3D プリントを始めたばかりの場合、モデルをどの層の高さでプリントすればよいか完全にはわからないかもしれません.
この記事では、レイヤーの高さとは何か、レイヤーの高さとノズルの直径の関係、およびそれらの違いについて説明します。その特定のトピックをめぐって多くの混乱があるように思われるためです。高さは一般的に、用途 (印刷品質、強度、速度など) によって異なります。
解像度またはディテールとも呼ばれる層の高さは、3D プリント上の押し出されたプラスチックの個々の層の高さです。レイヤーの高さが低いほど、モデルを完成させるためにはより多くのレイヤーを印刷する必要があるため、より詳細な印刷が行われます。例えば;層の高さが 0.12mm の 20x20x20mm の立方体を印刷すると、166 層になりますが、層の高さが 0.28mm の場合は 71 層しかありません。
トレードオフは何ですか?より高い解像度またはより低いレイヤーの高さで印刷すると、オブジェクトの印刷にかかる時間が大幅に増加します。これは、プリンターが 2 倍またはそれ以上のレイヤーを配置する必要があるためです。全体的な詳細が少なくなります。
0.12mm ベンチは 3:24 時間で印刷され、合計 400 層あり、0.32mm ベンチは印刷に 1:26 時間かかり、150 層あります。これは印刷時間の大幅な短縮であり、唯一の違いはレイヤーの高さです。
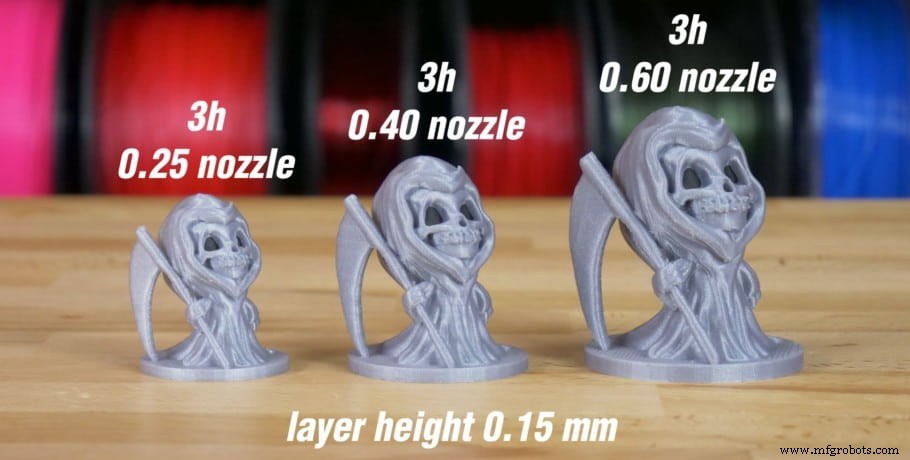
ほとんどのプリンタのデフォルトのノズル直径は 0.4 mm ですが、通常は 0.2 mm から 1 mm までの範囲です。ノズルの直径を大きくすると、レイヤーの高さを高くして印刷できるようになり、たとえば壁を印刷するために必要な周囲の数を減らすことができます。これは、周囲自体が広くなるためです。層の高さがノズルの直径の 80% を超えてはならないことに注意してください (最小値はありません)。
ノズル サイズ レイヤーの最小高さ レイヤーの最大高さ 0.15mm 0.04 0.12 0.20mm 0.05 0.16 0.25mm 0.06 0.20 0.30mm 0.08 0.24 0.35mm 0.09 0.28 0.40mm 0.10 0.32 0.50mm 0.13 0.40 0.60mm 0.15 0.48 0.80mm 0.20 0.64 1.00mm 0.25 0.80
より大きな直径のノズルを使用して印刷し、レイヤーの高さを高くすることで、モデルの印刷時間を大幅に短縮でき、場合によっては 3 倍または 4 倍速く印刷できることもあります。
ここで、ノズルの直径とレイヤーの厚さは同じではなく、最終結果にも同じように影響しません。レイヤーの高さは、主に印刷の垂直または傾斜部分の印刷品質に影響しますが、ノズルの直径は詳細レベルに影響します。主に水平面上 、これは、より大きな直径のノズルがより広い層を印刷するためであり、垂直方向には見えないはずです.
