


アニラム G171 サーキュラー プロファイル サイクル
G171 円形プロファイル サイクル
アニラム G171 サーキュラー プロファイル サイクルは、既存の円の内側または外側のプロファイルをクリーンアップします。
プログラミング
G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn
パラメータ
| パラメータ | 説明 |
|---|---|
| X | 中心の X 座標。デフォルト:現在位置。オプション。 |
| Y | 中心の Y 座標。デフォルト:現在位置。オプション。 |
| H | Z 絶対開始 (急速) 高さ (切断するサーフェスから 0.1 インチまたは 2 mm 上にある必要があります)。迅速に実行されます。必須 |
| D | 円の完成直径。負の値を入力すると、カットの方向と始点と終点の両方が逆になります。必須 |
| Z | 完成したプロファイルの絶対深さ。必須 |
| あ | プロファイルの内側 (In) または外側 (Out) をカットするための設定。選択が必要です。 0=イン、1=アウト。 |
| R | 各パスに使用されるランプ距離。オプション。 |
| B | 各パスに使用される Z 軸の増分。オプション。 |
| S | フィニッシュ パスの前に機械が残したストックの量。デフォルト:0. 負の値を入力すると、仕上げパスを作成せずにストックを離れます。オプション。 |
| 私 | Z 軸送り速度。オプション。 |
| J | ラフパス送り速度。オプション。 |
| K | 仕上げパス送り速度。オプション。 |
| P | 高さを撤回 |
操作
実行すると、CNC は Ramp#1 の開始位置まで急速に進み、H (StartHgt) まで急速に進み、最初の切削の深さまで送ります。
機械は Ramp#1 に沿ってプロファイルに送り込み、円を図に示すように、指定された D (直径) に沿って、次にランプ #2 に沿ってワークから離れて傾斜します。 /P> 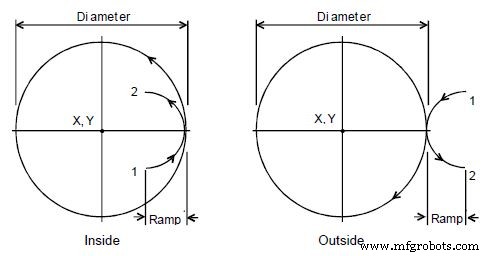
プロファイルの内側と外側のランプ位置
円形プロファイル サイクルは、ツールの直径を自動的に補正します。 G171 ブロックの前に正しい工具直径を有効にします。
メモ
Depth Cut =B (Z Max.cut) を入力すると、CNC は H (Z Start Hgt.) から Z (Z Depth) までのパス数を実行し、Depth Cut =B (Z各パスの Max.cut)。
S (仕上げ代) 値を入力すると、CNC は仕上げパスのプロファイルと深さに指定された素材を残します。 CNC は、仕上げパスで入力された直径に仕上げます。マイナスの S (フィニッシュ ストック) を入力して、フィニッシュ パスを行わずにフィニッシュ ストックを離れます。
J (荒送り) または K (仕上げ送り) の値を入力しない場合、CNC は現在の送り速度で送り動作を実行します。 J は荒削りサイクルの送り速度を制御します。 K は、仕上げサイクルの送り速度を制御します。
CNCマシン