


自動化された 5 軸加工が問題にならない場合
グリッパーがマシンの保管ラックから別のパレットにアクセスしている間、このビデオの再生速度が上がりました。

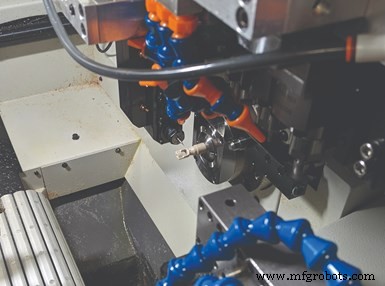
Challenge Machine は、新しい 5 軸マシンの旋回 B 軸キャスティングの側面に取り付けられたレーザー プローブを利用して、工具の事前設定を行い、無人加工サイクル中に工具の破損をチェックし、工具の摩耗を追跡します (一部のアプリケーションの場合)。
ミネソタ州ブレインの Challenge Machine は、小さくて複雑な部品の加工を専門としています。これは、B 軸スイス型旋盤、4 軸回転、場合によっては 5 軸回転を提供するトラニオン テーブルを備えた VMC、高速の真の 5 軸マシニング センターなど、さまざまな機器を使用して行われます。 /P>
この工場は、バーフィードのスイス型で長時間の無人加工を実現することができましたが、最近まで、すべてのフライス加工装置は手作業で部品をロードする必要がありました。しかし、同社の最新の 5 軸加工機は、統合されたワーク保持パレット チェンジャーと大容量の自動ツールチェンジャー (ATC) を備えており、日中は無人で稼働し、夜間は消灯することができます。さらに、1 つの作業座標系を作成する 1 つのキネマティック ポイントに基づいて操作が作成されるため、CNC 機能とタッチ プロービング ルーチンを組み合わせることでプログラミングが簡素化されます。

機械工の Brandon Gill は、Micro Pro の主なプログラマー、セットアップ担当者、およびオペレーターです。彼は、G54 または G55 G コード オフセットでプログラミングするのではなく、Micro Pro の Heidenhain TNC 640 CNC とプロービング ルーチンを使用して、1 つのキネマティック ポイント/ワーク座標系に基づいて操作をプログラミングする機能などの機能を高く評価しています。
自動化された 5 軸マシンは、ドイツの Kern Microtechnik (米国では Kern Precision として知られ、イリノイ州アディソンにある) の Micro Pro です。 Challenge Machine のゼネラル マネージャーである Aaron Schreiber 氏は、このショップはこの洗練されたマシン プラットフォームを 15 年間検討してきたと述べています。しかし、ISO 13485 認定ショップが 5 軸トラニオン マシンの一部で実行していた医療部品の数が増えているため、精度、再現性、および表面仕上げの問題が発生していたため、ショップは 2019 年後半に引き金を引くことにしました。さらに、熱膨張を緩和する新しいマシン全体の冷却チャネルなどの機能により、通常はサイクル タイムが長い複雑な部品の信頼性の高い加工が容易になったと彼は指摘します。これは、他の機械の機能に加えて、数日または数週間も自力で稼働するようにセットアップする自信をショップに与えます。
やってみよう
Jim Betland は 1999 年に彼の地下室で Challenge Machine を始めました。初期の頃、ビジネスの大部分は半導体産業用の微細加工部品に専念していました。最近、ミネアポリスのアシュアランス マニュファクチャリングによって購入されたこのショップは、今でも小さなものに力を入れています。 (私は部品サイズの観点から話し、重要なマイクロマシニングの詳細に気を配っています。) Schreiber は、ショップが医療市場への関心を高め、航空宇宙の仕事もターゲットにしているため、今年の売上は 15% 増加したと述べています。

このショップでは、 Micro Proのさまざまな素材。典型的な月に、機械全体で 10 から 15 の異なる部品番号を実行し、多くのサイクル時間は 3 時間以上です。
Kern 氏によると、静圧ガイド、リニア ドライブ、および超高性能コンクリート (UHPC) 製の単一鋳造ベースを備えた Micro Pro は、2 ミクロンを超える位置決め精度と 1 ミクロンを超える再現性を実現しています。小型部品の加工を念頭に置いて設計されており、XYZ 移動量は 350 x 220 x 250 mm で、旋回 B 軸は 220 度回転します。 Schreiber 氏は、16,000 平方フィートの環境に管理された店舗の床面積が現在貴重であることを考えると、43 平方フィートの小さなフットプリントが高く評価されていると述べています。 (彼は、これが今後数年間で店が別の場所に移動する可能性が高い理由の 1 つだと言います。)

