


NCT プログラミング G81 ドリル サイクルによる円のドリル G16 極座標
G15 G16 極座標コマンドと G81 ドリル サイクルを使用して、G81 ドリル サイクルを使用して円をドリルする方法を示す NCT プログラム例。
G コード
| Gコード | 機能 |
|---|---|
| G15 | 極座標コマンドキャンセル |
| G16 | 極座標コマンド |
| G81 | 穴あけ、スポット ボーリング サイクル |
NCT プログラミング例
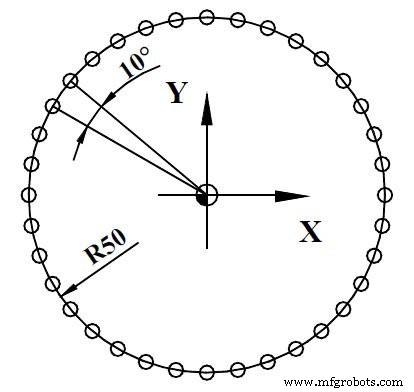
%O7073(7.3) N100 T1 N110 G54 G0 X0 Y0 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G16 G0 X50 Y-10 N150 G81 X50 YI10 R2 Z-10 L36 N160 G80 G15 N170 G0 Z100 N180 M30 %
CNCマシン
- Fanuc G74 ペック ドリル サイクルによる単純な CNC 旋盤ドリル
- G74 ペック穴あけサイクルによる端面溝入れ CNC プログラミング チュートリアル
- G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで穴あけを繰り返す
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- CNC G81 ドリル サイクル プログラムの例
- Sinumerik 840D CYCLE81 穴あけセンタリング サイクル プログラミング
- G83 Peck Drilling Cycle with G70 Bolt Hole Circle サンプル プログラム
- G81 穴あけサイクルでグリッド プレートを穴あけ – サンプル CNC プログラム
- ECS G81/3 – 3 層掘削サイクル
- ECS G81 標準掘削サイクル