基本的に、より大きな直径のノズルはより広い周囲を配置し、層の高さ (ノズルの直径の最大 80% まで) を増やすこともできるため、はるかに高速な印刷が可能になります。ここで問題となるのは、0.12mm の層の高さで 0.4mm のノズルを使用して印刷した場合や、より小さな直径のノズルを使用してさらに低い層の高さを使用して印刷した場合よりも印刷品質が大幅に低下することですが、はるかに高速に印刷されます。
「花瓶」モードで印刷する場合、より大きなノズルを使用しても印刷時間に影響しないことに注意してください。これは、まったく同じ一連の移動を行う必要があるためです.
3D プリントに最適なレイヤーの高さは?
ほとんどの 3D プリントでは、理想的なレイヤーの高さは 0.2 mm です。これは、大規模なプリントと小規模で詳細なプリントの両方で、品質とプリント速度の中間点であり、レイヤーの線が目立ちすぎないためです。レイヤーの高さを下げると、より詳細になりますが (小さなプリントには適しています)、オブジェクトのプリントにかかる時間が長くなり、逆の場合も同様です。
もちろん、これはプリントのニーズによって異なります。ミニチュアをプリントする場合は、複雑な詳細を可能な限り高い解像度でプリントする必要があります。見栄えがよくても機能する必要があります。
ディテールに最適なレイヤーの高さ
レイヤーの高さが低いほど、3D プリントはより詳細に出力されます。ただし、これは層の高さが 0.1mm に達するまでの話です。たとえば 0.05mm を下回ると、目に見える品質の向上は見られません。非常に高い解像度を必要とするほとんどの日常的なプリントでは、0.12mm が最適なようです。
標準の 0.2mm ではなく 0.12mm で印刷すると、印刷時間も大幅に増加することに注意してください。
滑らかで詳細な仕上がりにしたい場合は、通常 0.12mm で印刷しますが、その時点ではレイヤーはほとんど見えません。
強度に最適な層の高さ
一般に、層の高さが 0.1mm から 0.15mm までの場合に最も強い結果が得られ、これらの値を下回るか上回ると、プリントの強度が大幅に低下します。ノズルの直径も重要な役割を果たしていることに注意してください。これは、層の高さが低く印刷された大きな直径のノズルが最も広い接触表面積を提供し、全体的により強力な層の接着をもたらすためです。
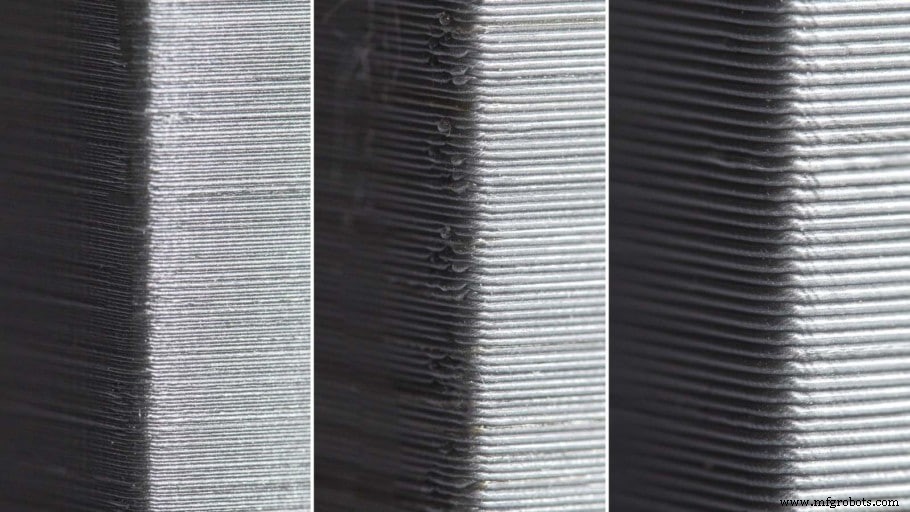
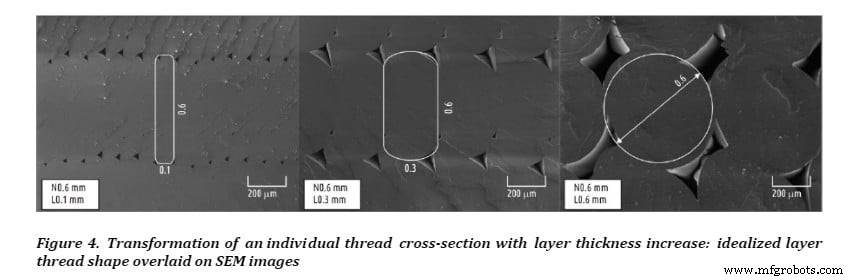
異なる層の高さとノズルの直径が印刷強度にどのように影響するかを判断するために調査が行われました。彼らは、0.4mm、0.6mm、および 0.8mm のノズルとさまざまな層の高さをテストし、層の高さを増やすほど部品が弱くなるという結論に達しました。約3.5倍。
この画像でわかるように、ノズルの直径は大きな役割を果たしますが、層の高さが低いと、各層が前の層に接着するための接触表面積が広くなり、全体的により強力になります。結合するため、より強力な 3D プリントになります。
レイヤーの向きを考慮する
力に耐える必要があるオブジェクト、たとえばフックのように、同じ方向に一定の牽引力がある場合は、レイヤーの線がそれに加えられる力と一直線になるように印刷する必要があります。
垂直に印刷すると、層の線は水平になります。つまり、フックは層の接着力が許す範囲でしか耐えることができません。
一方、側面に印刷することは、レイヤーラインがフックにかかる力と一致していることを意味し、これにより強度が 2 倍、またはそれ以上になります。
これは、CNC Kitchen による非常に詳細なビデオです。層の高さと層の向きの違いによる強度の違いを確認したい場合は、このビデオを見ることを強くお勧めします.