切削工具とワーク保持パレットは機械の側面に保管されています。このマシンは、30 個のワーク保持パレットと 109 個のツールを収容できます。ショップが Micro Pro (43,000 rpm HSK 40 スピンドルを搭載) で使用した最小のツールは、直径 0.003 インチです。
Challenge Machine の Micro Pro は、0.0001 インチ未満の反復位置決め精度を提供するパワー チャックを備えた Erowa ゼロ ポイント ワーク保持システムを使用しています。この機械は、30 個のパレットと 109 個のツールホルダーを、側面の 1 つに沿って配置された密閉型マルチレベル ラックに保管できます。一体型ワークピース チェンジャーは、原材料 (Challenge Machine の場合、通常はコレットに保持された丸いストック) を含むパレットを自動的にチャックに送り、部品が完成したらパレットを取り外して保管します。
工作物と工具の保管容量は、機械全体で実行されるジョブの種類においてショップの多様性を提供します。たとえば、同一または類似の部品のバッチサイズが大きい場合、冗長な工具をマシンにロードできます。 (Schreiber 氏によると、このマシンのバッチサイズは通常 100 から 300 ピースに達します。) 逆に、さまざまな異なるツール (および原材料を含むパレット) をロードすることもできるため、少量のジョブを組み合わせて同時に実行できます。

一体型ワークピース チェンジャーは、材料 (通常はコレットに保持された丸型ストック) を載せたパレットを自動的に作業台に送り、部品が完成したらパレットを取り外します。 Erowa ゼロポイント ワーク保持システムは、0.003 mm 未満の繰り返し位置決め精度を提供するパワー チャックを備えています。
このマシンのバッチ サイズは一見小さいように見えますが (ショップの作業の多くはプロトタイプであり、生産量が少ない)、パーツのサイクル タイムは多くの場合長くなります。 3 週間連続で無人で稼働することもあり、部品のサイクル タイムが 3 時間になることも珍しくありません。たとえば、Micro Pro は、材料の 97% が除去された直径 1.25 インチのバーストックから幅 0.014 インチの壁を持つ、大動脈弁の修復に使用されるチタン医療コンポーネントを完成させます。

ここでは、手動でチャックを使用しています。完成した部品の荷降ろしと新しい材料の積み込み.
このようなアプリケーションや血液ポンプのインペラには、完全な 5 軸の輪郭加工が必要です。ただし、複数のマシンでパーツを実行したり、複数のセットアップを実行したりするのではなく、より角柱状のパーツに対して 3 + 2 の位置決め操作を実行することで、ショップは利益を得ます。
無人で Micro Pro をさらに確実に実行するために、Challenge Machine は、機械の旋回 B 軸キャスティングの側面に取り付けられた Blum-Novotest レーザー プローブを利用して工具を事前設定し、無人加工サイクル中に工具をチェックします。破損と追跡ツールの摩耗 (一部のアプリケーションの場合)。
機械工の Brandon Gill は、Micro Pro の主なプログラマー、セットアップ担当者、およびオペレーターです。彼によると、このマシンでの小さな課題の 1 つは、ハイデンハイン TNC 640 CNC (このブランドの最初のマシン) に慣れることでしたが、これは CNC のインターフェースと特定の機能にアクセスする場所に慣れることだけの問題でした。彼は、G54 または G55 G コード オフセットでプログラミングするのではなく、TNC 640 CNC を使用して 1 つのキネマティック ポイント/ワーク座標系に基づいて動作をプログラミングする機能などの機能を高く評価しています。この工場では、GibbsCAM を使用して、他のフライス盤と同様に、この機械のパーツ プログラムを開発しています。
実際、Gill は、これらの機能が、Micro Pro がプログラミングと操作に好まれるマシンである理由であると述べています。
Swiss-Type を 5 軸マシンとして見る
この複雑な医療部品により、Challenge Machine は、ライブ ツーリング ステーションを備えたプログラム可能な回転 B 軸を備えた最初のスイス型旋盤を検討するようになりました。選択したモデルは、2015 年に購入した丸紅の Citizen-Cincom L220 でした。このショップでは、2 台の CNC マシンで膝関節置換術に使用される埋め込み可能な医療グレードのポリエーテルエーテルケトン (PEEK) 部品を実行していました。 5 軸加工機で部品の大部分をフライス加工し (サイクル タイムは 45 分)、3 軸加工機で仕上げました (サイクル タイムは 15 分)。 L220 は 15 分で部品を完成させることができました。
ショップは、このタイプの機械の工具戦略を開発するには創意工夫が必要であることを発見しました。大容量のツールチェンジャーを備えたCNCフライス盤とは異なり、スイスタイプはツールステーションの数が限られています。 L220 には、5 つのターニング ステーション、主軸用の 3 つのクロスワーキング ステーション、6 つの反対側のステーション (3 つのライブ、3 つの静的)、8 つのバック ポスト上のステーション (4 つのライブ、4 つの静的)、および B 軸上の 4 つのライブ ステーションがあります。ツールポスト。ショップが工場で使用していたようなカスタムフォームツールのような特別なものを使用する能力はありません.その結果、Challenge Machine は、ボール ミル、ボーリング バー、溝入れ工具などを使用して、PEEK 膝交換部品のベル型 ID ジオメトリなど、部品に必要な複雑な機能を作成する方法において創造的でなければなりません。
産業機器