


ヒートセットインサートの使用
ねじ部品、穴、ボルト締結は、日常的に使用するさまざまなエンジニアリング部品に不可欠であるため、3D印刷部品に効果的なねじを追加できることが重要です。タップまたは印刷されたプラスチック製のネジ山は、過負荷や剥がれが簡単ですが、金属製のネジ山は、より強く、耐摩耗性があり、時間の経過とともにより良い接続を提供します。金属製のねじ込みインサートは、プラスチック部品に確実な固定方法を提供します。ねじ込みインサートは通常真ちゅうで、その中に事前に形成されたねじがあります。それらは、大部分のバルク材料とインターフェースするように設計された刻み付きの外面機能により、引き抜きおよびトルクアウトの負荷に抵抗します。使用している材料と用途に応じて、いくつかの異なるタイプのねじ込みインサートがあります。 3D印刷には、ヒートセットインサートをお勧めします。
ヒートセットインサートは、取り付け中に熱可塑性プラスチックが溶融してインサートの周りをリフローするため、3D印刷の熱可塑性プラスチックに最適です。これにより、インサートを取り巻くプラスチックが局所的に強くなり、金属インサートと熱可塑性プラスチックの間に確実な結合が確立されます。これにより、他のタイプのインサートと比較して、結果として得られるスレッドの引き抜きおよびトルクアウトの定格が大幅に向上します。
米国陸軍のケーススタディ
米陸軍の主要なトレーニング拠点に関する最新のカスタマーサクセスストーリーをお読みください。
ヒートセットインサートの設計と取り付け
少量のアプリケーション向けのヒートセットねじ込みインサートの設計と取り付けには、いくつかの安価な工具のみが必要です。インサートには、取り付けに特定のサイズのテーパーキャビティが必要なため、インサートベンダーから推奨されるキャビティ寸法を見つける必要があります。取り付け中、インサートは下降するときに周囲の部品からプラスチックを溶かして移動させるため、テーパーにより、溶融プラスチックがインサートの刻み付き表面を完全に包み込みます。以下の手順に従って、ヒートセットインサートを設計および取り付けます。
必要なもの

- ねじ込みインサート用の適切な穴のある3Dプリント部品
- 必要なねじ込みインサート
- はんだごて
- (オプション)はんだごて用のねじ込みインサート取り付けチップ
1。ボルトサイズと対応するヒートセットインサートを選択してください