さらに、インフィル パターンはパーツの強度に大きな影響を与えるため、用途に応じて別のパターンを使用する必要があります。
スピードに最適な層の高さ
印刷速度と層の高さは反比例します。層の高さが厚いほど印刷時間が速くなり、層の高さが薄いほど印刷速度が遅くなります。たとえば、標準の 0.4mm ノズルを使用すると、層の高さが 0.32mm と 0.1mm の両方で印刷でき、20x20x20mm の立方体を印刷するには、それぞれ 18 分と 59 分かかります。
できるだけ速く印刷したい場合は、可能な限り層の高さが厚い最大のノズルを使用する必要があります。これにより、部品の印刷にかかる時間が大幅に短縮されますが、細部が犠牲になります。
標準の 0.4mm ノズルを使用するほとんどの人にとって、0.28mm または 0.32mm での印刷が、オブジェクトを印刷するための最大レイヤー高さになります。それ以降、速度を上げる唯一の方法は、スライサーの設定を調整する以外に、現在のノズルをより大きな直径のノズルに交換することです.
プロトタイピングに最適なレイヤーの高さ
印刷されたパーツが最終製品ではないことを考えると、プロトタイプは迅速に作成する必要があります。レイヤーの高さだけが重要な要素ではありません。スライサーのノズル径、充填率、印刷速度の設定も同様です。
一般に、できるだけ大きなノズルを使用し、できるだけ少ないインフィルを使用し (すべての方向に強い 3D インフィルであるため、可能であればキュービック インフィルを使用します)、層の高さを最も厚くし、印刷を高速化する必要があります。
印刷速度を上げると、いくつかの問題が発生する可能性があることに注意してください。前のレイヤーが適切に固化していない可能性があり、リンギングやゴーストが多く発生したり、寸法精度が悪いなどの可能性があります。
速度の設定は、お使いのプリンターによって異なりますが、周囲の速度を 100mm/s に、インフィルを約 200-250mm/s に設定することから始めると、印刷時間が大幅に短縮されます。
