


3D プリント インサート
アディティブ マニュファクチャリングには、パーツのセットを 1 回のプリントでプリントしたり、スレッドなどの複雑なジオメトリをプリントしたりします。ただし、後者の場合、プラスチック製であるため、変形して寸法が失われたり、破損したりする可能性があるため、通常のアセンブリの可能性があるようにねじの設計が行われていません。
3D プリントの世界で特定の種類のパーツを製造する場合、強力なジョイントを使用して取り外し可能なパーツを作成したり、大量の要素を恒久的に結合したりする必要がある場合が数多くあります。
従来の技術を使用して製造された機械部品は、付加製造部品のサポートになります。そして、部品を接合するという特定のケースでは、インサートは特に注目に値します.
インサートとは?
プリントの途中にナットを組み込む代わりに、金属インサートを使用することもできます.金属製インサートは、穴に挿入してパーツにネジ山接続を可能にするネジ留め具です。

画像 1:挿入。出典:Filament2print.
最適なタイプのインサートを選択する際に考慮すべき重要な要素が 2 つあります。引き抜き抵抗とねじれ抵抗です。
引き抜き抵抗とは、ねじを締めたときにインサートがハウジングから引き抜かれる抵抗です。これは、インサートの長さを増やすことで増加できる値です。
- 回転抵抗とは、ねじを締めたときにインサートが自力で回転することに対する抵抗です。この場合、インサートの直径が大きいほど、部品をクランプする表面積が大きくなるため、トルク容量が大きくなります。
一般的に、インサートの直径やサイズなどの要因が考慮されます (メーカーの技術データシートを参照する必要があります)。そして、取り付けが行われるインサートとプラスチックの両方の材料。金属、木材、プラスチックなど、あらゆる種類の材料に取り付けられる多種多様なインサートがあります。インサートの製造で最も一般的な材料は真鍮ですが、ステンレス鋼 (耐食性) やアルミニウム (軽量) などの他の材料も登場しています.
FDM の場合 (熱可塑性材料で製造する場合) ほぼすべてのインサートが適しています。 ただし、SLA に従って製造する場合 (熱硬化性材料を使用するため、一度印刷すると、熱や圧力によって変更することはできません) セルフタッピングまたはヘリコイル インサートのみを取り付けることができます。
FDM ではほぼすべてのタイプの材料で作られたインサートを使用できるという事実にもかかわらず、このインサートを配置する手順は常に SLA 部品よりも問題になることを強調することは非常に重要です。これは、部品の非等方性によるものです。つまり、冷間インサートに直面すると、部品が剥離するほどの圧力がかかります。
挿入物には多くの種類があり、一般的な分類は挿入の形態によるものです。
インサートの種類
熱挿入: ヒートインサートは、低温で溶ける熱可塑性材料で使用されます。使用方法は非常に簡単で、はんだごてまたはその他の熱源 (Modifi3D Pro) のみを必要とし、熱伝達による接触によってインサートが加熱されます。このタイプのインサートを配置するには、パーツにインサートの外径よりもわずかに小さい直径の穴が必要です。挿入ツールを使用して圧力を制御し (穴の周囲の部品を溶かす可能性があるため)、挿入物を穴の端に押し付けてプラスチックを膨張させます。インサートは、冷却時にプラスチックの繊維の間に閉じ込められます。成形品とインサートの両方のエッジが同じレベルにある場合、インサートは正しい位置にあります。このタイプのインサートを正しく配置することで、15 kg の引張強度と 2.5 kg のねじり強度を達成できます。さらに、ヒート タップ インサートは両方の穴が開いているため、貫通穴と見なすことができます。つまり、タップするねじをインサート自体の長さよりも深く挿入する必要がある場合でも、インサートの長さは制限されません。

