CNC は H (Z 開始 HGT) から Z (Z 深さ) に到達するために必要な数のパスを実行し、各パスで B (Z 最大カット) を切断します。
S (仕上げ代) 値を入力すると、CNC は仕上げパスのプロファイルと深さに指定された素材を残します。 CNC は、仕上げパスで長方形を M (長さ)、W (幅)、Z (Z 深さ) の寸法に切断します。マイナスの S (フィニッシュ ストック) を入力して、フィニッシュ パスを行わずにフィニッシュ ストックを離れます。
J (荒送り) または K (仕上げ送り) を入力しない場合、CNC は現在の送り速度で送り動作を実行します。 J (RoughFeed) は、荒削りサイクルの送り速度を制御します。 K (仕上げ送り) は、仕上げサイクルの送り速度を制御します
CNCマシン