レイヤーの高さはどのくらい重要ですか?
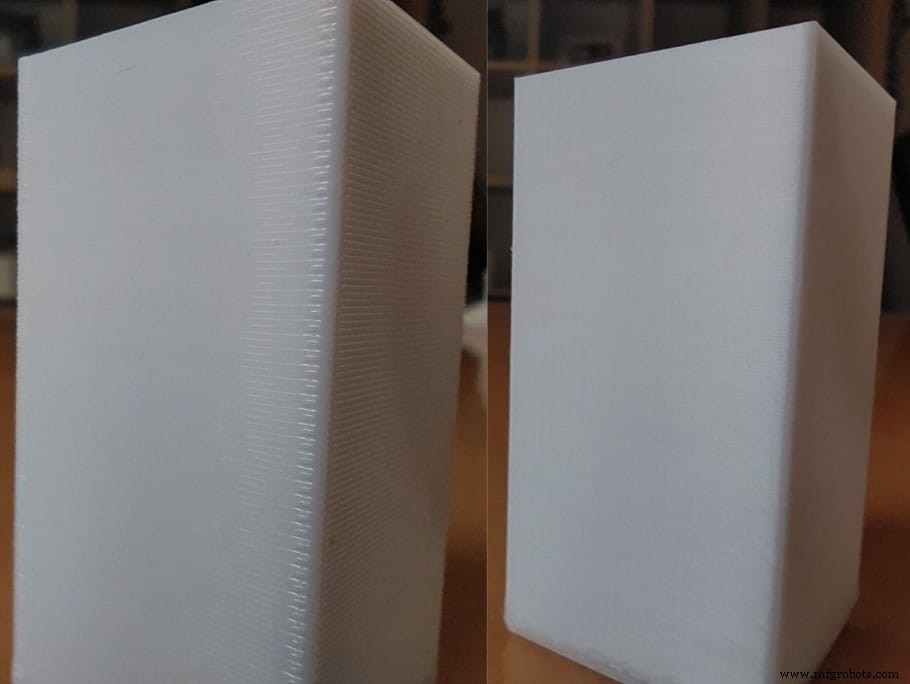
レイヤーの高さを大きくすると、プリンターは同じ高さを実現するために多くのレイヤーを配置する必要がないため、印刷が高速になりますが、レイヤーが厚くなるため、解像度と品質が低下します。滑らかで詳細な印刷を実現するには、レイヤーの高さを低くすることをお勧めします。
以前にリンクした 2 つのベンチ プリントに戻ると、0.32 mm で印刷されたものではインフィル ラインがはっきりとわかりますが、0.12 mm ベンチ プリントではそれらのラインはほとんど見えません。ただし、階段の効果がはっきりしているため、最も明白な場所は、ベンチの屋根と手すり/側壁です。
層の高さを低くすればするほど、これらの層の線が目立たなくなり、階段状の効果が目立たなくなりますが、解像度を上げると印刷時間が長くなり、層の高さをさらに低くするとポイントが来ます。品質が大幅に向上するわけではありませんが、印刷時間は大幅に増加します。
一般に、非常に詳細な結果を生成するには、0.12mm または 0.1mm で十分です。これよりも低い場合は、わずかな品質の改善があったとしても、それと引き換えに時間を費やすだけです。
3D プリント層の高さ計算機
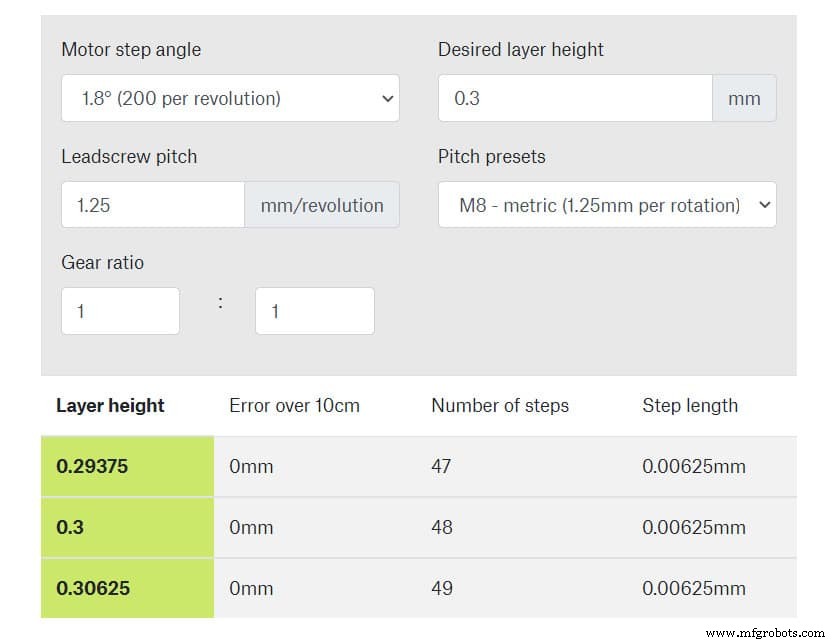
Prusa は、Z 軸が完全なステップ単位でのみ移動するレイヤーの高さを選択できる最適なレイヤーの高さ計算機を開発しました。 Z 軸は通常、非アクティブ時には有効になりません。マイクロステップ中に軸が無効になっている場合、軸は最も近いフル ステップにジャンプし、エラーが発生します。
これは、インペリアルの親ネジを備えたマシンに最も役立ちますが、メートルの親ネジを使用した異常な層の高さにも役立ちます.
いくつかのパラメータを導入するだけで、理想的な層の高さが得られます.