設計プロセス中に部品を固定するために使用するハードウェアを選択します。インサートのサイズは、それを取り巻く材料の厚さによって部分的に決まります。インサートの周囲と下部に2mm(0.078インチ)未満の材料がある場合は、より小さなサイズにドロップすることを検討してください。インサートキャビティのサイズに関するインサートベンダーの推奨事項をチェックして、パーツに適合することを確認してください。この例では、次のキャビティ仕様のM3インサートを使用します。
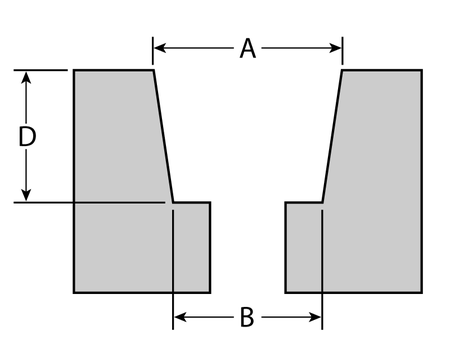
穴の深さ(D):3.8 mm
大径(A):5.31 mm
小径(B):5.1 mm
製造に関する3Dプリンター購入ガイドを読む
2。穴の開始点をスケッチします
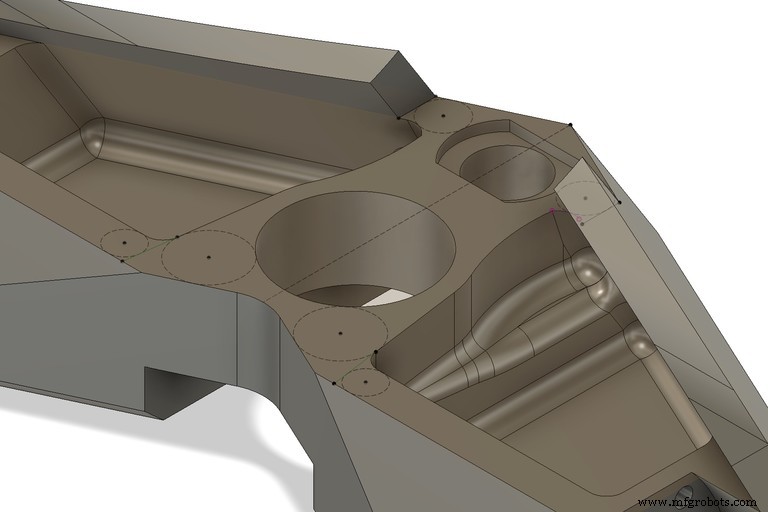
CADプログラムのスケッチツールまたは同様のツールを使用して、穴を開始する場所を特定します。
3。穴ツールを使用して座ぐり穴を作成します
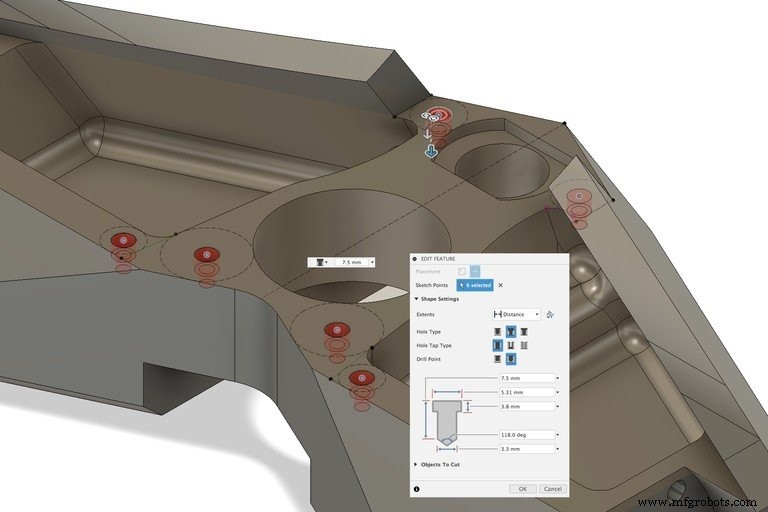
穴ツール(またはCADプログラムによっては同様のツール)を使用して、インサートのテーパーの推奨穴深さと長径(A)を使用して、指定されたポイントにざぐり穴を作成します。ネジのクリアランスのために逃げ穴が必要な場合は、座ぐりのベースを超えて穴自体を拡張できます。ここで、ざぐりの直径は5.31 mm、深さは3.8mmです。
4。内側のボアエッジを面取りします
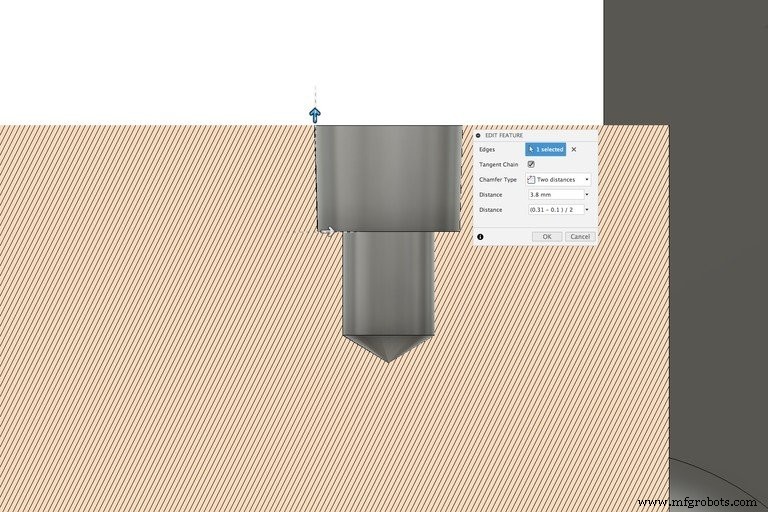
ざぐり穴の外側の下部の端に、ざぐり穴の高さをざぐり穴を上る距離として、距離-距離面取りを適用します。「B」を達成する値は、他のテーパー直径と同じで、(AB )/ 2私たちのニーズに。キャビティの寸法が提供されている形式によっては、この操作の実行方法を変更する必要がある場合があります。
コンポジット設計ガイドをご覧ください
5。パーツを印刷する
デザインが完成したら、パーツを印刷します!
6。はんだごてを加熱します
はんだごてを差し込んで電源を入れ、温度が上がるのを待ちます。適切なアイロンの動作温度は650-750F(343-399 C)です。
7。はんだごてで各インサートを押し込みます
各インサートをキャビティの上に配置し、真っ直ぐで中央に配置されていることを確認します。アイロンの先端をインサートの中心に合わせ、インサートが熱くなるまで少し圧力をかけます。インサートがプラスチック溶融温度を超えると、インサートは成形品内に下降し始めます。インサートを斜めにではなく、穴にまっすぐ押し下げるように注意してください。インサートが大きいと、成形品に沈む前に加熱に時間がかかる場合があります。ざぐりで底に達するまでインサートにアイロンをかけ、アイロンを取り出す前にインサートがパーツの上部と同じ高さであることを確認してください。
注: 通常のはんだごてチップを使用している場合は、ポイントではなくチップの側面でインサートを押し込みます。
8。パーツを冷まします

すべてのインサートをパーツに埋め込んだら、使用する前に数分間冷まして、プラスチックが硬化する時間を確保します。正しく装着されていない場合は、この時間を使用して、アイロンでインサートを調整することもできます。
製品スペシャリストに相談してください
スレッド接続をさらに強化する
ねじ付きインサートは、成形品の上面にインサートが埋め込まれているため、かなり強力です。これは、局所的に溶融してリフローしたプラスチックと噛み合う、ぎざぎざのある外面によるものです。ただし、接続にさらに強度が必要な場合があります。次のトリックを使用して、ジョイントにかかる極端な負荷に耐えることができます。

ボルトで固定するものと同じ高さでパーツの面にインサートを配置する代わりに、パーツの反対側にインサートを配置します。これにより、インサートに荷重がかかると、インサートのテーパーが座ぐりのテーパーと噛み合い、ボルトにかかる力が分散されるため、接続強度が大幅に向上します。この動作は、キャビティの周囲に連続的な繊維強化を追加することで大幅に改善され、負荷がかかったときにキャビティの壁が変形するのをさらに防ぎます。
お問い合わせください 無料サンプルパーツ 素材の強度と耐久性をテストします!
フォローしてください Facebook 、 Twitter 、 Instagram 、および LinkedIn Markforgedのすべてを最新の状態に保つため。
3Dプリント