


ECS G81/3 – 3 層掘削サイクル
ECS G81/3 – 3層掘削
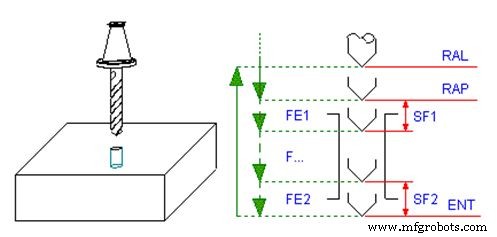
このサイクルでは、ビットが F… 命令でプログラムされたものとは異なる送り (通常はより低い) で前進する 2 つのゾーンを定義する穴をあけることができます。
サイクル データ入力は、MDI および編集モードで、次のキー シーケンスによってアクティブ化されます。 
プログラミング
G81 <ENT=..> <RAP=..> <RAL=..> <SF1=..> <FE1=..> <SF2=..> <FE2=..>
パラメータ
| パラメータ | 説明 |
|---|---|
| ENT | 深層引用 |
| ラップ | サイクルの開始時に見積もりに迅速に到達 |
| RAL | サイクルの終わりに見積もりに迅速に到達 |
| SF1 /SF2 | ビットがフィードを変更する 2 つのゾーンを定義するために使用される引用符。 |
| FE1 | ゾーン SF1 に使用される送り [mm/min] |
| FE2 | ゾーン SF2 に使用される送り [mm/min] |
CNCマシン
- G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで穴あけを繰り返す
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- CNC G81 ドリル サイクル プログラムの例
- Fanuc マクロと G66 モーダル コールを使用して独自の G81 ドリル サイクルを作成する
- ECS G85 ボーリング サイクル
- ECS G84 タッピング サイクル
- ECS G83/r 切りくず処理サイクルのドウェルによる深穴加工
- ECS G83 クリアリング サイクルによる深堀り
- ECS G82 穴あけと切りくず処理サイクルのドウェル
- ECS G81 標準掘削サイクル