画像 2:ヒート インサート。出典:Filament2print.
プレッシャー :圧力インサートまたはリベットには、リベットと同じ直径の穴が必要です。他のリベットと同様に、圧縮ツールで所定の位置に押し込むだけなので、取り付けは非常に簡単です。前のケースと同様に、2 つのエッジが同じレベルにある場合、インサートは正しい位置にあります。部品が穴の近くで押しつぶされる可能性があるため、取り付け中にインサートを適切に押す必要があることに注意することが非常に重要です。
セルフスレッド :SLS および樹脂 3D プリントで使用される特定の材料は、非常に高温で溶融するか、加熱しても安定した挙動を示さないため、自動ねじ切りインサートが理想的です。部品への取り付けが簡単な雌ねじと雄ねじが特徴のこれらのインサートは、エンサート型のねじ切りツールを使用して配置されます。パーツは、インサートと同じ公称直径を持つ穴で製造する必要があります。これらのインサートは、取り付け時にプラスチックにねじ山を作成し、ヒート インサートと比較してはるかに大きな応力がアセンブリにかかる可能性があるためです。さらに、これらのインサートはステンレス鋼でできており、摩耗や過酷な環境に強い素材です。

画像 3:セルフタッピング インサートとツール。出典:Filament2print.
ヘリコイル :セルフタッピング インサートと同様に、ヘリコイル インサートにも 2 つのねじ山があり、同じように機能します。ワークピースの穴は、選択したヘリコイルの規格に従って寸法を設定する必要があります。インサートを取り付けるには、まずタップを使用して穴にねじを作成し、次に工具を使用して取り付ける必要があります。最後に、取り付けツールのストッパーとして機能する、インサートの下部にある小さなフランジが取り外されます。確かにこれらのインサートは安価ではありませんが、その外観と実用性は驚くべきものです。
おすすめ
穴の直径に関しては、部品を印刷する際に 3D 設計と部品の間に寸法のばらつきがあることを考慮する必要があります。したがって、穴を設計する際にそれらに許容範囲を適用する必要があります。 また、ネジの突出し量の余長も考慮して、インサートを取り付けるのに十分な長さの穴が必要です。設計に関連して考慮すべきもう 1 つのことは、壁の厚さです。穴を加工するときに部品の充填物に入らないように、十分に高い値を適用するようにしてください。
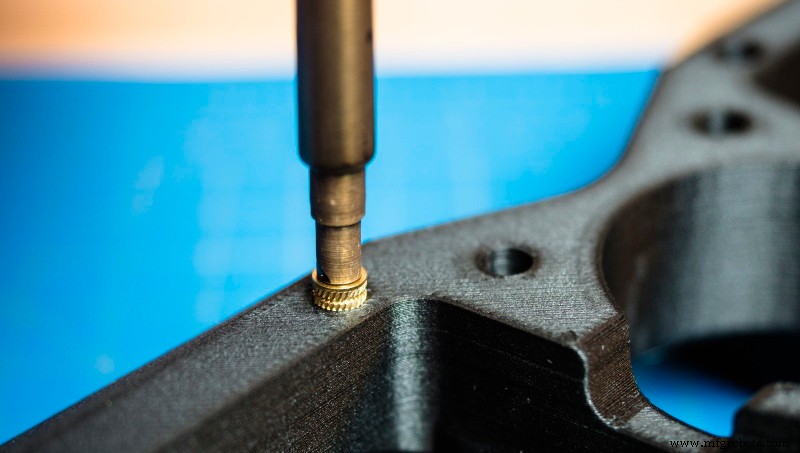 画像 4:熱によるインサートの挿入。出典:Markforged.
画像 4:熱によるインサートの挿入。出典:Markforged.
設置に関しては、位置決めや動作速度などの特定の側面を確保することが非常に重要です。インサートが可能な限り中心にあり、穴に対して垂直であることを常に確認してください .これは、熱、圧力、またはねじ付きインサートに適用されます。インサートを挿入すると、交差ねじが発生してねじが損傷したり、接続ねじが正しく挿入されなかったりする可能性があるためです。部品はプラスチック製で、インサートは金属要素であることに注意してください。金属の硬度が印刷された部品を損傷する可能性があるため、取り付け速度に影響します。これが、穴の壁を傷つけないように速度を制御する必要がある理由です。
私たちが知っているように、3D プリンティングは完全な進化を遂げており、このようなソリューションは、より複雑な部品を取得する際に違いを生み、業界のニーズにより正確に対応するソリューションです。
3Dプリント