エンダー 3 ステッピング モーター マジック ナンバー
レイヤーの高さは「マジック ナンバー」に分解できます。これらのマジック ナンバーは基本的に、特定のプリンターで最適に機能するレイヤーの高さです。
Ender 3 モデルの場合、ネジ付きロッドは 1 回転あたり 8 mm 上昇し、これを 200 ステップ (1 回転あたり) で行うため、マジック ナンバーは 0.04 mm 単位で増加します。
この 8mm を 200 で割ると、1 ステップあたり 0.04mm というマジック ナンバーが得られます。
プリンターは上に移動するときに各ステップに対して同じ位置にあるため、そのマジック ナンバーを維持したいと考えています。これにより、プリンターが上に移動する方法が一貫するため、印刷の品質が向上します。
マジック ナンバーがわかったら、次のようなバリエーションを作成できます。
0.24 mm
0.20 mm
0.16 mm
0.12 mm
0.08 mm
以前は、標準設定ではレイヤーの高さが 0.1mm、0.15mm などに設定され、それらのいずれも倍数または 0.04mm ではないため、スライサーでこれらを手動で設定する必要がありました。
現在、新しいバージョンの Cura などのほとんどのスライサーは、この「マジック ナンバー」と一致するさまざまなレイヤーの高さを持ちます。たとえば、細かいディテールの場合は 0.12mm、粗いディテールの場合は 0.28mm です。これらはすべて、どのエンダーでも完全にうまく機能します。 3 台のマシン (および 1 ステップあたり 0.04 mm で移動するすべてのプリンター)。
異なるレイヤーの高さに関連する問題
前に述べたように、大きなノズルと厚い層で印刷すると印刷速度が向上しますが、モデルの外観はかなり悪くなり、プラスチックの層には接着する接触面があまりないため、強度が低下する可能性があります。
一方、0.05mm などの非常に薄いレイヤーを使用すると、印刷の品質が低下したり、さまざまな欠陥が発生したり、非常に小さなオブジェクトでも非常に長い印刷時間がかかる可能性があります。
非常に高い解像度 (レイヤーの高さを低く) で印刷することにした場合、ベッドを完全に水平にしないと、印刷物がベッドにくっつかないことに気付くかもしれません.
この場合、印刷物がベッドにしっかりとくっつくように、最初のレイヤーを大きく印刷してから、次のレイヤーを希望のレイヤーの高さで印刷するように設定することをお勧めします。
結論
印刷する内容に応じてレイヤーの高さを調整する必要があるため、「フリーサイズ」というレイヤーの高さはありません。
自分で何かを設計したり、プロトタイプを作成したりして、最終製品の準備が整う前にさまざまな反復を印刷する必要がある場合は、0.28mm で印刷します (0.4mm ノズルを使用している場合)。これにより、印刷物が迅速に出力され、見栄えがよくなりながらも機能することが保証されます。
最終的なデザインを印刷する準備ができたら、レイヤーの高さを下げることができます.
一般に、0.2mm に固執することをお勧めします。これは、品質と速度の両方の点で、ほとんどの 3D プリントのスイート スポットであると思われるためです。
この情報がお役に立てば幸いです!
良い一日を!
よくある質問
0.2mm は 0.4mm ノズルの理想的な層の高さです。これは、高い印刷品質を維持しながら比較的高速な印刷時間を可能にするためです。技術的には、ノズルサイズは最大許容レイヤー高さにのみ影響するため、最小レイヤー高さはありません。
0.3mm は、品質と印刷時間の最適なバランスを提供するため、0.6mm ノズルの理想的な層の高さです。技術的には、ノズルサイズは最大許容レイヤー高さにのみ影響するため、最小レイヤー高さはありません。
0.4mm は、品質と印刷時間の最適なバランスを提供するため、0.8mm ノズルの理想的なレイヤーの高さです。より速い印刷時間が必要な場合は、0.4mm とほぼ同じ品質を保ちながら、0.5mm の方がはるかに高速に印刷できます。
Ender 3 レイヤーの高さは、0.04mm の倍数で設定する必要があります。これは、モーターが各ステップでノズルを移動する量であるためです。これは、0.08mm、0.12mm など、0.04mm の倍数のいずれかに設定する必要があることを意味します。 、0.16mm、0.2mmなど
おすすめ商品セクションをご覧ください
これは非常に困難な作業である可能性があり、一般的に多くの混乱につながることがわかっているため、当て推量を取り除き、どのプリンター、フィラメント、またはアップグレードを取得するかを調査するのに費やす時間を短縮できる推奨製品セクションを作成しました。 .
初心者だけでなく中級者、さらには専門家にも適していると思われるほんの一握りの 3D プリンターを選択して、決定を容易にし、記載されているフィラメントとアップグレードはすべて私たちによってテストされ、慎重に選択されました。であるため、どちらを選択しても意図したとおりに機能することがわかります。